一种铝木复合门窗生产加工毛刺修复装置的制作方法
1.本发明涉及铝木复合门窗生产设备技术领域,具体为一种铝木复合门窗生产加工毛刺修复装置。
背景技术:
2.铝木复合门窗采用外铝内木的结构方式,其中外铝的金属性防水、防潮且不易变形,内木表面喷涂进口木材专用漆,不仅防潮、防腐而且色系多样,大大提高了建筑物的档次,体现良好的视觉效果。
3.在加工过程中,需要对铝木复合门窗的边框进行切割,因此铝木复合门窗边框的端部会留下毛刺,在安装之前需要将毛刺去除,一些通用的方法是通过手持式去毛刺装置,这种方式工作效率较低;也有采用半机械自动化的毛刺修复装置,但是在其使用过程中,需要人工对铝木复合门窗进行挪动调节其位置,同时也无法对需要毛刺修复的不同尺寸的铝木复合门窗进行夹持固定,从而降低了该装置实用性和操作的便捷性。
技术实现要素:
4.针对上述存在的技术不足,本发明的目的是提供一种铝木复合门窗生产加工毛刺修复装置,不仅能通过调节适用于多种尺寸的门窗进行夹持固定,且能根据需要对毛刺修复的轨迹进行调节,提高了作业效率和便捷性。
5.为解决上述技术问题,本发明采用如下技术方案:本发明提供一种铝木复合门窗生产加工毛刺修复装置,包括底板,底板上设置有固定座槽,固定座槽的对立内壁上分别设置有丝杠丝母组件和固定夹块组件,固定座槽的一端内壁上设置有丝杠丝母组件,固定座槽内通过丝杠丝母组件滑动设置有门窗固定座装置,固定夹块组件包括固定在固定座槽的另一端内壁上的固定夹块座,固定夹块座朝向丝杠丝母组件的一端面设置有开口槽,开口槽内的两端分别滑动设置有左固定夹块和右固定夹块,固定夹块座上沿长度方向间隔设置有若干贯穿开口槽的夹块固定螺纹孔,夹块固定螺纹孔内螺栓连接有若干固定螺纹杆,且左固定夹块和右固定夹块均通过固定螺纹杆螺纹连接在相应的夹块固定螺纹孔位置处,固定座槽对立两侧的底板上均设置有导向槽,导向槽的一端外部设置有弧形导向座,弧形导向座上设置有弧形导槽,导向槽的另一端滑动设置有打磨组件,打磨组件包括滑动设置在导向槽上的滑动底座,滑动底座上设置有主修复装置和副修复装置,且主修复装置和副修复装置之间转动连接,副修复装置上设置有与弧形导槽相适配的滑块。
6.优选地,所述门窗固定座装置包括固定底座,固定底座活动设置在丝杠丝母组件上,固定底座顶面的中间位置处设置有旋转台槽,旋转台槽的底面内嵌设有步进电机,步进电机的输出轴上同轴固定设置有安装盘,安装盘的顶面上通过若干安装螺栓活动连接有旋转夹具,旋转台槽对立两侧的固定底座顶面上分别设置有夹持横杆装置和若干夹紧块安装孔,夹紧块安装孔为与夹块固定螺纹孔直径相同的螺纹孔,夹持横杆装置包括固定设置在固定底座上的若干夹持气缸,夹持气缸的活塞杆上共同设置有夹持杆,夹持杆的长度方向
与固定夹块座的长度方向相平行,通过丝杠丝母组件带动门窗固定座装置调节在固定座槽内的位置,以便对固定在固定底座顶面上或旋转夹具上的铝木复合门窗进行毛刺修复作业。
7.优选地,所述丝杠丝母组件包括设置在固定座槽一端内壁上的驱动电机,驱动电机的输出轴上同轴连接有丝杠,固定底座活动设置在丝杠上,丝杠远离驱动电机的一端转动设置在固定座槽的内壁上,固定底座上还贯穿设置有若干与丝杠相平行的导向杆,且导向杆的两端分别固定设置在固定座槽的对立内壁上,通过丝杠丝母组件带动门窗固定座装置调节在固定座槽内的位置,以便对铝木复合门窗上的不同位置进行毛刺修复作业。
8.优选地,所述旋转夹具包括十字架底座,十字架底座的交叉位置处通过若干安装螺栓连接在安装盘的顶面上,十字架底座的四端上均设置有弹簧夹块,安装盘的顶面与固定底座的顶面齐平,便于通过步进电机带动安装盘和固定在旋转夹具内的铝木复合门窗进行转动,以便对铝木复合门窗的外周壁侧壁进行毛刺修复作业。
9.优选地,所述导向槽的另一端设置有推动气缸,推动气缸的活塞杆与滑动底座固定连接,弧形导向座包括上下平行间隔设置在底板上的上弧形板和下弧形板,上弧形板的弧形一端和下弧形板的弧形一端与导向槽位置相对应,上弧形板的弧形另一端和下弧形板的弧形另一端位于固定座槽的上方,弧形导槽包括分别设置在上弧形板和下弧形板相对面上的上弧形导槽和下弧形导槽,且下弧形导槽与导向槽相连通,推动气缸可推动滑动底座在导向槽内移动,便于主修复装置对铝木复合门窗的不同位置进行毛刺修复作业。
10.优选地,所述主修复装置包括固定设置在滑动底座上的主修复座,主修复座朝向固定座槽端的侧壁上设置有主修复槽,主修复槽内的一端设置有主修复气缸,主修复气缸的活塞杆上设置有主打磨电机,主打磨电机的输出轴上设置有主打磨片,副修复装置包括副修复座,副修复座通过两个上下间隔分布的带扭簧的转轴与主修复座之间转动连接,且副修复座位于滑动底座的外部,滑块包括分别与上弧形导槽和下弧形导槽相适配的上滑块和下滑块,且下滑块滑动设置在导向槽内,副修复座朝向固定座槽端的侧壁上设置有副修复槽,副修复槽内的一端设置有副修复气缸,副修复气缸的活塞杆上设置有副打磨电机,副打磨电机的输出轴上设置有副打磨片,主修复装置和副修复装置可同时在推动气缸的作用下在导向槽内做直线往复移动,便于对铝木复合门窗进行毛刺修复作业,同时当副修复座移动至弧形导向座位置处时,下滑块由导向槽滑动进入至下弧形导槽内,同时上滑块滑动进入至上弧形导槽内,此时即可在上弧形导槽和下弧形导槽的导向作用下,使得副修复座在带扭簧的转轴的作用下转动,以便对铝木复合门窗的不同位置进行毛刺修复作业。
11.优选地,所述主修复槽与副修复座相连通,且主修复槽位于两个带扭簧的转轴之间,便于主修复气缸推动主打磨电机至主修复槽与副修复座相连接的位置处,有利于提高毛刺修复作业的范围。
12.优选地,所述弹簧夹块包括锁紧弹簧,锁紧弹簧的一端固定设置在十字架底座上,锁紧弹簧的另一端固定设置有夹紧块,且夹紧块滑动设置在十字架底座上,便于当将铝木复合门窗放置在十字架底座上后,使得夹紧块可根据铝木复合门窗的尺寸大小,且在锁紧弹簧的作用下,在十字架底座上滑动自动调节位置与铝木复合门窗的外壁夹紧,可将铝木复合门窗夹紧固定在十字架底座上。
13.本发明的有益效果在于:
1、主修复装置和副修复装置不仅可以在导向槽内移动实现一种方式的毛刺修复作业;由于主修复装置和副修复装置之间通过带扭簧的转轴转动连接,且可在弧形导向座的作用下改变主修复装置和副修复装置之间的位置状态实现另一种方式的毛刺修复作业,提高了对铝木复合门窗毛刺修复作业的多样性和适用性。
14.2、旋转夹具的设置,可通过启动步进电机带动安装盘和固定在旋转夹具内的铝木复合门窗进行转动调节不同的位置,即可使得铝木复合门窗不同的侧壁分别与打磨组件的位置相对应,以便对铝木复合门窗的外周壁侧壁进行毛刺修复作业,减少人工在毛刺修复时进行调整铝木复合门窗的时间,进而提高了作业效率。
15.3、旋转夹具的设置,便于将铝木复合门窗放置在十字架底座上,且使得铝木复合门窗的四个边框分别通过十字架底座四端上的弹簧夹块进行夹紧,启动步进电机带动安装盘和固定在旋转夹具内的铝木复合门窗进行转动调节不同的位置,使得铝木复合门窗不同的侧壁分别与打磨组件的位置相对应,以便实现对铝木复合门窗的外周壁侧壁进行毛刺修复作业,避免了人工进行反复拆卸安装或者人工搬运调节铝木复合门窗的位置,提高了作业效率。
16.4、可根据铝木复合门窗的宽度,在开口槽内滑动调节左固定夹块和右固定夹块之间的距离,调节完成后再通过固定螺纹杆将左固定夹块和右固定夹块连接在相应的夹块固定螺纹孔位置处,再启动夹持气缸推动夹持杆,使得夹持杆与铝木复合门窗的侧壁相抵触,即可适用与不同宽度的铝木复合门窗进行夹紧固定。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
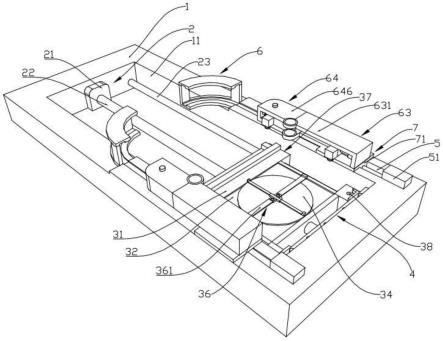
18.图1为本发明实施例提供的一种铝木复合门窗生产加工毛刺修复装置的结构示意图。
19.图2为本发明实施例提供的一种铝木复合门窗生产加工毛刺修复装置的固定夹块组件位置示意图。
20.图3为本发明实施例提供的一种铝木复合门窗生产加工毛刺修复装置的门窗固定座装置结构示意图。
21.图4为本发明实施例提供的一种铝木复合门窗生产加工毛刺修复装置的旋转夹具结构示意图。
22.图5为本发明实施例提供的一种铝木复合门窗生产加工毛刺修复装置的主修复装置和副修复装置结构示意图。
23.图6为本发明实施例提供的一种铝木复合门窗生产加工毛刺修复装置的弧形导向座结构示意图。
24.图7为本发明实施例提供的一种铝木复合门窗生产加工毛刺修复装置的固定夹块组件结构示意图。
25.附图标记说明:1、底板;11、固定座槽;2、丝杠丝母组件;21、驱动电机;22、丝杠;
23、导向杆;3、门窗固定座装置;31、固定底座;32、旋转台槽;33、步进电机;34、安装盘;35、安装螺栓;36、旋转夹具;361、十字架底座;362、弹簧夹块;37、夹持横杆装置;371、夹持气缸;372、夹持杆;38、夹紧块安装孔;4、固定夹块组件;41、固定夹块座;411、夹块固定螺纹孔;42、开口槽;421、左固定夹块;422、右固定夹块;423、固定螺纹杆;5、导向槽;51、推动气缸;6、弧形导向座;61、弧形导槽;611、上弧形导槽;612、下弧形导槽;62、上弧形板;621、下弧形板;63、主修复装置;631、主修复座;632、主修复槽;633、主修复气缸;634、主打磨电机;635、主打磨片;64、副修复装置;641、滑块;6411、上滑块;6412、下滑块;642、副修复槽;643、副修复气缸;644、副打磨电机;645、副打磨片;646、副修复座;647、带扭簧的转轴;7、打磨组件;71、滑动底座。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例一:如图1-图7所示,本发明提供了一种铝木复合门窗生产加工毛刺修复装置,包括底板1,底板1上设置有固定座槽11,固定座槽11的对立内壁上分别设置有丝杠丝母组件2和固定夹块组件4,固定座槽11的一端内壁上设置有丝杠丝母组件2,固定座槽11内通过丝杠丝母组件2滑动设置有门窗固定座装置3,固定夹块组件4包括固定在固定座槽11的另一端内壁上的固定夹块座41,固定夹块座41朝向丝杠丝母组件2的一端面设置有开口槽42,开口槽42内的两端分别滑动设置有左固定夹块421和右固定夹块422,固定夹块座41上沿长度方向间隔设置有若干贯穿开口槽42的夹块固定螺纹孔411,夹块固定螺纹孔411内螺栓连接有若干固定螺纹杆423,且左固定夹块421和右固定夹块422均通过固定螺纹杆423螺纹连接在相应的夹块固定螺纹孔411位置处,固定座槽11对立两侧的底板1上均设置有导向槽5,导向槽5的一端外部设置有弧形导向座6,弧形导向座6上设置有弧形导槽61,导向槽5的另一端滑动设置有打磨组件7,打磨组件7包括滑动设置在导向槽5上的滑动底座71,滑动底座71上设置有主修复装置63和副修复装置64,且主修复装置63和副修复装置64之间转动连接,副修复装置64上设置有与弧形导槽61相适配的滑块641;门窗固定座装置3包括固定底座31,固定底座31活动设置在丝杠丝母组件2上,固定底座31顶面的中间位置处设置有旋转台槽32,旋转台槽32的底面内嵌设有步进电机33,步进电机33的输出轴上同轴固定设置有安装盘34,安装盘34的顶面上通过若干安装螺栓35活动连接有旋转夹具36,旋转台槽32对立两侧的固定底座31顶面上分别设置有夹持横杆装置37和若干夹紧块安装孔38,夹紧块安装孔38为与夹块固定螺纹孔411直径相同的螺纹孔,夹持横杆装置37包括固定设置在固定底座31上的若干夹持气缸371,夹持气缸371的活塞杆上共同设置有夹持杆372,夹持杆372的长度方向与固定夹块座41的长度方向相平行;丝杠丝母组件2包括设置在固定座槽11一端内壁上的驱动电机21,驱动电机21的输出轴上同轴连接有丝杠22,固定底座31活动设置在丝杠22上,丝杠22远离驱动电机21的一端转动设置在固定座槽11的内壁上,固定底座31上还贯穿设置有若干与丝杠22相平行的导向杆23,且导向杆23的两端分别固定设置在固定座槽11
的对立内壁上;旋转夹具36包括十字架底座361,十字架底座361的交叉位置处通过若干安装螺栓35连接在安装盘34的顶面上,十字架底座361的四端上均设置有弹簧夹块362,安装盘34的顶面与固定底座31的顶面齐平。
28.当需要对铝木复合门窗进行毛刺修复时(此时不需要使用旋转夹具36),先将铝木复合门窗放置且固定在门窗固定座装置3上,通过驱动电机21带动丝杠22转动,进而带动固定底座31向固定夹块组件4方向移动,即可通过夹持横杆装置37与固定夹块组件4将铝木复合门窗进行夹紧固定,推动气缸51推动主修复装置63和副修复装置64在导向槽5内做直线往复移动,即可对铝木复合门窗进行进行毛刺修复。
29.当对铝木复合门窗进行夹紧固定时,可根据铝木复合门窗的宽度,在开口槽42内滑动左固定夹块421和右固定夹块422,调节左固定夹块421和右固定夹块422之间的距离(使得左固定夹块421和右固定夹块422可分别将铝木复合门窗的对立两侧壁进行夹紧),调节完成后再通过固定螺纹杆423将左固定夹块421和右固定夹块422连接在相应的夹块固定螺纹孔411位置处,再启动夹持气缸371推动夹持杆372(使得夹持杆372与铝木复合门窗的侧壁相抵触)即可将铝木复合门窗进行夹紧固定;当需要进行毛刺修复的铝木复合门窗的尺寸一定且数量较多时(即不需要频繁调节左固定夹块421和右固定夹块422之间的距离时),也可将左固定夹块421和右固定夹块422从开口槽42内取出,再通过固定螺纹杆423分别安装在固定底座31顶面上的夹紧块安装孔38内,再通过夹持气缸371推动夹持杆372、以及配合左固定夹块421和右固定夹块422,可将放置在固定底座31上的铝木复合门窗进行夹紧固定,此时还可通过驱动电机21带动固定底座31在固定座槽11内移动调节至不同的位置处;当需要对铝木复合门窗进行毛刺修复时、且需要使用旋转夹具36时,先使用安装螺栓35将十字架底座361连接在安装盘34的顶面上,由于十字架底座361的四端上均设置有弹簧夹块362,因此可将铝木复合门窗放置在十字架底座361上,且使得铝木复合门窗的四个边框分别通过十字架底座361四端上的弹簧夹块362进行夹紧,进而可通过启动步进电机33带动安装盘34和固定在旋转夹具36内的铝木复合门窗进行转动调节不同的位置(使得铝木复合门窗不同的侧壁分别与打磨组件7的位置相对应),以便对铝木复合门窗的外周壁侧壁进行毛刺修复作业。
30.实施例二:在实施例一的基础上,如图1-图2和图5-图6所示,导向槽5的另一端设置有推动气缸51,推动气缸51的活塞杆与滑动底座71固定连接,弧形导向座6包括上下平行间隔设置在底板1上的上弧形板62和下弧形板621,上弧形板62的弧形一端和下弧形板621的弧形一端与导向槽5位置相对应,上弧形板62的弧形另一端和下弧形板621的弧形另一端位于固定座槽11的上方,弧形导槽61包括分别设置在上弧形板62和下弧形板621相对面上的上弧形导槽611和下弧形导槽612,且下弧形导槽612与导向槽5相连通;主修复装置63包括固定设置在滑动底座71上的主修复座631,主修复座631朝向固定座槽11端的侧壁上设置有主修复槽632,主修复槽632内的一端设置有主修复气缸633,主修复气缸633的活塞杆上设置有主打磨电机634,主打磨电机634的输出轴上设置有主打磨片635,副修复装置64包括副修复座646,副修复座646通过两个上下间隔分布的带扭簧的转轴647与主修复座631之间转动连接,且副修复座646位于滑动底座71的外部,滑块641包括分别与上弧形导槽611和下弧形导
槽612相适配的上滑块6411和下滑块6412,且下滑块6412滑动设置在导向槽5内,副修复座646朝向固定座槽11端的侧壁上设置有副修复槽642,副修复槽642内的一端设置有副修复气缸643,副修复气缸643的活塞杆上设置有副打磨电机644,副打磨电机644的输出轴上设置有副打磨片645,主修复装置63和副修复装置64可同时在推动气缸51的作用下在导向槽5内做直线往复移动;主修复槽632与副修复座646相连通,且主修复槽632位于两个带扭簧的转轴647之间,便于主修复气缸633推动主打磨电机634至主修复槽632与副修复座646相连接的位置处,有利于提高毛刺修复作业的范围。
31.当对铝木复合门窗进行毛刺修复作业时,推动气缸51可推动滑动底座71在导向槽5内移动(向弧形导向座6的方向),当副修复座646被推动至弧形导向座6位置处时,下滑块6412由导向槽5滑动进入至下弧形导槽612内,同时上滑块6411滑动进入至上弧形导槽611内,在推动气缸51的继续推动下,此时即可在上弧形导槽611和下弧形导槽612的导向作用下,使得副修复座646在带扭簧的转轴647的作用下转动(主修复座631和副修复座646原先均在导向槽5内,此时副修复座646向远离导向槽5的方向转动),以便对铝木复合门窗的不同位置进行毛刺修复作业。
32.即主修复座631和副修复座646同时在导向槽5内时,主修复气缸633推动主打磨电机634在主修复槽632内往复移动,通过主打磨片635对铝木复合门窗进行毛刺修复、副修复气缸643推动副打磨电机644在副修复槽642 内往复移动,通过副打磨片645对铝木复合门窗进行毛刺修复,此时对铝木复合门窗进行毛刺修复的轨迹为直线状(可对铝木复合门窗的同一侧边进行反复毛刺修复作业);副修复座646转动至弧形导向座6内后,此时主打磨片635和副打磨片645可分别对铝木复合门窗相邻的两侧边同时进行毛刺修复作业。
33.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1