一种高精度光学透镜的加工工艺及其制品的制作方法
1.本发明涉及的是光学透镜加工的技术领域,b24b13/00,尤其涉及一种高精度光学透镜的加工工艺及其制品。
背景技术:
2.在光学加工的发展历史上,经历了从古典抛光到高速抛光的过程,与此同时,加工设备、辅料及工艺也有了很大变化。古典抛光,其实就是“低速、散料、高技艺”,其加工精度可以达到20分之一波长甚至更高,表面粗糙度可以抛到0.0004μm—0.001μm,但其加工效率较低,而且更多依赖于加工人员的长期经验积累。高速抛光,是通过现代化的加工设备及精密的工装磨具、流程化的工艺,可以实现大批量、高速的光学元件生产,更多依赖于精良制备及工艺设计,但其精度和粗糙度整体性能低于古典抛光。因此,根据不同的产品要求,可以选择合适的加工工艺。
3.专利cn201610229936.0公开了一种高精度光学透镜冷加工工艺,将工件使用精钢石丸片在平摆高速精磨机中进行精密研磨,随后进行高速平摆预抛光,最后通过低俗抛光机进行精密抛光,将高速精磨方法与古典抛光方法相机如何,提高了生产效率,但在制作过程中透镜工件受温度的影响较大,易发生变性等问题。专利cn201910685391.8提供了一种基于在二十轴设备上使用聚氨酯抛光微小镜片的工艺,采用聚氨酯片来替换白胶和黑胶,缩短了抛光时间,在抛光过程中光圈的稳定性好,寿命长,但所得镜片的光洁度较差。
技术实现要素:
4.为了解决上述问题,本发明第一方面提供了一种高精度光学透镜的加工工艺,包括如下步骤:
5.(1)磨砂:将光学透镜毛坯在常温下用透镜研磨机通过模具加入金刚砂对透镜研磨,固定r值,达到透镜要求的中心厚度。
6.(2)抛光:将(1)处理后得到的磨砂完成的样品在光学透镜用四轴抛光机通过抛光膜和抛光粉进行研磨,直至透镜表面抛亮、无划痕。
7.在一些优选的实施方式中,所述(1)中磨砂的具体操作包括如下步骤:
8.s1.将粘合剂加热后,与光学透镜毛坯粘合;
9.s2.将胶铁磨具加热后,与s1所得光学透镜毛坯带胶的一面进行粘合,并置于透镜研磨机的转动轴上;
10.s3.在铁质磨具中加去离子水和金刚砂,调整摆幅,转动,打磨,然后清水冲洗干净。
11.在一些优选的实施方式中,所述s1中的光学透镜毛坯不做特定限定,可直接购买,如可购买于丹阳。
12.在一些优选的实施方式中,所述s1中粘合剂的组成至少包括沥青、松香、丙烯酸树脂、碳酸钙、硫酸镁、石蜡、蜂蜡、古马隆树脂中的至少一种;优选地,所述s1中粘合剂的组成
包括沥青、松香、碳酸钙、石蜡。
13.在一些优选的实施方式中,所述松香的软化点为50~85℃,酸值为135~175mgkoh/g,皂化物质量百分含量为0.2~0.8%;优选地,所述松香的软化点为65~75℃,酸值为145~165mgkoh/g,皂化物质量百分含量为0.5%。
14.在一些优选的实施方式中,所述石蜡选自粗石蜡、半精炼石蜡、全精炼石蜡中的至少一种;优选地,所述石蜡为半精炼石蜡。
15.在一些优选的实施方式中,所述半精炼石蜡的熔点为50~65℃,含油量为1~3%,色度为15~20号;优选地,所述半精炼石蜡的熔点为58~60℃,含油量为1.8%,色度为17号。
16.在一些优选的实施方式中,所述碳酸钙的莫氏硬度为2~5,平均粒径为5~300nm,吸油值为50~60ml/100g;优选地,所述碳酸钙的莫氏硬度为3,平均粒径为10~100nm,吸油值为53ml/100g。
17.本技术中粘合剂的作用是将光学镜片毛坯与胶铁进行粘接,进而固定于研磨机,因此其需要具备优异的粘结性能。当粘合剂中包括沥青、松香和石蜡时,粘合作用力强,特别是石蜡为半精炼石蜡,且松香的软化点为65~75℃,酸值为145~165mgkoh/g,皂化物质量百分含量为0.5%时,所得粘合剂组合物还具有适当的软化温度,粘结后的内应力小,进一步增强了其粘结强度。但是在磨砂过程中会由于温度的升高导致透镜发生变性,降低其加工精度。本技术人发现,在上述体系中加入碳酸钙后有利于改善温度对光学镜片的加工性能的影响,可能原因为碳酸钙的ph值较高,可以提供更多的基团,促进更多体系中的氢键的形成,增加体系的交联程度,增加对光学镜片的固定作用,而且其吸油值较高,可以增加碳酸钙在体系中的浸润分散性,调节抛光液的粘度、弹性,起到更好的补强作用,进而增强其耐温性能,从而提高了光学镜片的加工精度。
18.本技术人意外发现,当碳酸钙的粒径为10~100nm时,其分散性好,能够进一步降低光学镜片的表面粗糙度。当粒径过大时,粘合剂的触变性能降低,易流挂,当粒径过小时,易发生团聚现象,降低分散性,导致粘合剂表面的粗糙度增加,进而导致光学镜片的表面粗糙度增加,光洁度降低。
19.在一些优选的实施方式中,所述沥青、松香、碳酸钙、石蜡的质量比为1:(10~15):(9~10):(0.1~0.5);优选地,所述沥青、松香、碳酸钙、石蜡的质量比为1:13:9.6:0.28。
20.在一些优选的实施方式中,所述金刚砂选自粗金刚砂、细金刚砂中的至少一种;优选地,所述金刚砂为粗金刚砂、细金刚砂。
21.优选地,所述s3中先通过粗金刚砂磨砂处理后在经过细金刚砂磨砂处理。
22.在一些优选的实施方式中,所述粗金刚砂为15~30#,打磨的时间为7~20min;优选地,所述粗金刚砂为18~23#,打磨的时间为10~15min;进一步优选地,所述粗金刚砂为20#,打磨的时间为14min。
23.在一些优选的实施方式中,所述细金刚砂为5~12#,打磨的时间为6~15min;优选地,所述细金刚砂为5~9#,打磨时间为8~10min;进一步优选地,所述细金刚砂为7#,打磨的时间为9min。
24.在一些优选的实施方式中,所述(2)中抛光的具体操作为:将抛光膜粘到铁质模具中,然后加入抛光液,将磨砂好的光学透镜通过四轴抛光机进行转动抛光,直至透镜表面抛
亮、无划痕。
25.在一些优选的实施方式中,所述抛光的方法选自高速抛光、古典抛光中的一种;优选地,所述抛光的方法为古典抛光。
26.在一些优选的实施方式中,所述抛光膜的组成原料包括沥青、松香、微晶蜡、石蜡、虫蜡、古马隆树脂、丙烯酸树脂、聚氨酯树脂中的至少一种;优选地,所述抛光膜的组成原料为沥青、松香、石蜡。
27.在一些优选的实施方式中,所述沥青、松香、石蜡的质量比为1:(0.5~2):(0.1~0.3)。
28.优选地,当室外温度为18~38℃时,所述沥青、松香、石蜡的质量比为1:1.5:0.2。
29.优选地,当室外温度为-20~18℃时,所述沥青、松香、石蜡的质量比为1:0.9:0.15。
30.在一些优选的实施方式中,所述抛光液为抛光粉的水溶液;优选地,所述抛光液的浓度为20~30%;进一步优选地,所述抛光液的浓度为25%。
31.在一些优选的实施方式中,所述抛光液在抛光过程中需要根据抛光液浓度进行不断补加,补加方式为通过毛笔将抛光液均匀撒于镜片表面。
32.在一些优选的实施方式中,所述抛光粉选自氧化铬、白刚玉、稀土系列抛光粉、碳酸锆、氯化铝、硝酸锌、二氧化硅、硫酸锌、中的至少一种;优选地,所述抛光粉为稀土系列抛光粉。
33.在一些优选的实施方式中,所述稀土系列抛光粉选自氧化镧、氯化镧、氧化铈、硝酸铈、碳酸铈、硝酸铈铵、醋酸铈、氧化钕、硝酸钕、硝酸锆、氧化锆、氧化镓中的至少一种;优选地,所述稀土系列抛光粉为氧化铈。
34.在一些优选的实施方式中,所述氧化铈的粒径范围为0.5~5μm,硬度为5~10;优选地,所述氧化铈的粒径范围为1.1~3.0μm,硬度为6~9。
35.在一些优选的实施方式中,所述转动抛光的转速为120~200r/min,转动抛光的时间为135~160min;优选地,所述转动抛光的转速为160r/min,转动抛光的时间为150min。
36.(3)磨边:在常温下,(2)处理后得到的光学透镜用全自动磨边机通过循环冷却液进行定心研磨,直至磨到要求的外径尺寸。
37.(4)检验:将(3)处理后得到的光学透镜在常温下用擦拭液进行擦拭,然后用干涉仪检验,检验合格后用纸盒包装好后发货。
38.本发明的第二面提供了一种高精度的光学透镜,其是由上述加工工艺得到。
39.与现有技术相比,本发明具有以下有益效果:
40.(1)本技术中通过对光学透镜毛坯进行金刚砂磨砂后,在利用古典抛光法对其进行抛光处理,最后磨边、检测,即可得到合格的光学镜片,该光学透镜的加工工艺所得的产品的面型精度高,不会发生变形。
41.(2)本技术中磨砂过程中特定组成的粘合剂的选用使产品在加工过程中具有优异的耐温性,能够有力削弱高温对光学镜片的变性影响,与抛光过程中特定组成的抛光膜、抛光液的选择等操作协同作用,进一步增加了光学透镜的面型精度,且所用材料均不具有腐蚀性,抛光液与加工镜片的反应活性小,避免了镜片的损伤,提高了磨砂、抛光的质量及效率。
42.(3)通过本技术中的光学透镜的加工工艺所得产品细腻、光洁度好,具有低表面粗糙度,良率高达100%。
具体实施方式
43.实施例1
44.实施例1:
45.1、一种高精度光学透镜的加工工艺,包括如下步骤:
46.(1)磨砂:将光学透镜毛坯在常温下用透镜研磨机通过模具加入金刚砂对透镜研磨,直至尺寸达到要求,达到透镜要求的中心厚度。
47.(2)抛光:将(1)处理后得到的磨砂完成的样品在光学透镜用四轴抛光机通过抛光膜和抛光粉进行研磨,直至透镜表面抛亮、无划痕。
48.所述(1)中磨砂的具体操作包括如下步骤:
49.s1.将粘合剂加热后,与光学透镜毛坯粘合;
50.s2.将胶铁磨具加热后,与s1所得光学透镜毛坯带胶的一面进行粘合,并置于透镜研磨机的转动轴上;
51.s3.在铁质磨具中加去离子水和金刚砂,调整摆幅,转动,打磨,然后清水冲洗干净。
52.所述s1中的光学透镜毛坯购买于丹阳。
53.所述s1中粘合剂的组成包括沥青、松香、碳酸钙、石蜡。
54.所述沥青的cas号为8052-42-4。
55.所述松香的软化点为65~75℃,酸值为145~165mgkoh/g,皂化物质量百分含量为0.5%(购自深圳市吉田化工有限公司)。
56.所述石蜡为半精炼石蜡。
57.所述半精炼石蜡的熔点为58~60℃,含油量为1.8%,色度为17号(购自康迪斯化工(湖北)有限公司,58#半精炼石蜡)。
58.所述碳酸钙的莫氏硬度为3,平均粒径为10~100nm,吸油值为53ml/100g(购自上海缘江化工有限公司)。
59.所述沥青、松香、碳酸钙、石蜡的质量比为1:13:9.6:0.28。
60.所述金刚砂为粗金刚砂、细金刚砂。
61.所述s3中先通过粗金刚砂磨砂处理后在经过细金刚砂磨砂处理。
62.所述粗金刚砂为20#,打磨的时间为14min(购自盐城宏力磨料有限公司)。
63.所述细金刚砂为7#,打磨的时间为9min(购自盐城宏力磨料有限公司)。
64.所述(2)中抛光的具体操作为:将抛光膜粘到铁质模具中,然后加入抛光液进行抛光在常温下,将磨砂好的光学透镜通过四轴抛光机进行转动抛光,直至透镜表面抛亮、无划痕。
65.所述抛光的方法为古典抛光。
66.所述抛光膜的组成原料为沥青、松香、石蜡。
67.室外温度为30℃,所述沥青、松香、石蜡的质量比为1:1.5:0.2。
68.所述抛光液为抛光粉的水溶液;所述抛光液的浓度为25%。
69.所述抛光液在抛光过程中需要根据抛光液浓度进行不断补加,补加方式为通过毛笔将抛光液均匀撒于镜片表面。
70.所述抛光粉为稀土系列抛光粉。
71.所述稀土系列抛光粉为氧化铈。
72.所述氧化铈的粒径范围为1.1~3.0μm,硬度为6~9(购自石家庄润邦新材料科技有限公司)。
73.所述转动抛光的转速为160r/min,转动抛光的时间为150min。
74.(3)磨边:在常温下,(2)处理后得到的光学透镜用全自动磨边机通过循环冷却液进行定心研磨,直至磨到要求的外径尺寸。
75.所述循环冷却液为可溶油和水;所述可溶油和水的体积比为1:15;可溶油购自苏州市凌益润滑油贸易有限公司。
76.(4)检验:将(3)处理后得到的光学透镜在常温下用擦拭液进行擦拭,然后用干涉仪检验,检验合格后用纸盒包装好后发货。
77.所述擦拭液为无水乙醇,购自苏州市中意化工原料有限公司。
78.2、一种高精度的光学透镜,其是由上述加工工艺得到。
79.实施例2:
80.1、一种高精度光学透镜的加工工艺,与实施例1的不同之处在于:
81.室外温度为10℃,所述沥青、松香、石蜡的质量比为1:0.9:0.15。
82.2、一种光学透镜,其是由上述方法制备得到。
83.对比例1:
84.1、一种高精度光学透镜的加工工艺,与实施例1的不同之处在于:
85.所述沥青、松香、石蜡的质量比为1:2.5:0.2。
86.2、一种光学透镜,其是由上述方法制备得到。
87.对比例2:
88.1、一种高精度光学透镜的加工工艺,与实施例1的不同之处在于:
89.所述石蜡为全精炼石蜡。
90.所述半精炼石蜡的熔点为58~60℃,含油量≤1.5%,颜色(白色)≥17.79(广东中海南联能源有限公司惠州分公司,60#全精炼石蜡)。
91.2、一种高精度的光学透镜,其是由上述方法制备得到。
92.对比例3:
93.1、一种高精度光学透镜的加工工艺,与实施例1的不同之处在于:
94.所述沥青、松香、碳酸钙、石蜡的质量比为1:7:9.6:0.28。
95.2、一种高精度的光学透镜,其是由上述方法制备得到。
96.性能测试:
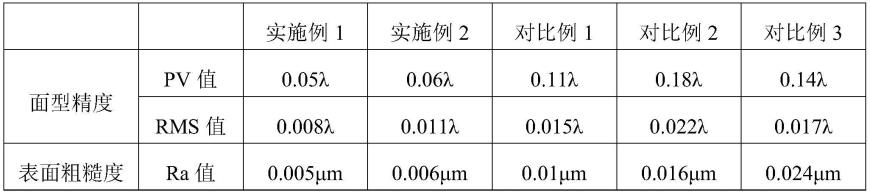
97.1、面型精度:根据国家标准gb/t 2831-2009,测定实施例及对比例所得透镜的pv值(峰谷值)和rms值(总面型偏差均方差)。
98.2、表面粗糙度:根据国家标准gb/t 1031-2009对实施例及对比例所得镜片进行测试。
99.表1实施例及对比例性能测试结果
100.
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1