一种碳纤维板锚具的生产工艺的制作方法
一种碳纤维板锚具的生产工艺
1.技术领域:本发明涉及一种碳纤维板锚具的生产技术领域,尤其是一种碳纤维板锚具的生产工艺。
2.
背景技术:
预应力碳纤维板锚固体系是一种先进的混凝土主动加固技术:通过施加预应力 使碳纤维板的高强特性得到发挥,有效减小碳纤维片材应变滞后的现象,达到更好的加固效果;预应力产生的反向弯矩,可抵消一部分初始荷载的影响,提高使用阶段的承载力,使构件中原有裂缝宽度减小甚至闭合,并限制新裂缝的出现,从而提高构件的刚度,减小原构件的挠度,改善使用阶段的性能。
3.目前,锚固体系普遍包括通心板和两个夹板,其中通心板上设有锥形楔孔,碳纤维板穿过锥形楔孔,最后利用两个夹板进行夹紧固定,此固定方式对于通心板、夹板的力学性能较高,而现有技术中,通心板和夹板的加工普遍通过机械加工而成,加工效率较低,而且夹板的表面普遍是直面或者单一的弧形面,锚固的牢固度较低。
4.
技术实现要素:
本发明的目的提供一种碳纤维板锚具的生产工艺,解决上述现有技术问题中的一个或者多个。
5.为解决上述技术问题,本发明提供一种碳纤维板锚具的生产工艺,锚具包括通心板和两个夹板,其创新点在于:夹板的表面成型为三段式型面,三段式型面包括两个水平直面以及设置在两个水平直面之间的弧形面,夹板采用高铬合金在数控机床上磨削而成,通心板通过在铸造模具中依次添加熔融状态的镍、锰、铬 、铜、铁后铸造而成;铸造模具的浇口上设有锥形的浇口杯,浇口杯的口径从上到下依次递增,浇口杯的顶部设有加液管,加液管和所述浇口杯的连接处设有可转动的分度盘,浇口杯的内部设有可上下活动的分液板,分液板和所述浇口杯的内壁形成有漏液口,分度盘用于调整分液板的上下位置。
6.进一步的,上述高铬合金中铬含量为10%-50%。
7.进一步的,上述浇口杯的内部悬空固定有定位板,分液板始终位于定位板的上方,分液板在定位板上方上下活动的位置依次划分为第一度、第二度以及第三度,分度盘的中心位置设有空心槽,分液板的中心位置向下延伸有调节螺杆,调节螺杆螺纹连接在定位板上,分液板的中心位置向上延伸有固定杆,固定杆可上下活动的设置在空心槽的内部,分度盘转动时,固定杆同步进行转动,分度盘上设有三个刻度尺,三个刻度尺分别一一对应第一度、第二度以及第三度。
8.接不到,上述浇口杯的内部设有若干分叉杆,分叉杆的延伸方向均朝向浇口杯的中心位置,分叉杆的端部一一和定位板的边缘连接。
9.进一步的,上述空心槽的内部设有内齿,固定杆的外侧设有圆柱体的外齿,外齿的长度等于第一度和第三度之间的间距,内齿始终啮合在外齿上。
10.进一步的,上述分液板的中心形成有储液槽,储液槽的周边形成倾斜向下的斜面。
11.本发明的有益效果在于:1、本发明提供一种碳纤维板锚具的生产工艺,夹片采用三段式型面,经过实地测试,稳定性更高,锚固效率更好。
12.2、本发明提供一种碳纤维板锚具的生产工艺,通心板采用铸造工艺,相对于传统的机械加工,加工效率更高,而且通过合理设置原材料在铸造模具的中的添加顺序,并且通过分度盘精确控制每个原材料的添加量,使得最终铸造出来的通心板能够达到相应的力学性能,保证了碳纤维板在通心板内部的连接强度。
13.3、本发明提供一种碳纤维板锚具的生产工艺,原材料向铸造模具的注入过程如下:将原材料倒入加液管,原材料通过漏液口进入浇口的内部,从而进入铸造模具,而通过转动分度盘调节分液板的上下位置,分液板朝上移动,漏液口越小,相应的原材料通过漏液口进入浇口杯的速度降低,而原材料进入浇口杯的速度降低,能够有利于精确调整原材料倒入浇口杯的量,分液板朝下移动,漏液口越大,相应的原材料通过漏液口进入浇口杯的速度越快,这种设置能够确保原材料倒入浇口杯的速度,确保原材料的添加效率。
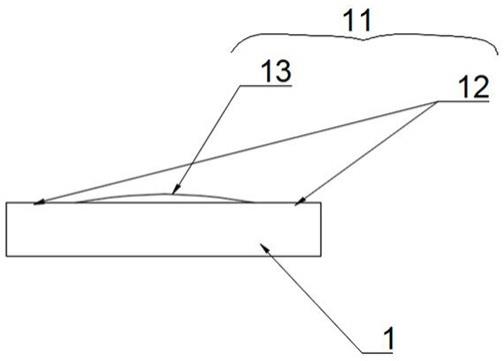
14.附图说明:图1为本发明夹板的侧面结构图。
15.图2为本发明铸造模具的侧面结构图。
16.图3为本发明分度盘和浇口杯连接的内部剖面图。
17.具体实施方式:为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
18.如图1到图3为本发明的一种具体实施方式,锚具包括通心板和两个夹板1,夹板1的表面成型为三段式型面11,三段式型面11包括两个水平直面12以及设置在两个水平直面12之间的弧形面13,夹板1采用高铬合金在数控机床上磨削而成,通心板通过在铸造模具2中依次添加熔融状态的镍、锰、铬 、铜、铁后铸造而成;铸造模具2的浇口101上设有锥形的浇口杯21,浇口杯21的口径从上到下依次递增,浇口杯21的顶部设有加液管22,加液管22和所述浇口杯21的连接处设有可转动的分度盘3,浇口杯21的内部设有可上下活动的分液板4,分液板4和所述浇口杯21的内壁形成有漏液口102,分度盘3用于调整分液板4的上下位置。
19.在本发明中,夹片采用三段式型面11,经过实地测试,稳定性更高,锚固效率更好。
20.在本发明中,通心板采用铸造工艺,相对于传统的机械加工,加工效率更高,而且通过合理设置原材料在铸造模具2的中的添加顺序,并且通过分度盘3精确控制每个原材料的添加量,使得最终铸造出来的通心板能够达到相应的力学性能,保证了碳纤维板在通心板内部的连接强度。
21.在本发明中,原材料向铸造模具2的注入过程如下:将原材料倒入加液管22,原材料通过漏液口102进入浇口101的内部,从而进入铸造模具2,而通过转动分度盘3调节分液板4的上下位置,分液板4朝上移动,漏液口102越小,相应的原材料通过漏液口102进入浇口杯21的速度降低,而原材料进入浇口杯21的速度降低,能够有利于精确调整原材料倒入浇口杯21的量,分液板4朝下移动,漏液口102越大,相应的原材料通过漏液口102进入浇口杯21的速度越快,这种设置能够确保原材料倒入浇口杯21的速度,确保原材料的添加效率。
22.在本发明中,作为优选方案,上述高铬合金中铬含量为10%-50%。
23.在本发明中,作为优选方案,上述浇口杯21的内部悬空固定有定位板5,分液板4始终位于定位板5的上方,分液板4在定位板5上方上下活动的位置依次划分为第一度51、第二度52以及第三度53,分度盘3的中心位置设有空心槽31,分液板4的中心位置向下延伸有调节螺杆54,调节螺杆54螺纹连接在定位板5上,分液板4的中心位置向上延伸有固定杆55,固定杆55可上下活动的设置在空心槽31的内部,分度盘3转动时,固定杆55同步进行转动,分度盘3上设有三个刻度尺,三个刻度尺分别一一对应第一度51、第二度52以及第三度53。
24.在本发明中,分度盘3调整分液板4上下位置的工作原理如下:根据需要将分度盘3转动到相应的刻度尺,分度盘3的转动带动固定杆55进行转动,从而带动调节螺杆54进行转动,在调节螺杆54和定位板5之间的螺纹作用下,调节螺杆54进行上下移动,进而使得固定杆55在空心槽31的内部进行上下移动,进而使得分液板4上下移动,而根据分度盘3停留在相应的刻度尺,分液板4会停留在第一度51的位置或者第二度52的位置或者第三度53的位置。
25.在本发明中,作为优选方案,上述浇口杯21的内部设有若干分叉杆6,分叉杆6的延伸方向均朝向浇口杯21的中心位置,分叉杆6的端部一一和定位板5的边缘连接。
26.在本发明中,作为优选方案,上述空心槽31的内部设有内齿61,固定杆55的外侧设有圆柱体的外齿62,外齿62的长度等于第一度51和第三度53之间的间距,内齿61始终啮合在外齿62上。
27.在本发明中,内齿61和外齿62的设置能够确保分度盘3带动固定杆55的转动精度,进而保证三个刻度尺分别和第一度51位置、第二度52位置、第三度53位置对应的精确性。
28.在本发明中,作为优选方案,上述分液板4的中心形成有储液槽7,储液槽7的周边形成倾斜向下的斜面71。
29.在本发明中,原材料倒入加液管22以后,优先进入到储液槽7的内部,随后随着液体在储液槽7逐渐溢出,液体沿着斜面71进入漏液口102。
30.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1