一种模组钢片料带的连续蚀刻生产方法与流程
1.本发明涉及一种模组钢片料带的连续蚀刻生产方法,属于模组钢片料带蚀刻生产的技术领域。
背景技术:
2.模组,是自动识别领域对一维条码扫描模组和二维条码扫描模组的简称。模组是进行二次开发的关键零件之一,具备完整独立的扫描功能,可以嵌入到手机,电脑,打印机,流水线等各行各业的设备中。在电子及机械行业,模组指在结构、性能上独立的一部分组件或元器件。通过模块化方法,方便了分工合作,调高了效率。
3.在模组进行成品组装时,需要通过钢片进行衬底补强,所以钢片又叫补强片,钢片在成型时,需要进行相关的蚀刻作业,从而满足在钢片上成型镂空、凹槽的成型需求。
4.传统钢片生产采用片板设计,即在一个较大片板上进行矩阵式分布的钢片分布,再通过喷漆、曝光等工艺后形成蚀刻区,最终经过蚀刻设备进行蚀刻区的蚀刻作业,此工艺成型的钢片集中在片板上,而模组组装时,一般采用料卷供给的方式,因此需要对片板上蚀刻成型的钢片进行拾取后形成线带,从而满足料带配合需求,由于受到工艺限制,其喷漆、曝光等作业会影响到蚀刻效率,另外钢片后期需要重新整列等成带工艺配合,成带会影响到钢片相对位置度,同时转移过程中会造成钢片表面受损的情况发生。
5.目前为了成带需求,也出现了对片板进行裁切成条后的拼接方法,但是,其蚀刻作业效率没有得到改善,同时裁切成条需要在片板上预设定位、裁切预留尺寸等,造成材料损耗较大及形成料卷拼接苦难。
技术实现要素:
6.本发明的目的是解决上述现有技术的不足,针对传统曝光显影蚀刻及成料带作业困难的问题,提出一种模组钢片料带的连续蚀刻生产方法。
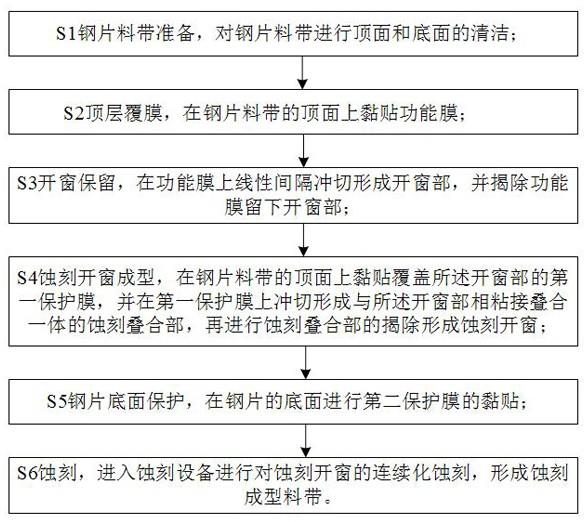
7.为了达到上述目的,本发明所采用的技术方案为:一种模组钢片料带的连续蚀刻生产方法,包括如下步骤:s1钢片料带准备,对钢片料带进行顶面和底面的清洁;s2顶层覆膜,在钢片料带的顶面上黏贴功能膜;s3开窗保留,在功能膜上线性间隔冲切形成开窗部,并揭除功能膜留下开窗部;s4蚀刻开窗成型,在钢片料带的顶面上黏贴覆盖所述开窗部的第一保护膜,并在第一保护膜上冲切形成与所述开窗部相粘接叠合一体的蚀刻叠合部,再进行蚀刻叠合部的揭除形成蚀刻开窗;s5钢片底面保护,在钢片的底面进行第二保护膜的黏贴;s6蚀刻,进入蚀刻设备进行对蚀刻开窗的连续化蚀刻,形成蚀刻成型料带;所述第一保护膜的黏性大于所述功能膜的黏性。
8.优选地,所述步骤s1中,在钢片料带清洁后对钢片料带进行模切形成钢带定位孔;
所述步骤s2中,功能膜黏贴时避让所述钢带定位孔;所述步骤s3中,通过钢带定位孔对功能膜进行定位冲切;所述步骤s4中,第一保护膜黏贴时形成避让所述钢带定位孔的线性避让空区,通过钢带定位孔对第一保护膜进行定位冲切;所述步骤s4与所述步骤s5之间具备线性避让空区保护步骤,在线性避让空区上沾粘一层与第一保护膜相无缝配合的补充保护膜。
9.优选地,所述步骤s4中,通过沾粘胶带对蚀刻叠合部进行沾粘揭离收卷去除。
10.优选地,在所述步骤s4后,对粘合的第二保护膜进行压平。
11.优选地,所述步骤s5与所述步骤s6之间具备保护膜切边步骤,对所述第二保护膜和所述补充保护膜进行与钢片料带缘边相平齐的切割。
12.优选地,包括s7钢片分隔冲切,对蚀刻成型料带清洁干燥后进行钢片外缘冲切成型。
13.优选地,包括s8揭膜镀层,将所述第一保护膜及所述补充保护膜揭除后进行镀膜成型,镀膜成型后揭除第二保护膜进行对成型钢片料带的顶面和底面分别贴膜保护。
14.优选地,所述功能膜为pet硅胶复合膜。
15.优选地,所述pet硅胶复合膜包括pet基带和设置在pet基带上的硅胶粘合层,所述pet硅胶复合膜对钢片料带的粘着力为3~5gf/24mm(180
°
),所述pet硅胶复合膜的厚度为0.085mm
±
0.003mm。
16.优选地,第一保护膜对钢片料带的粘着力≥50g/25mm(180
°
),所述第一保护膜的厚度为0.075
±
0.02mm。
17.本发明的有益效果主要体现在:1.采用粘度相差异胶带配合满足钢片料带贴膜封装的蚀刻开窗成型需求,易于实现料带连续蚀刻作业,极大地提高了蚀刻生产效率与连续化生产稳定性。
18.2.隆起与低黏性易于实现蚀刻叠合部去除作业,基本杜绝剥离留滞情况发生,同时硅胶低黏性膜具备裁切规整与低残留性,满足蚀刻开窗精度与蚀刻平整度需求。
19.3.能实现开窗、叠合冲切、外轮廓冲切的相对高精度定位,满足钢片料带上钢片的成型精度和合格率需求。
20.4.易于构建配合产线,满足高效顺畅生产需求,同时加工生产成本得到有效控制。
附图说明
21.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:图1是本发明一种模组钢片料带的连续蚀刻生产方法的流程结构示意图。
22.图2是本发明中模组钢片的成型流程结构示意图。
23.图3是本发明中模组钢片优选实施例中成型流程结构示意图。
24.图4是图3中a-a剖面示意图。
具体实施方式
25.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例
中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
27.本发明提供一种模组钢片料带的连续蚀刻生产方法一种模组钢片料带的连续蚀刻生产方法,如图1和图2所示包括如下步骤:钢片料带准备,对钢片料带进行顶面和底面的清洁。
28.顶层覆膜,在钢片料带的顶面上黏贴功能膜。
29.开窗保留,在功能膜上线性间隔冲切形成开窗部,并揭除功能膜留下开窗部。
30.蚀刻开窗成型,在钢片料带的顶面上黏贴覆盖所述开窗部的第一保护膜,并在第一保护膜上冲切形成与所述开窗部相粘接叠合一体的蚀刻叠合部,再进行蚀刻叠合部的揭除形成蚀刻开窗。
31.钢片底面保护,在钢片的底面进行第二保护膜的黏贴。
32.蚀刻,进入蚀刻设备进行对蚀刻开窗的连续化蚀刻,形成蚀刻成型料带。
33.第一保护膜的黏性大于功能膜的黏性。
34.具体地实现过程及原理说明:钢片蚀刻要求精度较高,一般采用曝光显影的方式,曝光显影比较易于实现高精度开窗,从而满足补强片上高精度镂空或凹槽的成型,优点是区域成型精度较高,缺点是成本高、作业周期长、无法满足料带高效流水化生产需求。
35.针对此情况,提出了本案的生产方法,参照图1和图2所示,采用胶带黏贴的方式,并且产生冲切去料的开窗,需要说明的是,传统工艺中也存在贴保护层进行蚀刻的工艺,但是传统保护膜为直接冲切后开窗,此类工艺主要用于蚀刻精度较低的产品成型,其很难保障平整度及质量稳定性,同时较难满足针对钢片料带的连续化配套作业需求。
36.具体地说明,传统胶带贴膜存在一定地剥离力,即需要胶带与钢片之间存在较大结合力,满足蚀刻过程中防层内渗入,而在进行开窗冲切后需要进行冲切窗口的膜体揭离,由于胶带与钢片料带之间结合较为牢固,因此较难实现冲切窗口的膜体去除,容易产生膜体留滞现象,另外,膜体与胶带本身齐平,较难实现沾粘去除。
37.针对此情况,本案在进行开窗成型时,首先进行钢片料带1准备,对钢片料带进行顶面和底面的清洁,该清洁步骤主要保持两个面的洁净无油污粉尘,保障与膜材粘合需求。
38.在进行后道各步骤时有牵引与放卷设备相配合,沿钢片料带1运行方向依次运行,首先进行顶层覆膜作业,在钢片料带1的顶面上黏贴功能膜2。
39.接着是,开窗保留,在功能膜2上线性间隔冲切形成开窗部3,并揭除功能膜留下开窗部3。即在开窗部3冲切成型后与功能膜2分离,再通过对功能膜2的牵引收卷以去除该功能膜2的主体,仅留下开窗部3。
40.在开窗部3成型后进行蚀刻开窗成型,具体地,在钢片料带1的顶面上黏贴覆盖开窗部3的第一保护膜4,并在第一保护膜4上冲切形成与开窗部3相粘接叠合一体的蚀刻叠合
部5,再进行蚀刻叠合部的揭除形成蚀刻开窗6。
41.细化地说明,在蚀刻叠合部5成型后,该蚀刻叠合部5会相对第一保护膜4的顶面相对隆起,此时易于外部沾粘去除机构进行对该蚀刻叠合部5的去除,从而实现蚀刻开窗6的裸露成型。
42.在蚀刻开窗6成型后,需要对钢片底面进行保护,此时在钢片的底面进行第二保护膜10的黏贴。从而形成仅蚀刻开窗6裸露的相对封闭保护结构。最终进入蚀刻设备进行对蚀刻开窗的连续化蚀刻,形成蚀刻成型料带。
43.需要说明的是,第一保护膜4的黏性大于功能膜2的黏性。即在蚀刻叠合部5成型后,易于实现其去除,仅需要揭除离型带的剥离力大于功能膜2的粘合力即可,其通过对顶部第一保护膜4的裁切部剥离时直接将开窗部3携带去除,剥离顺畅,基本杜绝开窗部3留滞现象。
44.需要说明的是,功能膜2为pet硅胶复合膜。
45.具体地说明,传统复合膜存在较大地黏性和残留性,即在开窗部3去除时,容易留滞且存在一定地胶体残留,采用pet硅胶复合膜,其具备黏性小且残留低的特点,满足蚀刻开窗6的蚀刻平整度需求,另外其存在冲切形态规则规整、断口易分离特点。
46.在一个优选实施例中,pet硅胶复合膜包括pet基带和设置在pet基带上的硅胶粘合层,pet硅胶复合膜对钢片料带的粘着力为3~5gf/24mm(180
°
),pet硅胶复合膜的厚度为0.085mm
±
0.003mm。该粘着力按照gb/t2792-2014标准进行测试。
47.该pet硅胶复合膜采用江苏皇冠新材料科技有限公司的ps752b硅胶保护膜。
48.第一保护膜对钢片料带的粘着力≥50g/25mm(180
°
),第一保护膜的厚度为0.075
±
0.02mm。该粘着力按照gb/t2792-1998标准进行测试。按照换算或同实验测量,一般第一保护膜的粘着力是功能膜的5倍以上。
49.该第一保护膜、第二保护膜亦采用硅胶保护膜,仅需要满足粘着力需求即可,在一个具体实施例中,该第一保护膜和第二保护膜选择三丰盈新材料(江苏)有限公司的tx5025+6耐高温硅胶带,能降低剥离后的胶体残留,同时在蚀刻后清洁烘干中不易形变。
50.在一个优选实施例中,如图3和图4所示,在钢片料带清洁后对钢片料带进行模切形成钢带定位孔7,也可以采用具备钢带定位孔的钢片料带。
51.在功能膜黏贴时避让钢带定位孔;通过钢带定位孔对功能膜进行定位冲切;第一保护膜黏贴时形成避让钢带定位孔的线性避让空区,通过钢带定位孔对第一保护膜进行定位冲切。
52.即采用钢带定位孔能实现钢片料带的精准料带位置控制,确保冲切对位精度,蚀刻开窗精度得到保障。
53.而在进行蚀刻作业前,需要对线性避让空区进行保护,在线性避让空区上沾粘一层与第一保护膜相无缝配合的补充保护膜8。
54.如图4所示,第一保护膜和补充保护膜8存在叠合区,确保封隔保护有效,防止出现蚀刻液渗透。
55.在一个具体实施例中,通过沾粘胶带对蚀刻叠合部进行沾粘揭离收卷去除。一般情况下采用沾粘胶带的方式去除,当然,由于其粘合力较小,也可以采用吸附去除的方式实现。
56.在一个具体实施例中,在蚀刻叠合部5去除后,需要对粘合的第二保护膜进行压平,主要是为了防止出现冲切窗口缘边存在与钢片料带间隙,该压平作业可以结合在第二保护膜黏贴作业中进行同步辊压。
57.在一个具体实施例中,在进入蚀刻设备之前存在一个保护膜切边步骤,对第二保护膜和补充保护膜进行与钢片料带缘边相平齐的切割。
58.具体地说明,在第二保护膜和补充保护膜沾粘作业过程中,为了全面覆盖性,一般要求对位精确,本案中,即采用一定余量的第二保护膜和补充保护膜,确保对非蚀刻区的全面覆盖保护,但是,第二保护膜与补充保护膜存在超出钢片料带边缘的连接部,其容易形成流道,因此对膜料边缘切割,消除此流道可能,确保作业安全性。
59.需要说明的是,该连续蚀刻生产方法还包括后续的钢片分隔9冲切和揭膜镀层。即对蚀刻成型料带清洁干燥后进行钢片外缘冲切成型。再将第一保护膜及补充保护膜揭除后进行镀膜成型,镀膜成型后揭除第二保护膜进行对成型钢片料带的顶面和底面分别贴膜保护。
60.具体地说明,蚀刻区一般为非贯穿的凹槽,而传统凹槽和钢片的外周轮廓是同步蚀刻或者二次蚀刻,本案中,通过精确位置控制后,能实现钢片外轮廓9的去除,同时其在第一和第二保护膜未剥离时冲切,具备冲切保护作用。当然,其在冲切作业时,需要先剥离补充保护膜8,以钢带定位孔7作为基准定位,确保开窗部3、蚀刻叠合部6、钢片外轮廓9三者的不同工位的相关联位置精度。
61.通过以上描述可以发现,一种模组钢片料带的连续蚀刻生产方法,采用粘度相差异胶带配合满足钢片料带贴膜封装的蚀刻开窗成型需求,易于实现料带连续蚀刻作业,极大地提高了蚀刻生产效率与连续化生产稳定性。隆起与低黏性易于实现蚀刻叠合部去除作业,基本杜绝剥离留滞情况发生,同时硅胶低黏性膜具备裁切规整与低残留性,满足蚀刻开窗精度与蚀刻平整度需求。能实现开窗、叠合冲切、外轮廓冲切的相对高精度定位,满足钢片料带上钢片的成型精度和合格率需求。易于构建配合产线,满足高效顺畅生产需求,同时加工生产成本得到有效控制。
62.术语“包括”或者任何其它类似用语旨在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备/装置不仅包括那些要素,而且还包括没有明确列出的其它要素,或者还包括这些过程、方法、物品或者设备/装置所固有的要素。
63.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1