一种1100MPa级冷轧马氏体钢及其制造方法与流程
一种1100mpa级冷轧马氏体钢及其制造方法
技术领域
1.本发明属于冶金板材生产技术领域,具体涉及一种1100mpa级冷轧马氏体钢及其制造方法。
背景技术:
2.当今社会人们对汽车的需求越来越大,对质量的要求也越来越高。根据研究可知,汽车总体质量每减轻10%,可降低6%-10%的燃料消耗,co2排放量减少4.5%。因此在保证汽车驾驶安全的前提下,尽可能的减轻汽车的重量,从而达到节能减排的效果已逐渐成为现代汽车技术研究的主要研究热点。
3.以前的车身材料,使用最多的就是普通强度的冷轧钢板。但低强度的冷轧钢板在当今质量要求高的社会越来越显示出局限性。通过研究可知,如果高强钢作为汽车车身结构,与普通冷轧钢板相比,要达到相同的强度,可减薄0.3-0.5mm,即可以减轻15-20%的重量,减少油耗约为8-10%左右,另外,先进高强钢板不仅拥有高的强度和较出色的韧性,还具有成形性能好、防撞性能好的优势特点,因此先进高强钢应用到汽车上的话优势巨大,提升了汽车的可靠性和安全性,对先进高强钢焊接工艺性研究具有重要的意义。
技术实现要素:
4.针对现有技术中存在的一个或多个问题,本发明一个方面提供一种1100mpa级冷轧马氏体钢,其化学成分的质量百分含量为:c:0.13-0.17%,si:1.05-1.15%,mn:1.70-1.80%,p:≤0.020%,s:≤0.010%,cr:0.25-0.35%,alt:0.030-0.050%,ti:0.020-0.030%,ce:10-20ppm,其余为fe和不可避免的杂质;
5.所述1100mpa级冷轧马氏体钢的制造方法包括连续退火工艺,其中加热及均热温度均为790-800℃,快冷冷速40-50℃/s,快冷终止温度为260-280℃,过时效温度为280-320℃,终冷温度≤150℃。
6.在一些实施方式中,所述1100mpa级冷轧马氏体钢的化学成分的质量百分含量为:c:0.13-0.17%,si:1.05-1.15%,mn:1.73-1.79%,p:≤0.020%,s:≤0.010%,cr:0.27-0.33%,alt:0.038-0.043%,ti:0.020-0.025%,ce:13-18ppm,其余为fe和不可避免的杂质。
7.在一些实施方式中,所述1100mpa级冷轧马氏体钢的显微组织为马氏体及少量铁素体及残余奥氏体,晶粒度12级,力学性能满足:屈服强度≥940mpa,抗拉强度≥1170mpa,延伸率a
50
≥6.5%,屈强比为0.80-0.85。
8.在一些实施方式中,所述1100mpa级冷轧马氏体钢的厚度为1.5-2.0mm。
9.本发明另一方面提供一种1100mpa级冷轧马氏体钢的制造方法,其包括以下工艺步骤:冶炼
→
连铸
→
热轧
→
酸轧
→
连续退火
→
平整;其中在所述连续退火工艺中加热及均热温度均为790-800℃,快冷冷速40-50℃/s,快冷终止温度为260-280℃,过时效温度为280-320℃,终冷温度≤150℃。
10.在一些实施方式中,所述冶炼
→
连铸工艺包括以工序:铁水预处理—转炉—rh精炼—铸机,其中供铸机钢水成分为c:0.13-0.17%,si:1.05-1.15%,mn:1.70-1.80%,p:≤0.020%,s:≤0.010%,cr:0.25-0.35%,alt:0.030-0.050%,ti:0.020-0.030%,ce:10-20ppm,其余为fe和不可避免的杂质。
11.在一些实施方式中,所述热轧工艺包括以下工序:铸坯加热—粗轧—精轧—冷却—卷取;其中铸坯出炉温度为1190-1230℃,所述粗轧采用2机架轧机粗轧,精轧采用7机架连续变凸度轧机精轧,所述精轧的终轧温度为865-895℃,所述冷却采用层流冷却设备,前分散冷却模式,所述卷取温度为600-640℃。
12.在一些实施方式中,所述酸轧工艺具体为:将热轧钢带经酸洗,去除表面氧化铁皮后,经过5机架冷轧机冷轧,冷轧压下率为50-70%,轧至目标厚度1.5-2.0mm,获得冷硬卷钢。
13.在一些实施方式中,所述连续退火工艺具体为:将冷硬卷钢开卷后加热进行连续退火,其中加热及均热温度均为790-800℃,快冷冷速40-50℃/s,快冷终止温度260-280℃,过时效温度为280-320℃,终冷温度≤150℃。
14.在一些实施方式中,所述平整工艺具体为:平整延伸率为0.50-0.60%。
15.基于以上技术方案提供的1100mpa级冷轧马氏体钢采用c、si、mn、cr、ti和ce的成分设计,配合合理的制造方法(例如连续退火工艺)提供一种1100mpa级冷轧马氏体钢,该钢种显微组织主要为马氏体及少量铁素体及残余奥氏体,晶粒度12级,力学性能满足:屈服强度≥940mpa,抗拉强度≥1170mpa,延伸率a
50
≥6.5%,屈强比为0.80-0.85。因此,本发明提供的1100mpa级冷轧马氏体钢兼具有高强度和较高的屈强比(0.80-0.85),当用于车身材料时具有防撞性能好,节约材料,减轻重量,以及成形性能好等优点,并且屈强比又不至于太高(例如≥0.90)而使得该钢的脆性增加,进而导致安全性能下降。
附图说明
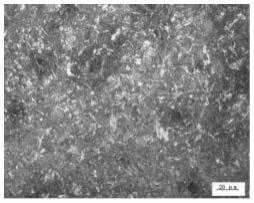
16.图1为实施例1生产获得的1100mpa级冷轧马氏体钢的显微组织图。
具体实施方式
17.本发明旨在提供一种1100mpa级冷轧马氏体钢及其制造方法。具体通过以下技术方案实现。
18.提供的1100mpa级冷轧马氏体钢的化学成份按质量百分比计包括:c:0.13-0.17%,si:1.05-1.15%,mn:1.70-1.80%,p:≤0.020%,s:≤0.010%,cr:0.25-0.35%,alt:0.030-0.050%,ti:0.020-0.030%,ce:10-20ppm,其余为fe和不可避免的杂质;
19.所述1100mpa级冷轧马氏体钢的制造方法包括连续退火工艺,其中加热及均热温度均为790-800℃,快冷冷速40-50℃/s,快冷终止温度为260-280℃,过时效温度为280-320℃,终冷温度≤150℃。
20.在一些实施方式中,所述1100mpa级冷轧马氏体钢的化学成分的质量百分含量为:c:0.13-0.17%,si:1.05-1.15%,mn:1.73-1.79%,p:≤0.020%,s:≤0.010%,cr:0.27-0.33%,alt:0.038-0.043%,ti:0.020-0.025%,ce:13-18ppm,其余为fe和不可避免的杂质。
21.本发明提供的1100mpa级冷轧马氏体钢的显微组织为马氏体及少量铁素体及残余奥氏体,晶粒度12级,力学性能满足:屈服强度≥940mpa,抗拉强度≥1170mpa,延伸率a
50
≥6.5%,屈强比为0.80-0.85。
22.在一些实施方式中,所述1100mpa级冷轧马氏体钢的厚度为1.5-2.0mm。
23.本发明提供的1100mpa级冷轧马氏体钢的制造方法包括以下工艺步骤:冶炼
→
连铸
→
热轧
→
酸轧
→
连续退火
→
平整;其中在所述连续退火工艺中加热及均热温度均为790-800℃,快冷冷速40-50℃/s,快冷终止温度为260-280℃,过时效温度为280-320℃,终冷温度≤150℃。
24.在一些实施方式中,所述冶炼
→
连铸工艺包括以工序:铁水预处理—转炉—rh精炼—铸机,其中供铸机钢水成分为c:0.13-0.17%,si:1.05-1.15%,mn:1.70-1.80%,p:≤0.020%,s:≤0.010%,cr:0.25-0.35%,alt:0.030-0.050%,ti:0.020-0.030%,ce:10-20ppm,其余为fe和不可避免的杂质。
25.在一些实施方式中,所述热轧工艺包括以下工序:铸坯加热—粗轧—精轧—冷却—卷取;其中铸坯出炉温度为1190-1230℃,所述粗轧采用2机架轧机粗轧,精轧采用7机架连续变凸度轧机精轧,所述精轧的终轧温度为865-895℃,热轧钢带厚度4.5mm;所述冷却采用层流冷却设备,前分散冷却模式,所述卷取温度为600-640℃。
26.在一些实施方式中,所述酸轧工艺具体为:将热轧钢带经酸洗,去除表面氧化铁皮后,经过5机架冷轧机冷轧,冷轧压下率为50-70%,轧至目标厚度1.5-2.0mm,获得冷硬卷钢。
27.在一些实施方式中,所述连续退火工艺具体为:将冷硬卷钢开卷后加热进行连续退火,其中加热及均热温度均为790-800℃,时间为160-240s,快冷冷速40-50℃/s,快冷终止温度260-280℃,过时效温度为280-320℃,终冷温度≤150℃。
28.在一些实施方式中,所述平整工艺具体为:平整延伸率为0.50-0.60%。
29.以下通过具体实施例详细说明本发明的内容,实施例旨在有助于理解本发明,而不在于限制本发明的内容。
30.实施例1
31.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱鳞得到钢水,转炉冶炼全程吹氩,废钢加入转炉,转炉出钢温度1650℃。然后将转炉冶炼后钢水进行rh炉外精炼,根据转炉供rh钢水就位成分及温度进行深脱碳处理,rh炉外精炼供铸机化学成分如表1所示。板坯连铸过热度为25℃,之后进行板坯清理、缓冷,及连铸坯质量检查。板坯加热温度为1220℃,加热的时间为228min,将加热后的板坯进行高压水除鳞。通过定宽压力机定宽,采用2机架粗轧,7机架cvc精轧。精轧终轧温度为870℃,成品厚度4.5mm。层流冷却采用前分散冷却,钢带温度降低到620℃进行卷取。将热轧带钢经盐酸槽酸洗,该酸槽采用mh最新开发的i-box技术,操作和维护大大简化,节省能源和劳动力,热轧带钢去除表面氧化铁皮后,经过5机架ucm轧机冷轧,冷轧压下率为60%,轧至目标厚度1.8mm。冷硬卷连续退火在具有hgjc功能的连续立式退火炉中进行,钢带运行速度98m/min,加热及均热温度均为800℃,时间为200s,快冷冷速45℃/s,快冷终止温度270℃,过时效温度为300℃,终冷温度150℃,平整延伸率0.55%。最后进行产品性能检测,如下表2所示。
32.实施例2
33.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱鳞得到钢水,转炉冶炼全程吹氩,废钢加入转炉,转炉出钢温度1640℃。然后将转炉冶炼后钢水进行rh炉外精炼,根据转炉供rh钢水就位成分及温度进行深脱碳处理,rh炉外精炼供铸机化学成分如表1所示。板坯连铸过热度为20℃,之后进行板坯清理、缓冷,及连铸坯质量检查。板坯加热温度为1216℃,加热的时间为225min,将加热后的板坯进行高压水除鳞。通过定宽压力机定宽,采用2机架粗轧,7机架cvc精轧。精轧终轧温度为866℃,成品厚度4.5mm。层流冷却采用前分散冷却,钢带温度降低到620℃进行卷取。将热轧带钢经盐酸槽酸洗,该酸槽采用mh最新开发的i-box技术,操作和维护大大简化,节省能源和劳动力,热轧带钢去除表面氧化铁皮后,经过5机架ucm轧机冷轧,冷轧压下率为60%,轧至目标厚度1.8mm。冷硬卷连续退火在具有hgjc功能的连续立式退火炉中进行,钢带运行速度102m/min,加热及均热温度为799℃,时间为200s,快冷冷速45℃/s,快冷终止温度270℃,过时效温度为300℃,终冷温度150℃,平整延伸率0.55%。最后进行产品性能检测,结果如下表2所示。
34.实施例3
35.将铁水进行脱硫预处理,采用顶底复吹转炉冶炼使铁水脱碳、脱鳞得到钢水,转炉冶炼全程吹氩,废钢加入转炉,转炉出钢温度1643℃。然后将转炉冶炼后钢水进行rh炉外精炼,根据转炉供rh钢水就位成分及温度进行深脱碳处理,rh炉外精炼供铸机化学成分如表1所示。板坯连铸过热度为23℃,之后进行板坯清理、缓冷,及连铸坯质量检查。板坯加热温度为1216℃,加热的时间为220min,将加热后的板坯进行高压水除鳞。通过定宽压力机定宽,采用2机架粗轧,7机架cvc精轧。精轧终轧温度为868℃,成品厚度4.5mm。层流冷却采用前分散冷却,钢带温度降低到626℃进行卷取。将热轧带钢经盐酸槽酸洗,该酸槽采用mh最新开发的i-box技术,操作和维护大大简化,节省能源和劳动力,热轧带钢去除表面氧化铁皮后,经过5机架ucm轧机冷轧,冷轧压下率为60%,轧至目标厚度1.8mm。冷硬卷连续退火在具有hgjc功能的连续立式退火炉中进行,钢带运行速度100m/min,加热及均热温度为790℃,时间为200s,快冷冷速45℃/s,快冷终止温度270℃,过时效温度为300℃,终冷温度150℃,平整延伸率0.55%。最后进行产品性能检测,结果如下表2所示。
36.对比例1
37.制造方法按照实施例1所示的方法,不同之处在于rh炉外精炼供铸机化学成分与实施例1所用的不同,如下表1所示。最后进行产品性能检测,结果如下表2所示。
38.对比例2
39.制造方法按照实施例1所示的方法,不同之处在于rh炉外精炼供铸机化学成分与实施例1所用的不同,如下表1所示。最后进行产品性能检测,结果如下表2所示。
40.对比例3-4
41.对比例3-4的制造方法按照实施例1所示的方法,不同之处在于连续退火中的加热及均热温度与实施例1不同,具体为对比例3中的连续退火工艺中的加热及均热温度为770℃,对比例4的连续退火工艺中的加热及均热温度为810℃。最后进行产品性能检测,结果如下表2所示。
42.表1:本发明实施例1-3和对比例1-4的化学成分(wt%)
[0043] csimnpsaltticrce(ppm)实施例10.141.151.730.0160.0030.0420.0220.2813
实施例20.131.051.780.0180.0080.0380.0250.2715实施例30.171.101.790.0160.0080.0430.0200.3318对比例10.150.961.560.0120.0060.0340.0550.35-对比例20.150.951.580.0150.0080.0380.0300.3313对比例30.141.151.730.0160.0030.0420.0220.2813对比例40.141.151.730.0160.0030.0420.0220.2813
[0044]
表2:本发明实施例1-3和对比例1-4的钢卷的力学性能
[0045]
实施例屈服强度r
el
(mpa)抗拉强度rm(mpa)延伸率a
50
(%)屈强比实施例1956119070.80实施例294911786.50.81实施例31000120070.83对比例185811335.50.76对比例2862114570.75对比例3924115860.80对比例410651167120.91
[0046]
由以上表1和表2记载的内容可知,本发明提供的1100mpa级冷轧马氏体钢的力学性能可满足:屈服强度≥940mpa,抗拉强度≥1170mpa,延伸率a
50
≥6.5%,屈强比为0.80-0.85,因此本发明提供的1100mpa级冷轧马氏体钢兼具有高强度和较高的屈强比,当用于车身材料时具有防撞性能好,节约材料,减轻重量,以及成形性能好等优点。由对比例1-2的结果可知,当化学成分和/或其含量不能满足本发明的要求时,获得的钢板的强度较低;而根据对比例3的结果可知,当连续退火工艺中的加热及均热温度较低时,会导致钢板的强度下降;而根据对比例4的结果可知,当连续退火工艺的加热及均热温度较高时,会导致获得的钢板的屈强比过高,这可能会导致钢板的脆性增加,进而导致安全性能下降。
[0047]
最后应说明的是:以上所述仅为本发明的优选实施例,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1