一种电渣重熔N06625镍基合金焊材用渣系、制备方法及使用方法
一种电渣重熔n06625镍基合金焊材用渣系、制备方法及使用方法
技术领域
1.本发明属于冶金技术领域,具体涉及一种电渣重熔n06625镍基合金焊材用渣系、制备方法及使用方法。
背景技术:
2.随着环保排放要求越来越严格,石化、能源、环保行业用油井管、裂解炉管、换热器、气化炉、垃圾焚烧炉的服役条件更加苛刻,关键设备和关键部件使用材料由目前的奥氏体、超级奥氏体不锈钢向高端镍基合金转变,由此与镍基合金配套的高端镍基合金焊材也随之增加。目前全世界镍基合金总消费量在30万吨左右,其中高端镍基合金焊材以 n06625为主,约占2万吨。我国镍基合金每年表观消费量在4万吨左右,对应的高端镍基合金n06625焊材约占8000吨,80%以上需要进口。
3.我国高端镍基合金n06625焊材的产品质量与国外相比还有一定差距,如纯净度方面,产品气体含量只能稳定控制在o≤30ppm、夹杂物等级总和≤1.5级。申请号为201810734346.2的发明申请记载了一种高纯净无偏析的n06625合金的电渣重熔冶炼工艺,重熔后合金低倍无偏析,高倍纯洁度高,a+b+c+d类夹杂物总和不大于2.0,但并未给出相关渣系组元具体成分范围。申请号为201810610467.6的发明申请记载了一种 n06625镍基合金电渣重熔方法以及使用的渣系,渣系的原料和原料之间的质量百分比为caf2:55-65%,al2o3:15-25%,cao:8-15%,mgo: 5-10%,tio2:2-5%。文献《五元渣密度及在镍基合金工业熔炼的应用》报道了一种电渣重熔inconel625镍基合金用渣系组元:caf2:65%,cao: 9%,al2o3:18%,sio2:8%,mgo:7%。但n06625焊材与inconel625 合金在合金成分存在一定区别,现行典型inconel625合金成品成分为cr: 21.5,ni:61,mo:9,nb:3.6,fe:2,c:0.05,al:0.2,ti:0.2,si:0.2,mn:0.2,s≤0.015,p:0.001;典型n06625焊材成品成分为cr: 21.7,mo:8.9,nb:3.6,fe:0.01,c:0.03,al:0.15,ti:0.01,si: 0.02,mn:0.2,s:0.001,p:0.001。n06625焊材中主要脱氧元素c、 si、al含量均很低,因此合金中氧含量控制难度更大。同时,典型 inconel625合金al:ti含量比为1:1,重熔过程al和ti均匀性较易于控制;而n06625焊材中低水平的al+ti含量以减少焊接时氧化物和氮化物“夹渣”的产生,改善合金的焊接性能,但重熔过程al和ti均匀性较难于控制。此外,s在镍基合金中是以有害元素角色存在,当合金中s 的质量分数较高时,会对合金的热加工性能、焊接性、耐腐蚀性以及抗高温氧化性等产生不利影响,尤其对于高品质n06625焊材,对s含量的要求也更为严格。
4.因此,为有效缓解对高端镍基合金焊材产品进口的依赖,满足各行业对高品质镍基合金的需求,加快关键设备国产化进程、降低生产成本、推动绿色发展,开发出满足高洁净度的电渣重熔高端镍基合金n06625焊材用渣系是目前亟待解决的问题。
技术实现要素:
5.(一)要解决的技术问题
6.为了解决现有技术中存在的n06625镍基合金焊材的纯净度不足、产品质量不足的问题,本发明提供一种电渣重熔n06625镍基合金焊材用渣系。为解决上述问题,本发明还提供一种电渣重熔n06625镍基合金焊材用渣系的制备方法及使用方法。
7.(二)技术方案
8.为了达到上述目的,本发明采用的主要技术方案包括:
9.第一方面,本发明提供一种电渣重熔n06625镍基合金焊材用渣系,按质量百分比计,包括如下组分:
10.caf2:58-62%,al2o3:15-19%,cao:15-19%,na2o:2.0-4.0%, tio2:2.0-4.0%;
11.余量为杂质,杂质的含量≤1%,前述各项之和为100%;所述杂质包含sio2,sio2的含量占渣系总量≤1%。
12.如上所述的电渣重熔n06625镍基合金焊材用渣系,优选地,按质量百分比计,所述渣系包括如下组分:
13.caf2:59%,al2o3:17%,cao:17%,na2o:3.0%,tio2: 3.0%;
14.杂质1%,杂质中sio2的含量占渣系总量为0.8%。
15.如上所述的电渣重熔n06625镍基合金焊材用渣系,优选地,所述渣系中,(cao+na2o)/sio2≥20。
16.如上所述的电渣重熔n06625镍基合金焊材用渣系,优选地,按质量百分比计,所述n06625镍基合金焊材包括如下组分:
17.c≤0.10%,si≤0.2%,mn≤0.5%,s≤0.015%,p≤0.015%,cr:20.0-23.0%, mo:8.0-10.0%,nb:3.15-4.15%,al≤0.2%,ti≤0.2%,余量为ni。
18.第二方面,本发明提供一种上述电渣重熔n06625镍基合金焊材用渣系的制备方法,包括如下步骤:
19.s1:以caf2、al2o3、cao、na2o和tio2为原料,将各组分混合搅拌均匀,配制得到如下质量百分比组分的渣系:caf2:58-62%,al2o3: 15-19%,cao:15-19%,na2o:2.0-4.0%,tio2:2.0-4.0%;余量为杂质,杂质的含量≤1%,前述各项之和为100%;所述杂质包含sio2,sio2的含量占渣总量≤1%;
20.s2:将步骤s1得到的配料放入电弧炉内熔化并精炼;
21.s3:精炼结束后,进行浇铸,然后冷却至室温,得到预熔渣块;
22.s4:对步骤s3得到的预熔渣块进行破碎筛分,制成上述成分含量的电渣重熔n06625镍基合金焊材用的预熔渣。
23.如上所述的制备方法,优选地,步骤s2中精炼温度为1550-1580℃,精炼时间为30-50min。
24.如上所述的制备方法,优选地,步骤s4中,预熔渣块破碎为1-10mm,制成电渣重熔给n06625镍基合金焊材用的预熔渣。
25.第三方面,本发明还提供一种上述电渣重熔n06625镍基合金焊材用渣系的使用方法,包括如下步骤:
26.s1:将预熔后的电渣重熔n06625镍基合金焊材用渣系装入电渣炉加渣器内,电渣炉加渣器与保护气氛电连接;
27.s2:向电渣炉内通入氩气;
28.s3:开启电渣炉的电源,送电起弧,同时控制电渣炉加渣器向电渣炉内加渣;
29.s4:自耗电极、熔渣以及底水箱构成闭合回路,开始制备电渣重熔 n06625镍基合金焊材。
30.(三)有益效果
31.本发明的有益效果是:
32.本发明通过调整渣系中各个组分的配比使得渣系的熔点、密度以及黏度满足电渣重熔n06625镍基合金焊材的生产,既能减少n、o气体和 s等杂质元素,控制夹杂物的数量,还能够控制合金中易氧化元素al、 ti的烧损,保证焊材的头尾均匀性。
33.具体地,本发明在熔渣中添加较高量的cao和na2o以降低熔渣中 sio2的活度,添加适量的tio2,以抑制al、ti等易氧化元素的烧损,控制铸锭纵向均匀性。此外,较高量的cao和na2o提高了熔渣的碱度和硫容,提高了渣金反应过程去除夹杂物能力和脱硫能力,减少o、s元素的含量以及o、s的夹杂物数量。
具体实施方式
34.为了更好的解释本发明,以便于理解,下面通过具体实施方式,对本发明作详细描述。
35.第一方面,本发明提供一种电渣重熔n06625镍基合金焊材用渣系,按质量百分比计,包括如下组分:
36.caf2:58-62%,al2o3:15-19%,cao:15-19%,na2o:2.0-4.0%,tio2:2.0-4.0%。余量为杂质,杂质的含量≤1%,前述各项之和为100%;上述杂质包含sio2,sio2的含量占渣系总量≤1%。
37.按质量百分比计,上述n06625镍基合金焊材包括如下组分:
38.c≤0.10%,si≤0.2%,mn≤0.5%,s≤0.015%,p≤0.015%,cr: 20.0-23.0%,mo:8.0-10.0%,nb:3.15-4.15%,al≤0.2%,ti≤0.2%,余量为ni。上述焊材组分中,al+ti元素的含量较低,目的是减少焊接时氧化物和氮化物“夹渣”的产生,改善合金的焊接性能。而s、p等有害元素得含量较低,能够避免焊缝产生热裂纹。
39.其中,caf2能够降低渣系的熔点、粘度以及表面张力。
40.电渣重熔n06625镍基合金焊材的元素组成中往往含有较低含量的 al、ti等易氧化元素,为了抑制al、ti元素的烧损,保持铸锭纵向均匀性,本发明在渣系中添加2.0%-4.0%的tio2,以防止n06625镍基合金焊材出现式(1)中的“烧钛增铝”或“烧铝增钛”现象。
41.3[ti]+2(al2o3)=4[al]+3(tio2)
ꢀꢀꢀꢀꢀꢀ
(1)
[0042]
al2o3能够显著降低渣系的电导率,减少电耗,提高生产效率。
[0043]
工业渣中存在约1%,一般为0.8%的sio2,研究表明,当渣系中含有 sio2时,al、ti元素会发生式(2)以及式(3)中的反应:
[0044]
4[al]+3(sio2)=3[si]+2(al2o3)
ꢀꢀꢀꢀꢀ
(2)
[0045]
[ti]+(sio2)=[si]+(tio2)
ꢀꢀꢀꢀꢀ
(3)
[0046]
为抑制或者减弱式(2)以及式(3)中的反应,本发明同时添加较高量的cao和na2o,使二元碱度(cao+na2o)/sio2≥20,以此降低熔渣中sio2的活度。与此同时,又由于渣系中加入了al2o3和tio2,还能够进一步能抑制上述反应的正向进行,防止al、ti元素的烧损。
[0047]
此外,为控制n06625镍基合金焊材中的氧含量,本发明以氩气作为保护气氛进行电渣重熔。在氩气保护的条件下,气化脱硫反应被抑制,焊材合金中s元素的主要通过式(4)的反应实现去除:
[0048]
[s]+( o
2-)=[o]+(s
2-)
ꢀꢀꢀꢀꢀ
(4)
[0049]
本发明在渣系中添加较高含量的cao和na2o,增加电渣重熔熔渣硫容,提高了s的去除能力。
[0050]
上述电渣重熔n06625镍基合金焊材用渣系的优选组成包括如下组分:caf2:59%,al2o3:17%,cao:17%,na2o:3.0%,tio2:3.0%,杂质1%,杂质中sio2的含量占渣系总量为0.8%。
[0051]
第二方面,本发明提供一种上述电渣重熔n06625镍基合金焊材用渣系的制备方法,包括如下步骤:
[0052]
s1:以caf2、al2o3、cao、na2o和tio2为原料,将各组分混合搅拌均匀,配制得到如下质量百分比组分的渣系:caf2:58-62%,al2o3: 15-19%,cao:15-19%,na2o:2.0-4.0%,tio2:2.0-4.0%,余量为杂质,杂质的含量≤1%,前述各项之和为100%;所述杂质包含sio2,sio2的含量占渣总量≤1%。
[0053]
s2:将步骤s1得到的配料放入电弧炉内熔化,并在1550-1580℃下精炼30-50min。
[0054]
s3:精炼结束后,浇铸到铸铁盘内,然后冷却至室温,得到预熔渣块。
[0055]
s4:对步骤s3得到的预熔渣块进行破碎筛分,,筛出粒度为1-10mm 的部分制成上述成分含量的电渣重熔n06625镍基合金焊材用的预熔渣。
[0056]
第三方面,本发明还提供一种上述电渣重熔n06625镍基合金焊材用渣系的使用方法,包括如下步骤:
[0057]
s1:将预熔后的电渣重熔n06625镍基合金焊材用渣系装入电渣炉加渣器内,电渣炉加渣器与保护气氛电连接。
[0058]
s2:向电渣炉内通入氩气。
[0059]
s3:开启电渣炉的电源,送电起弧,同时控制电渣炉加渣器向电渣炉内加渣。
[0060]
s4:自耗电极、熔渣以及底水箱构成闭合回路,开始制备电渣重熔 n06625镍基合金焊材。稳态熔速控制在0.40-0.55kg/h。
[0061]
实施例1
[0062]
本实施例以萤石、石灰、工业氧化铝、氧化钠和二氧化钛为原料,按照caf2:59%,al2o3:17%,cao:17%,na2o:3.0%,tio2:3.0%的比例混合后并搅拌均匀,在电弧炉内熔化,并在1550℃下精炼35分钟。然后浇铸到铸铁盘内冷却至室温,并采用破碎机粉碎筛出粒度为1-10mm 的部分,制成电渣重熔n06625镍基合金焊材用的预熔渣。
[0063]
该渣系的熔点为1448k,密度(2.605g﹒cm-3
),该渣系在1873k时的黏度为0.02pa
·
s,满足电渣重熔n06625镍基合金焊材的生产。
[0064]
采用保护气氛电渣重熔炉进行重熔,电极直径75mm,结晶器直径 140mm。首先将3.2kg预熔的电渣重熔n06625镍基合金焊材用渣系装入保护气氛电渣炉加渣器内,电渣炉加渣器与保护气氛电渣炉连接。随后向保护气氛电渣炉内通入氩气,然后开启电渣炉的电源,送电起弧,同时通过加渣器向炉内加渣,自耗电极与熔渣和底水箱构成闭合回路,电渣重熔n06625镍基合金焊材过程正式开始进行。重熔稳定期电压34v,重熔电流2.2ka,熔化速
度为65kg/h。
[0065]
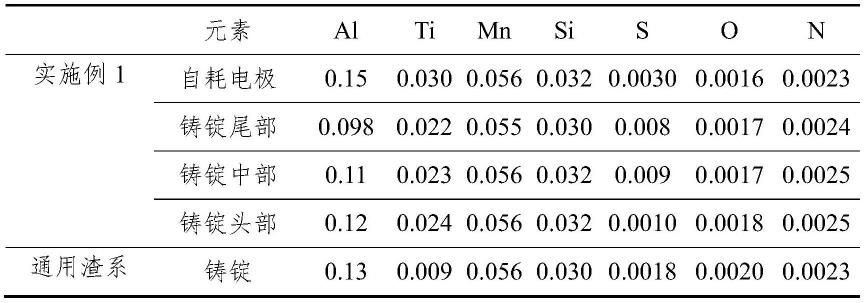
以上述电渣重熔镍n06625镍基合金焊材用渣系,在电渣重熔过程中性质稳定,得到的铸锭内外表面质量良好,无明显渣沟、结瘤等缺陷。对铸锭的头、中、尾取样进行成分分析,具体数据参照表1。发现铸锭的头、中、尾易氧化元素成分均匀,且均在目标范围内,其中s元素含量较低,成分合格,铸锭中a+b+c+d类夹杂物总和不大于1.0。
[0066]
对比例1
[0067]
本对比例提供一种通用渣系,按照质量百分比计,包括:caf2:70%, al2o3:30%。使用该渣系,采用该渣系制备n06625镍基合金焊材,获得的铸锭中a+b+c+d类夹杂物总和为2.5,ti元素烧损严重,脱硫效果较差,铸锭中各个元素的含量如表1所示。
[0068]
表1n06625镍基合金焊材合金部分化学成分(质量分数/%)
[0069][0070]
通过表1可知,实施例1的电渣重熔n06625镍基合金焊材用渣系,通过优化渣系成分以及各成分的配比,有效抑制了ti元素的烧损,提高各个元素在铸锭中分布的均匀性,因此保证了合金组织性能的均匀性。
[0071]
另外,铸锭中的s元素含量控制在较低范围,成分合格。而铸锭中 a+b+c+d类夹杂物总和不大于1.0,明显减少了夹杂物的数量,提升了镍基合金n06625焊材的纯净度以及镍基合金n06625焊材的性能。
[0072]
以上实施例仅用于解释本发明,并不构成对本发明保护范围的限定,本领域技术人员在权利要求的范围内做出各种变形或修改,均属于本发明的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1