一种转炉滑动出钢口及全程出钢挡渣方法与流程
1.本发明涉及一种转炉滑动出钢口及全程出钢挡渣方法,属于钢铁冶金炼钢技术领域。
背景技术:
2.国内外为优化转炉出钢挡渣技术,先后发明了气动挡渣法、电磁挡渣法、真空吸渣法、虹吸出钢法等十几种挡渣方法,但挡渣成功率低,效果不理想,近年来国内开发的转炉滑动出钢口控渣出钢技术,挡渣成功率高、挡渣效果好,得到广泛应用,但在生产应用中还存在以下问题或不足:(1)转炉滑动出钢口采用滑板挡渣,只能阻挡30%的前期渣和40%的后期渣,不能阻挡出钢过程中30%的中期渣,中期渣主要是出钢过程中卷入钢水、进入出钢口内的钢渣,而目前现有的出钢挡渣技术还不能有效地阻挡中期渣;(2)出钢过程中出钢口部位产生旋流,钢渣卷入钢水、进入滑动出钢口内,加剧了出钢口、内水口、外水口流钢孔内壁的侵蚀、冲刷,降低了使用寿命,影响了转炉作业率;(3)钢渣随钢水进入滑动出钢口内,关闭滑板进行挡渣时,钢渣会进入滑板间的滑道内,造成上下滑板砖之间夹渣,并加重滑板滑动面的损毁,严重影响滑板的使用寿命,甚至造成滑板间穿钢事故。
3.中国专利文献cn207828342u(专利号:201721701961.0)公开了一种梅花出钢口总成砖,包括:内水口砖,出钢口总成组装用无缝钢管,出钢口总成端头砖,出钢口总成过渡砖,出钢口总成圆孔出钢口砖,出钢口总成梅花出钢口砖,出钢口总成梅花出钢口尾砖,灌浆料用挡圈管,出钢口总成组装用盖板,组装无缝钢管十字架,内水口压板,本实用新型提供的梅花出钢口总成砖适用于转炉滑板挡渣出钢装置,依靠梅花形流钢孔,有效阻止或缓解钢水在流动过程中产生涡流导致卷渣的现象,提高了出钢速度及钢水质量。该专利技术的不足:该专利利用梅花状花瓣改变转炉出钢口内钢水流体的旋转角度的矢量,仅起到抑制钢水流产生涡流的规模及数量,没有主动挡渣作用,且随着出钢口的侵蚀,梅花形逐步失形、失效,不能持续有效。
4.中国专利文献cn106041044b(专利号:201610634268.x)公开了一种连铸中间包透气陶瓷管上水口座砖,包括上水口座砖本体、陶瓷管、气室、进气管,上水口座砖本体内设置有圆环形均匀布置的陶瓷管和环形的气室,所述的气室位于陶瓷管的底部并与透气陶瓷管连通,陶瓷管的上部伸出水口座砖本体的上表面5~10mm,气室的侧部连接有进气管,进气管的一端与气室连通,另一端从上水口座砖本体的侧部伸出,连接金属管件与外部氩气气源连通,吹入氩气后,向上形成环状气幕屏障,对进入上水口的钢液进行气洗,促进夹杂物上浮和去除,且有一定数量的氩气泡随钢流进入上水口内,形成稳定的、连续的环状气流,不仅抑制了水口结瘤问题,而且解决了保护性氩气泡进入到钢中引发的铸坯皮下气泡问题。该专利技术的不足:该专利主要是用于解决中间包水口结瘤的问题,为了保证一定数量的氩气泡随钢流进入上水口内,形成稳定的、连续的环状气流,陶瓷管布置位置需要靠近上水口一侧,造成吹氩作用范围小,并且中间包用于钢铁连铸,钢水中只有微小的夹杂物和小颗粒钢渣,因此中间包的陶瓷管布置方式并不适用于转炉出钢口挡渣的需求;另外连铸中
间包上水口座砖的流钢孔扩径小,钢水流量小,不会侵蚀到布置在上水口座砖本体中部的陶瓷管,但是转炉出钢口扩径大,钢水流量大,会侵蚀到布置在转炉出钢口本体中部的陶瓷管,造成陶瓷管与转炉出钢口本体寿命不同步的问题,进而影响转炉出钢口寿命。
5.中国专利文献cn112593043a(202011499478.5)一种减少炼钢转炉出钢过程中下渣量的装置,包括转炉、转炉出钢口及气源结构;转炉,内壁上具有炉衬,该炉衬采用镁砖永久层,该炉衬的上砌有工作层砖;出钢口设置具有厚度的耐材管,该耐材管壁内设有多个均匀分布的进气长孔,底部设有一环形气室,所述多个进气长孔的底端分别与该环形气室连通。上述方案虽然能有效抑制出钢过程中的漩涡卷渣,减少炼钢转炉出钢过程中的下渣量,但是上述专利主要是根据转炉内吹开渣面的大小合理调整氩气的流量,通过吹入具有一定压力的氩气从而将出钢口上方覆盖钢水液面的炉渣吹开,形成无渣区,以避免出钢过程中的漩涡卷渣,因此为保证形成有效的高压气体流,上述专利的进气长孔直径为0.5~1.5mm,虽然能够在漩涡上方形成无渣区,但是进气长孔内却容易渗入钢水,造成透气流量小甚至不通气,需增大吹气压力导致进气长孔出现前堵后顶问题,容易导致进气长孔产生裂纹而引发耐材管开裂甚至断裂,造成吹气功能丧失,且影响出钢口寿命。
技术实现要素:
6.针对现有技术的不足,本发明提供一种转炉滑动出钢口及全过程出钢挡渣方法,该发明通过在出钢口砖本体内,沿出钢口砖本体厚度方向外偏心设置透气陶瓷棒,吹入氩气后,氩气泡在出钢口周围正前方形成环形的气幕屏障,不仅阻挡了随钢流即将进入出钢口的钢渣,而且有效降低出钢口上方引起钢流吸入漩涡的周向速度,降低所产生的吸入漩涡的高度,攻克了从出钢口流出的钢流中混入钢渣的关键技术难题,消除了现有转炉滑动出钢口滑板挡渣不能阻挡中期渣的缺陷,实现了对转炉出钢全程的控渣出钢,进一步减少了转炉下渣量,减轻了钢渣对出钢口、内水口、外水口流钢孔内壁的侵蚀、冲刷,提高了出钢口、内水口、外水口的使用寿命。
7.本发明所要解决的技术问题采用以下技术方案来实现:一种转炉滑动出钢口,设置在转炉出钢口安装孔内,以靠近转炉一侧为内端,所述转炉出钢口安装孔外端设置有滑板挡渣装置,所述滑板挡渣装置包括由转炉出钢口安装孔一侧向外依次设置的内水口、滑板和外水口;所述转炉滑动出钢口包括出钢口砖本体、气室盒、透气陶瓷棒、进气管和流钢孔;
8.圆柱形的流钢孔沿出钢口砖本体的轴向贯穿设置在出钢口砖本体中心位置,所述透气陶瓷棒、气室盒和进气管沿出钢口砖本体轴线方向由内端向外端依次设置在出钢口砖本体的内部;
9.所述气室盒横截面为环形,所述气室盒与流钢孔同轴设置,所述透气陶瓷棒沿气室盒周向呈圆环形均匀排布,所述透气陶瓷棒外端与气室盒相连,所述透气陶瓷棒内端伸出出钢口砖本体内端面设置;所述进气管的内端与气室盒的外端面连接,进气管的外端从出钢口砖本体的外端侧部伸出,所述进气管用于连接外部氩气气源;
10.所述透气陶瓷棒横截面中心位于出钢口砖本体横截面中心线和出钢口砖本体横截面外圈之间,所述透气陶瓷棒横截面的外圈与出钢口砖本体横截面外圈的距离m为20~25mm;
11.所述透气陶瓷棒内沿透气陶瓷棒的轴向设置有透气孔,透气孔纵向贯通于所述透气陶瓷棒的内端面和外端面,所述透气孔在透气陶瓷棒横截面上均匀分布。
12.本发明优选的,所述透气陶瓷棒的数量为6~9支,透气孔的数量为40~80个,透气孔的内径为0.18~0.20mm。
13.本发明优选的,所述透气陶瓷棒为圆柱形,圆柱外径¢为20~30mm,所述透气陶瓷棒的长度l为200~400mm。
14.本发明优选的,所述气室盒为纵截面为正方形的金属盒,正方形的边长a为30~40mm,所述金属盒由两个纵截面为l型的环形板拼接而成,两个环形板相互焊接在一起;
15.所述透气陶瓷棒插入气室盒内的深度x为5~10mm,所述透气陶瓷棒伸出出钢口砖本体内端部的长度y为5~10mm。
16.本发明优选的,所述出钢口砖本体外端部设有母口,且母口的形状、尺寸与所述内水口的子口的形状、尺寸相锲合。
17.本发明优选的,所述出钢口砖本体采用镁碳质等静压成型,体积密度≥2.92g/cm3,常温耐压强度≥45.4mpa,常温抗折强度≥22.9mpa,mgo含量≥75%,c含量为18%~19%。
18.本发明优选的,所述的进气管为耐热不锈钢圆管,外径为12~16mm,壁厚为1.2~2.3mm。
19.本发明优选的,所述透气陶瓷棒采用锆刚玉质等静压成型于出钢口砖本体内。
20.本发明的技术构思:本发明在透气陶瓷棒内沿透气陶瓷棒轴向设置有均匀排布的贯通的透气孔,能够产生大量的微小气泡,本发明的挡渣原理是通过沿出钢口砖本体轴向设置的透气陶瓷棒吹入氩气,能够形成大量的微小气泡,从而在出钢口的正前方形成环形的气幕屏障,一方面能够阻挡随钢流即将进入出钢口的钢渣,另一方面能够有效降低出钢口上方引起钢流吸入漩涡的周向速度,从而降低所产生的吸入漩涡的高度,由于钢渣浮在钢液表面,漩涡从液面开始形成,钢渣分布在漩涡周围,当漩涡的高度降低后,漩涡下端会远离出钢口,从而有效抑制钢渣进入出钢口。
21.另外由于漩涡由钢液表面形成,并且漩涡的横截面面积由下往上越来越大,而漩涡外圈液面的周向速度与漩涡的形成以及漩涡深度呈正相关的关系,本发明将透气陶瓷棒横截面中心设置在出钢口砖本体横截面中心线和出钢口砖本体横截面外圈之间,并且限定了透气陶瓷棒横截面的外圈与出钢口砖本体横截面外圈的距离在20~25mm,在保证出钢口砖本体整体强度合格的同时,透气陶瓷棒产生的气泡能够有效降低漩涡外圈液面的周向速度,从而实现了最优的挡渣效果,并且能够减小透气陶瓷棒受到钢流的冲击,提高了出钢口的使用寿命。
22.本发明所述透气陶瓷棒沿出钢口砖本体厚度方向外偏心布置在出钢口砖本体内,透气陶瓷棒的外壁与出钢口砖本体外壁的距离m为20~25mm,透气陶瓷棒的数量为6~9支,呈圆环形均匀布置,透气陶瓷棒的外径¢为20~30mm,透气陶瓷棒长度l为200~400mm等设计,是基于本发明转炉滑动出钢口采用吹气挡渣与滑板挡渣、提高滑动出钢口挡渣效果和出钢口使用寿命的任务,是本领域的技术人员经过大量的数值物理模拟研究实验和工业化应用试验验证得到的。
23.本发明在模拟研究实验中意外地发现,出钢口砖本体内设置透气陶瓷棒,吹气后,
在出钢口周围正前方形成环形的气幕屏障,不仅能够阻挡随钢流即将进入出钢口的钢渣,而且有效降低出钢口上方引起钢流吸入漩涡的周向速度,降低所产生的吸入漩涡的高度,有效的抑制钢渣进入出钢口,攻克了从出钢口流出的钢流中混入钢渣的关键技术难题,另外发现透气陶瓷棒外偏心布置的技术方案,能够增大吹氩挡渣的作用范围,透气陶瓷棒的数量、外径及吹入氩气流量大小对吹气挡渣的效果都有直接影响,具体的,透气陶瓷棒的数量多少、外径大小决定了透气量的大小,透气陶瓷棒的数量越多,外径越大,其透气量越大,而吹入氩气流量的大小对吹气挡渣的效果有直接影响。同时工业化应用对比试验中意外地发现,透气陶瓷棒外偏心布置的技术方案,不仅增大了吹氩挡渣的作用范围、减少了出钢口下渣量,而且避开了因出钢口砖的流钢孔扩径破坏透气陶瓷棒的问题,实现了透气陶瓷棒与出钢口砖本体使用寿命同步,另外在本发明转炉滑动出钢口砖的研制生产与应用试验中发现,透气陶瓷棒的外壁与出钢口砖本体外壁的距离m<20mm,出钢口砖本体容易发生表面裂纹、影响质量,进而影响出钢口砖的使用寿命,经过大量的研究实验与应用试验,本发明研究确定了最佳的透气陶瓷棒的外壁与出钢口砖本体外壁的距离m、透气陶瓷棒的外径¢及透气陶瓷棒吹入氩气的控制参数。
24.另外本发明还根据出钢口的侵蚀长度,确定了透气陶瓷棒长度l为200~400mm,若长度l过大,影响透气陶瓷棒的研制质量与制备费用,而若长度l过小,又影响吹氩效果与使用寿命等。
25.以本发明设计的转炉滑动出钢口砖出钢,取得了意想不到的效果:本发明通过吹气挡渣和滑板挡渣,实现了转炉出钢全过程控渣出钢,进一步减少了转炉下渣量,且有效抑制了出钢口内“旋流”现象,减轻了钢渣对出钢口、内水口、外水口流钢孔内壁的侵蚀、冲刷,提高了滑动出钢口砖、内水口、滑板的使用寿命。
26.本发明还提供了一种上述转炉滑动出钢口的安装方法,所述转炉出钢口安装孔外端设置有法兰盘,所述法兰盘连接设置有用于安装所述滑板挡渣装置的安装板,所述安装板和法兰盘之间设置有基板,所述安装板设置有用于安装内水口的定位槽;
27.所述安装方法采用专门的定位装置,所述定位装置包括无缝钢管、定位板和定位斜铁;
28.所述无缝钢管套装于出钢口砖本体的流钢孔内,所述无缝钢管内焊接设置有定位板,所述定位板设置有螺栓孔,所述定位板位于无缝钢管外端一侧,所述定位斜铁可拆卸的设置在定位板上,所述定位斜铁用于与安装板连接;
29.所述定位斜铁设有子口,且与所述内水口的子口的形状、尺寸相同;
30.具体安装步骤如下:
31.1)采用定位螺栓、平垫垫片、紧固螺母将出钢口砖本体上的定位板与定位斜铁组合、固定后,将出钢口砖本体用铲车装入出钢口外座砖、出钢口内座砖组合的出钢口安装孔内,使定位斜铁正确落入安装内水口的定位槽内,利用风动工具使活节螺栓将定位斜铁与安装板固定;
32.2)所述法兰盘与基板之间设置有进气管路,将进气管路与进气管对接连通,所述进气管路为耐热不锈钢圆管,外径为12~16mm,壁厚为1.2~2.3mm;设置无缝钢管和定位板的主要作用是,在安装出钢口砖本体时实现精确定位,保证进气管与进气管路精准对接;无缝钢管、定位板遇到高温钢水即熔化掉,不会影响出钢口内钢水流动;
33.3)将转炉摇至流钢孔竖直向上的位置,采用镁钙质喷补料喷补出钢口砖本体与出钢口外座砖、出钢口内座砖之间的间隙,再烘烤烧结25~35分钟,在透气陶瓷棒的内端部设有防水贴,防水贴用于保护透气面,防止渗水、渗料引发的透气性不良等问题;
34.4)将转炉出钢口摇至炉前,将定位斜铁拆除,将滑板挡渣装置的内水口安装到定位槽内;
35.5)在滑动出钢口机构上安装滑板、外水口后,将滑动出钢口机构用铲车运输、安装在安装板上,利用活节螺栓、面压螺栓将滑动出钢口机构与安装板固定在一起,最后进行滑动出钢口的开、关调试,完成转炉滑动出钢口的安装,所述滑动出钢口机构用于控制滑板的开启和关闭。
36.所述的镁钙质喷补料为常规耐火材料,市购产品。所述的内水口、滑板、外水口为现有技术生产。
37.所述定位螺栓型号规格为m30x80,平垫型号规格为¢16,紧固螺母型号规格为m30,均为市购产品。
38.本发明还提供了一种全程出钢挡渣方法,采用上述转炉滑动出钢口,所述进气管进气口连接有供氩设备,包括如下步骤:
39.转炉开始摇炉、准备出钢的同时,开通氩气,氩气流量控制在20~30nl/min;
40.待转炉出钢出尽,关闭滑板,将转炉摇回正常冶炼工位的同时关闭氩气。
41.本发明的有益效果:
42.1)本发明转炉滑动出钢口在出钢口砖本体内设置透气陶瓷棒,而透气陶瓷棒沿轴向设置有均匀排布的贯通的微小透气孔,吹入氩气后,能够形成大量微小的氩气泡,氩气泡在出钢口周围正前方形成环形的气幕屏障,不仅抑制了随钢流即将进入出钢口的钢渣,而且有效降低出钢口上方引起钢流吸入漩涡的周向速度,降低所产生的吸入漩涡的高度,有效的抑制钢渣浸入出钢口,攻克了出钢过程中从出钢口流出的钢流中混入钢渣的关键技术难题,消除了现有转炉滑动出钢口滑板挡渣不能阻挡中期渣的缺陷,本发明通过吹气挡渣和滑板挡渣,实现了转炉出钢全过程控渣出钢,进一步减少了转炉下渣量,减轻了钢渣对出钢口、内水口、外水口流钢孔内壁的侵蚀、冲刷,提高了使用寿命。应用本发明比应用现有转炉滑动出钢口滑板挡渣出钢技术,转炉吨钢下渣量同比减少0.5kg以上,转炉出钢口、内水口、滑板寿命分别同比提高50炉次、30炉次、3炉次以上。
43.2)本发明将透气陶瓷棒横截面中心线设置在出钢口砖本体横截面中心线和出钢口砖本体横截面外圈之间,并且限定了透气陶瓷棒横截面的外圈与出钢口砖本体横截面外圈的距离在20~25mm,在保证出钢口砖本体整体强度合格的同时,实现了最优的挡渣效果,不仅增大了吹氩挡渣的作用范围、减少了出钢口下渣量,而且能够减小透气陶瓷棒受到钢流的冲击,避开了因出钢口砖的流钢孔扩径破坏透气陶瓷棒的问题,实现了透气陶瓷棒与出钢口砖本体使用寿命同步,通过与透气陶瓷棒布置在出钢口砖本体厚度中心的技术方案应用测试对比,转炉吨钢下渣量同比减少0.1kg以上,转炉出钢口寿命同比提高20炉次以上。
44.3)本发明将透气陶瓷棒、气室盒和进气管沿出钢口砖本体轴线方向由内端向外端依次设置在出钢口砖本体的内部,其中透气陶瓷棒通过沿轴向设置均匀排布的透气孔,能够形成大量的微小气泡,并且能够有效防止钢水的渗入,而将气室盒设置在透气陶瓷棒和
进气管之间作为气体交换的中转件,均匀分布氩气流量,且能够缩短透气陶瓷棒的长度,减小了转炉出钢口的制备难度和减少制备成本,更有利于推广应用。
45.4)本发明转炉滑动出钢口的安装方法,设计安装滑动出钢口砖的专用定位装置,实现了滑动出钢口砖的精准定位安装和进气管与进气管路的精准对接,解决了本发明工业化应用中的又一关键技术难题。
46.5)本发明所述气室盒采用两个纵截面为l型的环形板拼接而成,在环形板上设置插槽,能够将透气陶瓷棒直接插设在插槽内,简化了气室盒的制备工艺,缩短了制备时间,提高了制备质量。
47.6)本发明所述透气陶瓷棒内端伸出出钢口砖本体内端端面设置,能够从出钢口砖本体外部固定透气陶瓷棒的位置,而透气陶瓷棒的外端固定设置在气室盒上的插槽内,将透气陶瓷棒等静压成型于出钢口砖本体内,解决了透气陶瓷棒定位难的问题。
附图说明
48.图1为本发明实施例中转炉滑动出钢口结构剖视示意图;
49.图2为本发明实施例中转炉滑动出钢口结构a-a剖视图;
50.图3为本发明实施例中气室盒结构示意图;
51.图4为本发明实施例中转炉滑动出钢口与定位斜铁组装示意图;
52.图5为本发明实施例中转炉滑动出钢口安装示意图;
53.图中,1出钢口砖本体;2气室盒;3透气陶瓷棒;4进气管;5无缝钢管;6螺栓孔;7定位板;8防水贴;9插槽;10活节螺栓;11定位斜铁;12定位螺栓;13平垫垫片;14紧固螺母;15法兰盘;16基板;17安装板;18滑动出钢口机构;19内水口;20滑板;21外水口;22进气管路;23出钢口外座砖;24出钢口内座砖;25镁钙质喷补料。
具体实施方式
54.下面结合附图与实施例对本发明进一步说明,但不仅限于此。
55.实施例中镁钙质喷补料25、无缝钢管5、定位螺栓12、平垫垫片13、紧固螺母14、进气管路22均为常规材料,市购产品。
56.实施例1
57.一种转炉滑动出钢口,如图5所示,以靠近转炉一侧为内端,所述转炉出钢口安装孔外端设置有滑板挡渣装置,所述滑板挡渣装置包括由转炉出钢口安装孔一侧向外依次设置的内水口19、滑板20和外水口21。如图1、图2、图3所示,所述转炉滑动出钢口包括出钢口砖本体1、气室盒2、透气陶瓷棒3、进气管4和流钢孔。
58.所述出钢口砖本体1采用镁碳质等静压成型,体积密度≥2.92g/cm3,常温耐压强度≥45.4mpa,常温抗折强度≥22.9mpa,mgo含量≥75%,c含量为18%~19%。所述出钢口砖本体1外端部设有母口,且母口的形状、尺寸与所述内水口19的子口的形状、尺寸相锲合。
59.钢口砖本体1为圆柱形,圆柱形的流钢孔沿出钢口砖本体1的轴向贯穿设置在出钢口砖本体1中心位置,所述透气陶瓷棒3、气室盒2和进气管4沿出钢口砖本体1轴线方向由内端向外端依次设置在出钢口砖本体1的内部。
60.所述气室盒2横截面为环形,所述气室盒2与流钢孔同轴设置,所述透气陶瓷棒3的
数量为6支,所述透气陶瓷棒3沿气室盒2周向呈圆环形均匀排布,所述透气陶瓷棒3外端与气室盒2相连,所述透气陶瓷棒3内端伸出出钢口砖本体1内端面设置;具体的,所述气室盒2上部设有插槽9,透气陶瓷棒3插设在插槽9内,插槽9的形状、尺寸、数量与插入插槽9的陶瓷棒3的形状、尺寸、数量相适应。所述气室盒2为纵截面为正方形的金属盒,正方形的边长a为40mm,所述金属盒由两个纵截面为l型的环形板拼接而成,其中一个所述环形板上设置有插槽9。
61.所述透气陶瓷棒3插入气室盒2内的深度x为5mm,所述透气陶瓷棒3伸出出钢口砖本体1内端部的长度y为10mm,所述透气陶瓷棒3的内端端面上设有防水贴8。
62.所述透气陶瓷棒3横截面中心位于出钢口砖本体1横截面中心线和出钢口砖本体1横截面外圈之间,所述透气陶瓷棒3横截面的外圈与出钢口砖本体1横截面外圈的距离m为20mm。
63.所述透气陶瓷棒3采用锆刚玉质等静压成型于出钢口砖本体1内,所述透气陶瓷棒3为圆柱形,圆柱外径¢为30mm,所述透气陶瓷棒3的长度l为400mm。
64.所述透气陶瓷棒3内沿透气陶瓷棒3的轴向设置有透气孔,透气孔纵向贯通于所述透气陶瓷棒3的内端面和外端面,所述透气孔在透气陶瓷棒3横截面上均匀分布。
65.所述透气孔的直径为0.18mm,透气孔呈3个同心圆环形均匀分布,沿透气陶瓷棒3径向由内向外,第1环的透气孔数量为9个,第2环的透气孔数量为18个,第3环的透气孔数量为27个。
66.所述进气管4的内端与气室盒2的外端面连接,进气管4的外端从出钢口砖本体1的外端侧部伸出,所述进气管4用于连接外部氩气气源,所述进气管4的材质为耐热不锈钢圆管,外径为16mm,壁厚为2.3mm。
67.如图4、图5所示,本发明转炉滑动出钢口的安装方法,所述转炉出钢口安装孔外端设置有法兰盘15,所述法兰盘15连接设置有用于安装所述滑板挡渣装置的安装板17,所述安装板17和法兰盘15之间设置有基板16,所述安装板17设置有用于安装内水口19的定位槽。
68.所述安装方法采用专门的定位装置,所述定位装置包括无缝钢管5、定位板7和定位斜铁11。
69.所述无缝钢管5套装于出钢口砖本体1的流钢孔内,所述无缝钢管5内焊接设置有定位板7,所述定位板7设置有螺栓孔6,所述定位板7位于无缝钢管5外端一侧,所述定位斜铁11可拆卸的设置在定位板7上,所述定位斜铁11用于与安装板17连接。
70.所述定位斜铁11设有子口,且与所述内水口19的子口的形状、尺寸相同。
71.具体安装步骤如下:
72.1)采用定位螺栓12、平垫垫片13、紧固螺母14将出钢口砖本体1上的定位板7与定位斜铁11组合、固定后,将出钢口砖本体1用铲车装入出钢口外座砖23、出钢口内座砖24组合的出钢口安装孔内,使定位斜铁11正确落入安装内水口19的定位槽内,利用风动工具使活节螺栓10将定位斜铁11与安装板17固定。
73.2)所述法兰盘15与基板16之间设置有进气管路22,将进气管路22与进气管4对接连通。
74.所述的进气管4通过进气管路22与外部氩气气源连通。
75.所述进气管路22的材质为耐热不锈钢圆管,外径为16mm,壁厚为2.3mm。
76.3)将转炉摇至流钢孔竖直向上的位置,采用镁钙质喷补料25喷补出钢口砖本体1与出钢口外座砖23、出钢口内座砖24之间的间隙,再烘烤烧结35分钟。
77.4)将转炉出钢口摇至炉前,将定位斜铁11拆除,将滑板挡渣装置的内水口19安装到定位槽内。
78.5)在滑动出钢口机构18上安装滑板20、外水口21后,将滑动出钢口机构18用铲车运输、安装在安装板17上,利用活节螺栓、面压螺栓将滑动出钢口机构18与安装板17固定在一起,最后进行滑动出钢口的开、关调试,完成转炉滑动出钢口的安装,所述滑动出钢口机构18用于控制滑板20的开启和关闭。
79.本发明利用转炉滑动出钢口进行全过程出钢挡渣的方法,所述进气管4进气口连接有供氩设备,包括如下步骤:
80.转炉开始摇炉、准备出钢的同时,开通氩气,氩气流量控制在30nl/min。
81.待转炉出钢出尽,关闭滑板20,将转炉摇回正常冶炼工位的同时关闭氩气。
82.实施例2
83.与实施例1所述的转炉滑动出钢口,不同之处在于:
84.所述透气陶瓷棒3的外壁与出钢口砖本体1外壁的距离m为25mm。
85.所述透气陶瓷棒3的外径¢为20mm,透气陶瓷棒3的长度l为200mm。
86.所述气室盒2正方形截面的边长a为30mm,所述透气陶瓷棒3插入气室盒2的深度x为10mm,伸出出钢口砖本体1内端部的长度y为5mm。
87.所述透气陶瓷棒3内设置透气孔的直径为0.2mm,透气孔呈3个同心圆环形均匀分布,沿透气陶瓷棒3径向由内向外,第1环的透气孔数量为6支,第2环的透气孔数量为12支,第3环的透气孔数量为18支。
88.所述透气陶瓷棒3的数量为9支。
89.所述的进气管4、进气管路22的外径均为12mm,壁厚均为1.2mm。
90.本发明利用转炉滑动出钢口进行全过程出钢挡渣的方法,包括如下步骤:
91.转炉开始摇炉、准备出钢的同时,开通氩气,氩气流量控制在20nl/min,待转炉出钢完毕、摇回正常冶炼工位的同时,关闭氩气。
92.实施例3
93.与实施例1所述的转炉滑动出钢口,不同之处在于:
94.所述透气陶瓷棒3的外壁与出钢口砖本体1外壁的距离m为22mm。
95.所述透气陶瓷棒3的外径¢为22mm,透气陶瓷棒3的长度l为300mm。
96.所述气室盒2正方形截面的边长a为35mm,所述透气陶瓷棒3插入气室盒2的深度x为7mm,伸出出钢口砖本体1内端部的长度y为7mm。
97.所述透气陶瓷棒3内设置透气孔的直径为0.19mm,透气孔呈3个同心圆环形均匀分布,沿透气陶瓷棒3径向由内向外,第1环的透气孔数量为8支,第2环的透气孔数量为16支,第3环的透气孔数量为24。
98.所述透气陶瓷棒3的数量为9支。
99.所述的进气管4、进气管路22的外径均为14mm,壁厚均为2.3mm。
100.本发明转炉滑动出钢口的安装方法,所述转炉出钢口安装孔外端设置有法兰盘
15,所述法兰盘15连接设置有用于安装所述滑板挡渣装置的安装板17,所述安装板17和法兰盘15之间设置有基板16,所述安装板17设置有用于安装内水口19的定位槽。
101.所述安装方法采用专门的定位装置,所述定位装置包括无缝钢管5、定位板7和定位斜铁11。
102.所述无缝钢管5套装于出钢口砖本体1的流钢孔内,所述无缝钢管5内焊接设置有定位板7,所述定位板7设置有螺栓孔6,所述定位板7位于无缝钢管5外端一侧,所述定位斜铁11可拆卸的设置在定位板7上,所述定位斜铁11用于与安装板17连接。
103.所述定位斜铁11设有子口,且与所述内水口19的子口的形状、尺寸相同。
104.具体安装步骤如下:
105.1)采用定位螺栓12、平垫垫片13、紧固螺母14将出钢口砖本体1上的定位板7与定位斜铁11组合、固定后,将出钢口砖本体1用铲车装入出钢口外座砖23、出钢口内座砖24组合的出钢口安装孔内,使定位斜铁11正确落入安装内水口19的定位槽内,利用风动工具使活节螺栓10将定位斜铁11与安装板17固定。
106.2)所述法兰盘15与基板16之间设置有进气管路22,将进气管路22与进气管4对接连通。
107.3)将转炉摇至流钢孔竖直向上的位置,采用镁钙质喷补料25喷补出钢口砖本体1与出钢口外座砖23、出钢口内座砖24之间的间隙,再烘烤烧结30分钟。
108.4)将转炉出钢口摇至炉前,将定位斜铁11拆除,将滑板挡渣装置的内水口19安装到定位槽内。
109.5)在滑动出钢口机构18上安装滑板20、外水口21后,将滑动出钢口机构18用铲车运输、安装在安装板17上,利用活节螺栓、面压螺栓将滑动出钢口机构18与安装板17固定在一起,最后进行滑动出钢口的开、关调试,完成转炉滑动出钢口的安装,所述滑动出钢口机构18用于控制滑板20的开启和关闭。
110.本发明利用转炉滑动出钢口进行全过程出钢挡渣的方法,包括如下步骤:
111.转炉开始摇炉、准备出钢的同时,开通氩气,氩气流量控制在25nl/min,转炉开始摇炉、准备出钢的同时,开通氩气,氩气流量控制在30nl/min,待转炉出钢出尽、关闭滑板20、摇回正常冶炼工位的同时,关闭氩气。
112.对比例1
113.中国专利文献cn207828342u(专利号:201721701961.0)公开了一种梅花出钢口总成砖,内水口的子口宽度为45mm,上滑板镶嵌锆环,下滑板镶嵌锆板,采用滑动出钢口滑板挡渣出钢。
114.对比例2
115.将本发明实施例1中,所述透气陶瓷棒3横截面中心位于出钢口砖本体1横截面中心线和出钢口砖本体1横截面外圈之间,改为透气陶瓷棒3横截面中心与出钢口砖本体1横截面中心线重合设置,其他均相同。
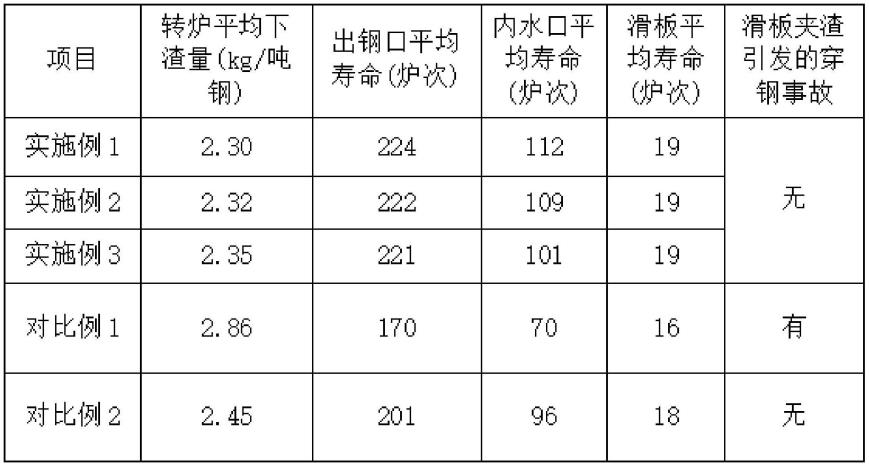
116.将实施例1~3与对比例1、对比例2,在莱芜钢铁集团银山型钢有限公司炼钢厂120t转炉滑动出钢口上进行应用试验与对比测试,结果如表1所示,本发明转炉出钢口吹气效果明显,应用本发明出钢口的转炉平均吨钢下渣量在2.35kg以下,比对比例1同比减少0.5kg以上,转炉出钢口、内水口、滑板的寿命与对比例1相比,分别同比提高50炉次、30炉
次、3炉次以上,同时避免了滑板夹渣引发的穿钢事故。
117.而本发明将透气陶瓷棒3横截面中心设置在出钢口砖本体1横截面中心线和出钢口砖本体1横截面外圈之间的外偏心工艺布置更趋合理,吹气挡渣效果优于对比例2,转炉平均吨钢下渣量与对比例2相比较,同比减少0.1kg以上,转炉出钢口、内水口、滑板的寿命同比提高20炉次、5炉次、1炉次以上。对比结果见表1。
118.表1
[0119][0120]
最后所应说明的是,以上实施例仅用以说明本发明的技术方案而非限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,对本发明的技术方案进行修改或者等同替换,都不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1