一种大耕深旋耕刀表面喷涂重熔一体化加工方法
1.本发明涉及设备再制造技术领域,具体地说是一种大耕深旋耕刀表面喷涂重熔一体化加工方法。
背景技术:
2.旋耕刀一般是在含有农药、化肥或者是一些潮湿,有腐蚀性的环境中作业,并与土壤中的碎石或作物残渣等发生摩擦,并伴随着振动,冲击等,磨损是导致旋耕刀失效的主要原因之一。有学者提出利用表面强化技术制造大耕深耕刀代表性的有:表面激光冲击强化、表面渗铬。文献(赵荔等.大耕深旋耕刀激光冲击强化后的表面性能[j].扬州大学学报(自然科学版),2014,17(03):36-40)披露了激光强化主要用于防止表面应力集中,但对旋耕刀工件耐磨性的提升作用有限;而文献(赵玉凤等.旋耕刀用65mn钢表面渗铬工艺优化及其耐磨性研究[j].农机化研究,2012,34(10):156-160)披露了旋耕刀工件表面渗铬形成的硬质表层薄,制备的时间较长(9h),实际应用也很困难。近年来,表面涂层技术受到了越来越多的关注,其在耐磨表面制备领域的应用也越来越广泛。文献(万伟伟等.走向人工智能时代的热喷涂技术发展现状与趋势[j].粉末冶金工业,2021,31(04):94-99)披露了典型涂层技术有:基于激光、等离子体喷涂、冷喷涂、超音速火焰喷涂、电弧的熔覆、堆焊、喷涂等。
[0003]
近年来,电弧喷涂技术得到了迅速的发展,通过电弧喷涂技术可获得光滑、致密、结合强度高的高质量涂层,据统计,在所有的热喷涂技术中,电弧喷涂应用的市场份额已接近第三位。随着电弧喷涂技术的发展,电弧喷涂丝材的种类越来越多,如复合丝、巴氏合金丝、铝青铜丝等,因此涂层的抗氧化性、隔热性、导电性和耐磨性也逐渐有了一个相对完整的体系,大大提高了涂层的性能。
[0004]
电弧喷涂是以电弧为热源,利用两根连续供电的金属丝之间的电弧燃烧来使金属熔化,然后利用压缩空气将熔化的材料雾化成微熔滴,喷涂到工件表面形成涂层。电弧喷涂技术的缺点主要有:喷涂过程中一些粉末状颗粒不可能全部融化,导致颗粒撞击到基体材料表面时变形不足,在冷却和凝固之后,粒子之间不可避免地会出现空隙或空穴,这会降低涂层的性能。另外,涂层与基体之间的结合主要是机械结合(具有一定动能的熔滴碰撞到经过粗糙处理的基材表面后与表面上的凸起和凹陷处形成的机械咬合),结合强度不是很高,加之涂层制备过程中粒子的快速冷却和较大的温度梯度通常会造成涂层内部残余拉应力的产生,因此该技术方法的工件界面和孔隙缺陷、抗旋耕冲击性能有限的问题已成为业内共识。
技术实现要素:
[0005]
本发明的目的是针对现有技术存在的问题,提供一种大耕深旋耕刀表面喷涂重熔一体化加工方法,该加工方法可实现电弧喷涂和感应重熔的同步加工,能够实现旋耕刀工件涂层与基体之间的冶金结合,减少涂层内部热应力和降低能耗量。
[0006]
本发明的目的是通过以下技术方案解决的:
[0007]
一种大耕深旋耕刀表面喷涂重熔一体化加工方法,其特征在于:该加工方法步骤为:
[0008]
a、对旋耕刀表面预处理,去除表面的氧化物、露出基体材料;
[0009]
b、将旋耕刀装在变位机夹爪上、并将高速电弧喷涂装置中的电弧喷枪的喷嘴朝向旋耕刀且感应重熔装置中的感应线圈套置在旋耕刀上;
[0010]
c、对露出基体材料的旋耕刀待喷涂的部位进行出油与清洗,保证旋耕刀表面充分洁净;
[0011]
d、能够沿着旋耕刀的设置方向行进的电弧喷枪利用压缩空气将熔化的材料雾化成微熔滴喷涂到旋耕刀的表面上形成致密的涂层,且涂层和旋耕刀的基体之间为机械结合状态;
[0012]
e、在电弧喷枪喷涂的同时,能够沿着旋耕刀的设置方向行进的感应线圈对旋耕刀进行感应加热,利用涡流产生的热量瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合。
[0013]
所述步骤b中的变位机夹爪能够根据需要带动旋耕刀在步骤d中和/或步骤e中进行旋转。
[0014]
所述步骤b中和步骤d中的电弧喷枪分别通过正极线材、负极线材对应连接电弧电源的正极和负极,当正极线材和负极线材的端部相互接触时,产生的电弧瞬间熔融线材端部。
[0015]
所述步骤b中和步骤e中的感应线圈安装于线圈安装座上并与感应电源相连接。
[0016]
所述步骤b中的高速电弧喷涂装置和感应重熔装置皆设置在三维导向装置的活动末端上;或者所述步骤b中的高速电弧喷涂装置设置在三维导向装置的活动末端上且所述步骤b中的感应重熔装置设置在工业机器人的机械臂末端上,三维导向装置和工业机器人能够相互配合,使得高速电弧喷涂装置的电弧喷嘴和感应重熔装置的感应线圈能够沿着旋耕刀的设置方向同步行进。
[0017]
所述步骤b中和步骤d中的电弧喷枪通过喷枪接头安装于数控机床的主轴上,并对旋耕刀进行电弧喷涂操作,电弧喷枪的位置用三维矢量函数p(t)表示:
[0018]
p(t)=[p
x
(t),py(t),pz(t)]
t
[0019]
式中,p(t)为t时刻喷枪在空间笛卡尔直角坐标系中的位置;p
x
(t)为t时刻喷枪在空间笛卡尔直角坐标系中的x轴的位置;py(t)为t时刻喷枪在空间笛卡尔直角坐标系中的y轴的位置;pz(t)为t时刻喷枪在空间笛卡尔直角坐标系中的z轴的位置;t为喷涂时刻,t为涂层厚度。
[0020]
所述步骤b中和步骤e中的感应线圈通过线圈安装座连接于工业机器人的机械臂末端上,在电弧喷涂的同时感应线圈伴随工业机器人的路径规划对旋耕刀进行感应熔覆操作,感应线圈的空间姿态用三维矢量函数o(t)表示:
[0021]
o(t)=[o
x
(t),oy(t),oz(t)]
t
[0022]
式中,o(t)为t时刻伴随工业机器人工作的感应线圈在空间笛卡尔直角坐标系中的旋转角度;o
x
(t)为t时刻伴随工业机器人工作的感应线圈在空间笛卡尔直角坐标系中的x轴上的旋转角;oy(t)为t时刻伴随工业机器人工作的感应线圈在空间笛卡尔直角坐标系中的y轴上的旋转角;oz(t)为t时刻伴随工业机器人工作的感应线圈在空间笛卡尔直角坐
标系中的z轴上的旋转角。
[0023]
所述的数控机床与工业机器人之间由一根网线连接,在数控机床的控制系统中输入快速指令代码操作工业机器人,数控机床与工业机器人通过显示界面相互确定对方状态,由此来实现电弧喷涂与感应重熔同时工作且不干涉的加工操作;通过工业机器人上的感应线圈空间笛卡尔直角坐标系中的旋转角度参数可建立旋转矩阵,通过运算即可将固定坐标系转换为旋转坐标系,最终得到喷枪位姿总矢量函数a(t)为:
[0024]
a(t)=[p(t)o(t)]
t
[0025]
式中,a(t)为t时刻喷枪的位姿矢量。
[0026]
所述步骤d中的涂层强化厚度为200~1000μm、沉积速率为14kg/h,电弧喷枪用的丝材直径为1.2~2.2mm、进给速率为120~200mm/min。
[0027]
所述步骤a中的基体材料为65mn,所述步骤d中的熔化的材料为镍基合金。
[0028]
所述的感应线圈安装于线圈安装座上,线圈安装座安装在工业机器人的机械臂末端上;所述工业机器人的机械臂具有六个关节连接且每个关节都配置相应的步进式马达。
[0029]
所述的感应线圈、正极线材、负极线材均为导电材料。
[0030]
本发明的大耕深旋耕刀表面喷涂重熔一体化加工方法所采用的加工装置的技术原理为:
[0031]
电弧喷枪的入口端通过喷枪接头安装在主轴的下端,在三维导向装置的调整下使电弧喷枪的出口端移动至旋耕刀的正上方,电弧喷枪和旋耕刀之间的距离根据电弧电源的间隙放电状态调整;当电弧喷枪向旋耕刀移动靠近时,电弧喷枪以电弧电源为热源,将涂层材料熔化,然后利用压缩空气将熔化的材料雾化成微熔滴,喷涂到旋耕刀表面形成涂层,电弧喷涂后的旋耕刀表面涂层和基体之间为机械结合,微熔滴碰撞到旋耕刀表面后与表面上的凸起和凹陷处形成机械咬合。
[0032]
感应线圈安装于线圈安装座上,并通过线圈安装座连接于三维导向装置或工业机器人上,在三维导向装置或工业机器人的带动下感应线圈通过连接感应电源沿旋耕刀的设置方向对旋耕刀进行感应加热,感应线圈所在的位置根据电弧喷枪和旋耕刀之间的间隙位置适时调整;电弧喷枪在对旋耕刀实现喷涂的同时,感应线圈在三维导向装置或工业机器人的带动下,通过连接感应电源沿旋耕刀的设置方向对旋耕刀进行感应加热,并瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合。
[0033]
进一步的,旋耕刀通过变位机夹爪的夹持安装于变位机上,在变位机的带动下绕其轴线作旋转运动,使得该加工装置能够对旋耕刀弯扭复合的不规则轮廓进行整体性的喷涂重熔。
[0034]
本发明相比现有技术有如下优点:
[0035]
本发明的一体化加工方法的喷涂熔覆一体化的热源能量密度高,电弧喷涂和重熔操作几乎同步进行,提高了生产效率,既起到了减少涂层内部热应力和降低能耗的作用,又解决了电弧喷涂时涂层和基体之间为机械结合、涂层裂纹敏感性强、存在孔隙缺陷的问题,使旋耕刀涂层和基体表层间形成冶金结合,大幅度提高基材性能,使其达到优良的结合强度,具有更好的耐冲击性。
[0036]
本发明的一体化加工方法在大耕深旋耕刀表面形成的涂层色泽均匀、表面光整,通过分析测试如金相试样显示喷涂重熔后涂层内部组织均匀,镍基合金熔覆层与65mn基材
冶金结合,无任何冶金缺陷,表面平整度高,满足大耕深旋耕刀的制造需求。
[0037]
本发明的一体化加工方法对大耕深旋耕刀进行加工时,整个工艺过程简单,流程可固化,而且在制备的过程中稳定、能耗低、粉末利用率高;不涉及任何有毒化学物品的使用,不产生有毒废弃物,绿色环保,通过常规的防护,即可避免对操作人员造成伤害。
附图说明
[0038]
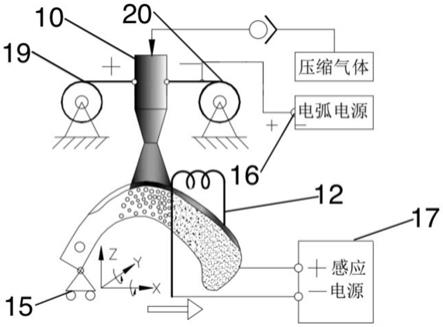
附图1为本发明的大耕深旋耕刀表面喷涂重熔一体化加工方法的原理图;
[0039]
附图2为本发明的大耕深旋耕刀表面喷涂重熔一体化加工方法所采用的装置三维结构图;
[0040]
附图3为本发明的电弧喷枪与主轴连接的结构示意图;
[0041]
附图4为本发明的高速电弧喷涂装置和变位机上的旋耕刀在x-z平面内的结构示意图;
[0042]
附图5为本发明的电弧喷枪、感应线圈、旋耕刀工件的组合状态结构示意图;
[0043]
附图6为本发明的感应线圈与工业机器人连接结构示意图;
[0044]
附图7为本发明的旋耕刀与变位机连接结构示意图。
[0045]
其中:1—机床保护罩;2—工作台;3—机床床身;4—第一滑动导轨;5—第三滑动导轨;6—电机;7—丝杆;8—主轴;9—滑动导轨座;10—电弧喷枪;11—第二滑动导轨;12—感应线圈;13—工业机器人;14—变位机;15—变位机夹爪;16—电弧电源;17—感应电源;18—线圈安装座;19—正极线材;20—负极线材;21—喷枪接头。
具体实施方式
[0046]
下面结合附图和实施例对本发明装置作进一步的说明,但是本发明的保护范围不局限于所述实施例,本领域技术人员根据本发明的基本思想,可以做出修改或改进,但只要不脱离本发明的基本思想,均在本发明的范围之内。
[0047]
如图1所示:一种大耕深旋耕刀表面喷涂重熔一体化加工方法,该加工方法步骤为:a、对旋耕刀表面预处理,去除表面的氧化物、露出基体材料;b、将旋耕刀装在变位机夹爪15上、并将高速电弧喷涂装置中的电弧喷枪10的喷嘴朝向旋耕刀且感应重熔装置中的感应线圈12套置在旋耕刀上;c、对露出基体材料的旋耕刀待喷涂的部位进行出油与清洗,保证旋耕刀表面充分洁净;d、能够沿着旋耕刀的设置方向行进的电弧喷枪10利用压缩空气将熔化的材料雾化成微熔滴喷涂到旋耕刀的表面上形成致密的涂层,且涂层和旋耕刀的基体之间为机械结合状态;e、在电弧喷枪10喷涂的同时,能够沿着旋耕刀的设置方向行进的感应线圈12对旋耕刀进行感应加热,利用涡流产生的热量瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合。
[0048]
如图2-7所示,该大耕深旋耕刀表面喷涂重熔一体化加工方法所采用的加工装置包括高速电弧喷涂装置和感应重熔装置,高速电弧喷涂装置中的电弧喷枪10和感应重熔装置中的感应线圈12沿着旋耕刀的设置方向依次布置、且喷嘴朝向旋耕刀的电弧喷枪10和套置在旋耕刀上的感应线圈12能够沿着旋耕刀的设置方向行进,旋耕刀通过变位机夹爪15的夹持安装于变位机14上,变位机14的底座安装在机床床身3上,旋耕刀能够在变位机14的带动下绕其轴线作旋转运动;电弧喷枪10分别通过正极线材19、负极线材20对应连接电弧电
源16的正极和负极、并利用压缩空气将熔化的材料雾化成微熔滴喷涂到旋耕刀的表面上形成涂层,且涂层和旋耕刀的基体之间为机械结合状态;电弧喷枪10对旋耕刀实现喷涂的同时,连接感应电源17的感应线圈12能够紧接喷涂步骤对旋耕刀进行感应加热、瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合;在该装置中,电弧喷枪10和旋耕刀之间的距离根据电弧电源16的间隙放电状态调整、感应线圈12所在的位置根据电弧喷枪10和旋耕刀之间的间隙位置适时调整。
[0049]
下面提供本发明的大耕深旋耕刀表面喷涂重熔一体化加工方法所采用的加工装置的一个具体实施例的结构形式。
[0050]
如图2-7所示:一种大耕深旋耕刀表面喷涂重熔一体化加工方法所采用的加工装置,该加工装置包括机床保护罩1、工作台2、机床床身3、第一滑动导轨4、第三滑动导轨5、电机6、丝杆7、主轴8、滑动导轨座9、电弧喷枪10、第二滑动导轨11、感应线圈12、工业机器人13、变位机14、变位机夹爪15、电弧电源16、感应电源17、线圈安装座18、正极线材19、负极线材20、喷枪接头21。沿y轴方向布置的第一滑动导轨4设置在机床床身3上、且设置在第一滑动导轨4上的工作台2能够在对应驱动机构的作用下沿着第一滑动导轨4的设置方向滑动行进,工作台2上设有沿x轴方向布置的第二滑动导轨11且第二滑动导轨11垂直于第一滑动导轨4设置;在第二滑动导轨11上设有竖直设置的滑动导轨座9且滑动导轨座9能够在对应驱动机构的作用下沿着第二滑动导轨11的设置方向滑动行进;滑动导轨座9上设有垂直于第一滑动导轨4和第二滑动导轨11设置的第三滑动导轨5,沿z轴方向布置的第三滑动导轨5上设置的主轴8能够在电机6的作用下沿着第三滑动导轨5的竖直上下滑动,主轴8的下端通过喷枪接头21连接电弧喷枪10;电弧喷枪10通过正极线材19连接电弧电源16的正极、负极线材20连接电弧电源16的负极。连接感应电源17的感应线圈12安装于线圈安装座18上并通过线圈安装座18连接于工业机器人13的机械臂末端上;旋耕刀通过变位机夹爪15的夹持安装于变位机14上,变位机14的底座安装在机床床身3上,旋耕刀在变位机14的带动下绕其轴线作旋转运动。
[0051]
使用时,电弧喷枪10在第一滑动导轨4上沿y轴方向行进,使电弧喷枪10的出口端移动至旋耕刀的正上方,之后电弧喷枪10在电机6的驱动下沿z轴方向作直线运动以调整电弧喷枪10和旋耕刀之间的距离;电弧喷枪10并利用压缩空气将熔化的材料雾化成的微熔滴、在旋耕刀的表面上形成涂层,并沿着x轴方向作直线运动。电弧喷枪10对旋耕刀实现喷涂的同时,在工业机器人13的带动下感应线圈12连接感应电源17紧接喷涂步骤沿x轴方向行进对旋耕刀进行感应加热,瞬间熔化旋耕刀的涂层和基体表层,使旋耕刀上的机械结合状态形成冶金结合;同时根据需要,旋耕刀在变位机14的带动下绕其轴线作旋转运动,使得该加工装置能够对旋耕刀弯扭复合的不规则轮廓进行整体性的喷涂重熔。
[0052]
实施例一
[0053]
如图1、图4、图5所示,本实施例提供的一体化加工方法的应用环境包括:用于固定旋耕刀工件的变位机14、通过喷枪接头21与数控机床的主轴8连接的电弧喷枪10、与正极线材19以及负极线材20相连的电弧电源16、通过线圈安装座18固定于工业机器人13上的感应线圈12、与感应线圈12通电的感应电源17。
[0054]
本实施例包括以下步骤:
[0055]
a、对旋耕刀表面进行预处理,手工打磨去除表面的氧化物,保证工件表面露出基
体材料65mn;
[0056]
b、在数控机床和工业机器人13的机械臂上分别集成高速电弧喷涂装置和感应重熔装置,并将旋耕刀装夹在与变位机14的变位机夹爪15上;
[0057]
c、对旋耕刀待喷涂的部位进行出油与清洗,保证旋耕刀表面充分洁净;
[0058]
d、利用高速电弧喷涂装置的电弧喷枪10对旋耕刀表面进行喷涂且电弧喷枪10能够沿着旋耕刀朝向的x轴方向行进,操作过程中,当镍基合金制成的正极线材19、负极线材20的端部相互接触时,产生的电弧熔融线材的端部,并借助压缩空气将熔融的材料雾化成的微熔滴,高速喷涂在旋耕刀的表面,从而形成致密的涂层与工件基体形成机械结合;
[0059]
e、对旋耕刀电弧喷涂的同时,在数控机床的控制系统中输入快速指令代码操作工业机器人13,数控机床与工业机器人13通过显示界面相互确定对方状态,感应线圈12通过线圈安装座18固定于工业机器人13的机械臂末端上,并通过连接感应电源17沿x轴方向行进对旋耕刀进行感应加热,由此可使喷涂操作与感应重熔操作同步进行,利用涡流产生的热量使预置在基体上的合金粉末达到熔融状态,使旋耕刀工件表面产生冶金结合。
[0060]
本发明的一体化加工方法采用电弧喷涂技术在大耕深旋耕刀表面进行喷涂形成涂层,在电弧喷涂的同时,感应线圈12通过连接感应电源17对旋耕刀进行感应加热,瞬间熔化旋耕刀表面的涂层和基体表层,消除旋耕刀工件由于电弧喷涂伴随的缺陷,细化例如涂层晶粒,使旋耕刀涂层和基体表层间形成冶金结合,使其达到优良的结合强度;同时对大耕深旋耕刀弯扭复合的不规则轮廓也具有极好的针对性;该工艺方法能够同步实现电弧喷涂和熔覆,不仅具有迫切的研究价值,也具有良好经济效益和工业应用潜力。
[0061]
以上实施例仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明保护范围之内;本发明未涉及的技术均可通过现有技术加以实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1