一种加工性能良好的电机轴用高强韧无缝钢管及其制造方法与流程
本发明涉及一种钢管及其制造方法,尤其涉及一种无缝钢管及其制造方法。
背景技术:
1、近年来,在减碳减污的大背景下,电动车的产销量开始突飞猛进,市场和用于对于电动车自身轻量化的要求也变的越来越苛刻。为了达到最大程度的轻量化,除主车身采用高强度钢、轻质材料外,在整车重量中占比较小的零部件如电机轴等车辆结构件也开始逐渐纳入减重行列,行业内利用空心管材来替代实心棒材和锻材已是大势所趋。
2、在现有技术中,电动车电机轴等零部件承担着向驱动轮传递电机转矩的功能,是非常重要的安全部件。由于电机轴高速运转,电机轴在实际使用时不仅承受着极大的扭转力矩,其还承受着来自车轮的牵引力、制动力等,例如:纵向力、侧向力、垂直力和震动冲击力。因此,面对如此苛刻的使用要求,在实际制备电机轴时,行业内通常要求材料具有较高的强度、塑性,以确保获得充分的抗扭转、抗疲劳的性能。
3、此外,因为各类车型所存在的不同,不同电机轴需要通过整体冷挤压、切削加工等加工过程才能获得所需的高速旋转条件下的抗扭、抗疲劳性能。因此,在设计这类电机轴用钢时,在考虑高强韧性、高疲劳性能的同时,还必须兼具良好的冷加工性能。
4、例如:公开号为cn104962838a,公开日为2015年10月07日,名称为“一种高强度钢、汽车传动半轴用高强塑无缝钢管及其制造方法”的中国专利文献公开了一种高强度钢、汽车传动半轴用高强塑无缝钢管及其制造方法,其化学成分为:c:0.07~0.15%,si:0.1~1.0%,mn:2.0~2.6%,ni:0.05~0.6%,cr:0.2~1.0%,mo:0.1~0.6%,b:0.001-0.006%,cu:0.05~0.50%;al:0.015~0.060%;nb:0.02-0.1%;v:0.02-0.15%。在该技术方案中,钢管采用的是低c设计,其所制备的成品强度偏低,但有利于焊接,比较适合搅拌摩擦焊生产的汽车半轴。
5、又例如:公开号为cn1388834a,公开号为2003年1月1日,名称为“一种冷加工性能和高频淬硬性能出色的高碳钢管及其制造方法”的中国专利文献,公开了一种冷加工性能和高频淬硬性能出色的高碳钢管及其制造方法,其其公的化学成分质量百分比为:c 0.30~0.80%,si≤2%,mn≤3%。在该技术方案中,其是利用特殊的轧制技术,获得渗碳体小于1um的组织,从而改善钢材的冷加工性能和高频淬硬性能。
6、不同于上述现有的技术方案,为了解决现有技术中所存在的问题,本发明期望开发并获得一种新的高强韧无缝钢管及其制造方法,以用于制备电机轴。
技术实现思路
1、本发明的目的之一在于提供一种加工性能良好的电机轴用高强韧无缝钢管,该电机轴用高强韧无缝钢管通过合理的成分匹配及工艺设计,可以获得优异的力学性能,其在调质热处理前后均具有十分优异的力学性能,且调制热处理后的硬度可达到58hrc以上,强塑积(抗拉强度和延伸率的乘积)大于15000mpa%,能抵抗300kn以上的扭矩,其特别适用于制备承载高扭转载荷的电机轴类零部件,具有良好的推广前景和应用价值。
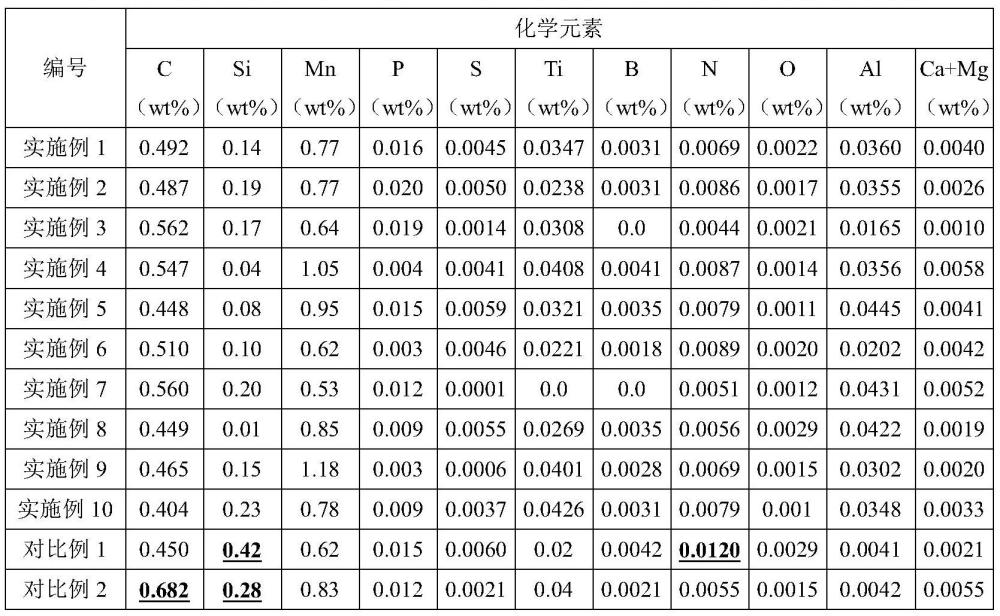
2、为了实现上述目的,本发明提供了一种加工性能良好的电机轴用高强韧无缝钢管,其含有fe和不可避免的杂质元素,其还含有质量百分含量如下的下述各化学元素:
3、c:0.40~0.60%,0<si≤0.25%,mn:0.5~1.2%,ti≤0.045%,b≤0.0045%,n:0.0040~0.009%,al:0.015~0.045%,ca+mg:0.001~0.006%。
4、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,其各化学元素质量百分比为:
5、c:0.40~0.60%,0<si≤0.25%,mn:0.5~1.2%,ti≤0.045%,b≤0.0045%,n:0.0040~0.009%,al:0.015~0.045%,ca+mg:0.001~0.006%;余量为fe和不可避免的杂质。
6、在本发明所述的电机轴用高强韧无缝钢管中,各化学元素的设计原理如下所述:
7、c:在本发明所述的电机轴用高强韧无缝钢管中,c元素含量的提高有利于提高材料的强度和抗疲劳性能,但钢管中的c元素含量也不宜过高,当c元素含量过高时,会导致材料的韧塑性下降,不利于冷加工,且容易出现加工裂纹、脱碳严重等质量问题。因此,在本发明所述的电机轴用高强韧无缝钢管中,为保证材料的淬火硬度和淬硬性,将c元素的质量百分含量控制在0.40~0.60%之间,从而既保证材料的淬透性、又降低了淬裂敏感性,其可以确保钢材的冷加工性能。
8、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将c元素的质量百分含量控制在0.45~0.55%之间。
9、si:在本发明所述的电机轴用高强韧无缝钢管中,si元素对冷加工性能影响较大,钢管中的si元素含量越低,则钢管的冷加工性能越好。一般情况下,si是钢在冶炼脱氧后的残余元素,如果要求钢中具备较低含量的si,则需要改变钢水冶炼过程中的脱o方式,因此需要通过综合控制al和ca含量来确保脱氧水平,并确保对应的非金属夹杂物对钢材的抗疲劳性能无不利影响。基于此,在本发明所述的电机轴用高强韧无缝钢管中,将si元素的质量百分含量控制为0<si≤0.25%。
10、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将si元素的质量百分含量控制为0<si≤0.20%。
11、mn:在本发明所述的电机轴用高强韧无缝钢管中,提高mn元素的含量,可以提高材料的强度,且mn能够稳定p、s元素,避免低熔点硫化物的形成,提高材料的热加工性能。为了实现上述效果,钢中mn元素含量不宜过低,当钢中mn元素含量过低时,则不能很好的稳定p、s元素,达不到所需的效果;同时,钢中mn元素含量也不宜过高,钢中mn元素含量过高时,会导致冷加工形变硬化严重,并加剧模具磨损。因此,考虑到mn元素含量对于钢材性能的影响,在本发明所述的电机轴用高强韧无缝钢管中,将mn元素的质量百分含量控制在0.5~1.2%之间。
12、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将mn元素的质量百分含量控制在0.6~1.0%之间。
13、ti:在本发明所述的电机轴用高强韧无缝钢管中,适量的ti元素可以改善钢的淬硬性,ti元素能够与c和n元素一起可以起到细化晶粒的作用,但钢中ti元素的含量不宜过高,过高含量的ti可能导致冶炼连铸困难。因此,在本发明所述的电机轴用高强韧无缝钢管中,将ti元素的质量百分含量控制为ti≤0.045%。
14、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将ti元素的质量百分含量控制在0.02~0.04%之间。
15、b:在本发明所述的电机轴用高强韧无缝钢管中,适量的b含量可以改善钢的淬透性和塑性,但过高含量的b元素可能会导致钢材的高温脆性。因此,在本发明所述的电机轴用高强韧无缝钢管中,将b元素的质量百分含量控制为b≤0.0045%。
16、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将b元素的质量百分含量控制在0.002~0.004%之间。
17、n:在本发明所述的电机轴用高强韧无缝钢管中,将n控制在适量范围,使得其可以与ti、b元素一起细化晶粒,从而改善材料的性能。因此,在本发明所述的电机轴用高强韧无缝钢管中,将n元素的质量百分含量控制在0.0040~0.009%之间。
18、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将n元素的质量百分含量控制在0.0045~0.0085%之间。
19、al:在本发明所述的电机轴用高强韧无缝钢管中,al是冶炼过程中脱氧剂,其能够与si等元素一起确保钢种的脱氧效果,保证钢质纯净度,从而保证材料的抗疲劳性能。但需要注意的是,钢中al元素含量也不宜过高,当钢中al元素含量过高时,可能导致异常氧化铝夹杂物的产生。因此,为发挥al元素的有益效果,在本发明所述的电机轴用高强韧无缝钢管中,将al元素的质量百分含量控制在0.015~0.045%之间。
20、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将n元素的质量百分含量控制在0.015~0.035%之间。
21、ca、mg:在本发明所述的电机轴用高强韧无缝钢管中,适量的ca、mg可以改善非金属夹杂物形状和性能,从而改善材料的疲劳性能等。因此,在本发明所述的高强韧易切削电机轴用无缝钢管中,为发挥ca、mg元素的有益效果,发明人可以考虑向钢中添加ca和/或mg元素,其需要将ca、mg元素的质量百分含量之和“ca+mg”控制在0.001~0.006%之间。
22、当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步优选地将ca、mg元素的质量百分含量之和“ca+mg”控制在0.001~0.004%之间。
23、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,在不可避免的杂质中,p≤0.020%,s≤0.008%,o≤0.0030%。
24、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,在不可避免的杂质中,p≤0.015%,s≤0.005%,o≤0.0025%。
25、在本发明所述的电机轴用高强韧无缝钢管中,p元素和s元素均为钢管中的杂质元素,在技术条件允许情况下,为了获得性能更好且质量更优的管材,应尽可能降低电机轴用高强韧无缝钢管中杂质元素的含量。
26、在本发明中,p、s均是钢铁原辅料或生产过程中引入的杂质元素,p元素可使晶界脆化,使材料的韧性和加工性能劣化;而s元素则可以配合形成低熔点的硫化物,从而导致钢材的加工性能以及本身的力学性能下降。
27、因此,在本发明中,必须严格地控制钢中p、s、o元素的含量,并控制为p≤0.020%,s≤0.008%,o≤0.0030%。当然,在一些优选的实施方式中,为了获得更优的实施效果,可以进一步控制p、s、o元素的含量满足:p≤0.015%,s≤0.005%,o≤0.0025%。
28、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,其各化学元素质量百分含量进一步满足下述各项的至少其中之一:
29、c:0.45~0.55%,
30、0<si≤0.20%,
31、mn:0.6~1.0%,
32、ti:0.02~0.04%,
33、b:0.002~0.004%,
34、n:0.0045~0.0085%,
35、al:0.015~0.035%,
36、ca+mg:0.001~0.004%。
37、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,其微观组织为铁素体+珠光体。
38、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,其经过调质热处理的微观组织为马氏体+体积相比例为1-25%残余奥氏体。
39、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,其屈服强度rp0.2≥400mpa,抗拉强度rm≥550mpa,延伸率a50≥22%。
40、进一步地,在本发明所述的电机轴用高强韧无缝钢管中,其经过调质热处理的性能满足:屈服强度rp0.2≥1000mpa,抗拉强度rm≥1400mpa,延伸率a50≥5%,其硬度≥58hrc,强塑积大于15000mpa%,抗扭转性能≥300kn。
41、相应地,本发明的另一目的在于提供上述的电机轴用高强韧无缝钢管的制造方法,该制造方法对工艺进行了优化设计,其制造过程简便且易于实施,可以有效制备本发明上述的电机轴用高强韧无缝钢管,具有十分良好的应用前景。
42、为了实现上述目的,本发明提出了上述的电机轴用高强韧无缝钢管的制造方法,其包括步骤:
43、(1)制得管坯;
44、(2)加热、穿孔、热轧和张减;
45、(3)中间热处理:将热轧管料在650~800℃温度区间进行退火,保温时间为20~80min;
46、(4)冷拔;
47、(5)成品热处理:在750~820℃温度区间进行正火,保温时间为20~60min,以获得铁素体+珠光体组织。
48、在本发明上述技术方案中,在步骤(1)的管坯制造过程中,操作人员可以具体利用电炉或转炉冶炼+精炼浇注成管坯,并具体利用连铸切割到得到所需尺寸的管坯。为了满足汽车电机轴对钢管尺寸精度以及冷加工过程对表面状态的要求,须对步骤(1)所得热轧管料进一步中间热处理,并冷拔至所需规格和尺寸精度,再进一步成品热处理,最终获得冷冷加工性能良好的成品原料。
49、需要说明的是,在上述步骤(3)中,在中间热处理工艺时,控制热轧管料在650~800℃温度区间进行退火,并保温20~80min,可以确保后续步骤(4)的冷拔过程的顺利进行。
50、另外,在本发明上述步骤(5)的成品热处理中,需要将上述步骤(4)所制备的冷拔管料在750~820℃温度区间进行正火,保温20~60min,并控制炉内气氛,保证无全脱碳(即钢管表面无全铁素体组织区),半脱碳深度≤150μm。在该技术方案中,其通过控制正火温度和冷却方式的配合,可以确保钢管获得铁素体+珠光体组织,从而获得强度和韧性均满足冷加工要求的正火管。
51、进一步地,在本发明所述的制造方法中,在步骤(2)中,将管坯在1210~1280℃加热保温30~150min。
52、进一步地,在本发明所述的制造方法中,在步骤(2)中,控制穿孔温度为1150~1250℃。
53、进一步地,在本发明所述的制造方法中,在步骤(2)中,控制热连轧温度为1000~1200℃。
54、进一步地,在本发明所述的制造方法中,在步骤(2)中,控制张减温度为950~1000℃。
55、相较于现有技术,本发明所述的电机轴用高强韧无缝钢管及其制造方法具有如下所述的优点以及有益效果:
56、在本发明中,发明人通过合理的成分匹配及工艺设计,可以获得一种全新的电机轴用高强韧无缝钢管,该电机轴用高强韧无缝钢管在经过成品热处理后获得的微观组织为铁素体+珠光体,而在进一步进行调质热处理后的微观组织为马氏体+体积相比例为1-25%残余奥氏体。
57、本发明所制备的这种电机轴用高强韧无缝钢管在成品状态下的rp0.2≥400mpa,抗拉强度rm≥550mpa,延伸率a50≥22%;但这种电机轴用高强韧无缝钢管在进一步进行调质热处理后,其强度可以获得明显提升,其屈服强度rp0.2≥1000mpa,抗拉强度rm≥1400mpa,延伸率a50≥5%,且调制热处理后的硬度可达到58hrc以上,强塑积(抗拉强度和延伸率的乘积)大于15000mpa%,能抵抗300kn以上的扭矩,其特别适用于制备承载高扭转载荷的电机轴类零部件,具有良好的推广前景和应用价值。
- 还没有人留言评论。精彩留言会获得点赞!