高焊接性能700MPa级稀土高强结构钢及其生产方法与流程
高焊接性能700mpa级稀土高强结构钢及其生产方法
技术领域
1.本发明属于稀土高强钢生产技术领域,具体涉及一种高焊接性能700mpa级稀土高强结构钢及其生产方法。
背景技术:
2.随着工业技术的快速发展,钢结构件逐渐向大型化和轻量化发展,对钢铁材料的要求体现在高强度、高韧性等方面。高强钢强度的提升依靠添加nb、v、ti等合金元素,并匹配相应的控轧控冷及热处理工艺。目前高强钢广泛应用于高层建筑、输油管道、海洋平台、压力容器和工程机械等领域,而这些应用领域的构件逐渐趋向于复杂化,通常由大量简单的构件焊接而成,因此高强钢的应用推广极大受限于材料本身的焊接加工性能。但是,高强钢中合金元素的添加虽然保证了材料本身的强度,但是较高的合金含量极大的影响了材料的焊接性能,主要表现在焊接热影响区的性能劣化。
3.现阶段改善焊接热影响区的手段主要有两大类,一方面通过性能的改善提高材料本身的焊接性能,另一方面通过低焊接热输入、焊前预热及焊后处理的焊接工艺改善焊接热影响区力学性能。但是采用焊接工艺改善热影响区力学性能的工序复杂、生产效率低、成本高。
4.中国专利公开号cn109930070a的文献,其公开了一种利用稀土提高低碳当量钢板焊接热影响区韧性的方法,但是母材强度在490mpa左右,焊接热输入量较大,冲击功偏低。中国专利公开号cn111893240a的文献,其公开了一种利用稀土提高nb、ti微合金钢焊接性能的方法,通过微合金化提升了钢板强度,其强度能够达到700mpa及以上,但是在热处理阶段的淬火及回火温度温度值较高,能耗较大。中国专利公开号cn112626423a的文献,其公开一种提高稀土高强钢焊接性能的生产工艺,其强度可达700mpa,生产成本低,但是其焊接评测过程中焊前需要预热至60℃,在焊接方面增加了使用成本,实际作业效率受影响。
5.为了适应工程机械、建筑构件的大型化和复杂化趋势,满足重大装备和工程对高强结构钢的强度、韧性和焊接性能的要求,急需开发一种良好焊接性能和强韧性的高强度钢板。
技术实现要素:
6.本发明提供了一种高焊接性能700mpa级稀土高强结构钢及其生产方法。采用低碳设计,以及轧后超快冷工艺等合理的生产工序,在保证钢板强度的同时,提高钢板的冲击韧性。
7.为了解决上述技术问题,本发明采用如下的技术方案:高焊接性能700mpa级稀土高强结构钢,所述高强结构钢的化学成分质量百分比为c:0.05~0.11%,si:0.15~0.3%,mn:1.25~1.55%,p≤0.0015%,s≤0.005%,cr:0.15~0.35%,mo:0.1~0.3%,nb:0.015~0.035%,v:0.02~0.06%,ti:0.01~0.035%,cu:0.25~0.45%,ni:0.125~0.225%,b:0.0015~0.0025%,ce:0.002~0.008%,als:0.025~0.045%,其余为fe和其他不可避免的杂质。
8.本发明所述高强结构钢的化学成分质量百分比为c:0.07~0.10%,si:0.2~0.3%,mn:1.35~1.50%,p≤0.0015%,s≤0.005%,cr:0.2~0.3%,mo:0.2~0.3%,nb:0.020~0.030%,v:0.02~0.04%,ti:0.02~0.030%,cu:0.30~0.40%,ni:0.15~0.20%,b:0.0015~0.0025%,ce:0.004~0.006%,als:0.025~0.045%,其余为fe和其他不可避免的杂质。
9.本发明所述高强结构钢的化学成分质量百分比为c:0.08%,si:0.25%,mn:1.50%,p≤0.0015%,s≤0.005%,cr:0.25%,mo:0.25%,nb:0.025%,v:0.03%,ti:0.025%,cu:0.40%,ni:0.20%,b:0.0020%,ce:0.005%,als:0.025%,其余为fe和其他不可避免的杂质。
10.本发明所述高强结构钢的母材屈服强度≥700mpa,抗拉强度≥810mpa,延伸率≥15%,-20℃纵向冲击功≥180j。
11.本发明所述高强结构钢采用mag焊接工艺,无需预热,焊缝处的低温冲击功≥100j,热输入量优选为25kj/cm。
12.本发明还提供一种上述高焊接性能700mpa级稀土高强结构钢的生产方法,所述生产方法包括转炉冶炼、lf精炼、rh精炼、连铸、热轧、超快冷、回火处理工序;所述超快冷工序,钢板的开冷温度740~830℃,冷却速率≥25℃/s,终冷温度≤200℃;所述回火处理工序,回火温度为580~630℃,回火后钢板空冷。
13.本发明所述转炉炼钢工序:铁水入转炉温度≥1300℃,转炉终点p≤0.015%,s≤0.008%,吹氧冶炼。
14.本发明所述lf精炼工序:采用氧化物冶金技术对钢液造渣和脱硫,出钢氧含量≤0.002%,s≤0.003%,温度≥1580℃;所述rh精炼工序:rh真空处理时间≥23min,然后加入稀土ce合金,稀土ce合金加入后保证真空循环时间≥15min,吹氩搅拌时间≥8min。
15.本发明所述连铸工序:浇铸温度≥1525℃,连铸过程中保证氩气吹扫压力为0.5mpa,连铸坯厚度230mm。
16.本发明所述热轧工序,采用两阶段控轧,第一阶段开轧温度≥1130℃,终轧温度≥950℃,累计压下率65%~72%;第二阶段开轧温度850~920℃,终轧温度800~870℃,单道次压下率≥14%。
17.本发明为了保证钢板的综合力学性能和焊后焊缝处的低温韧性,各元素的有益效果如下:c:强化钢板性能,但是碳含量过高会降低钢板的焊接性,为了防止无预热焊接时出现的冷裂纹,应当避免高碳含量带来的较多硬质脆性相产生。
18.si:固溶强化提高钢的强度,硬度,避免过高含量带来的塑性和表面质量劣化。
19.mn:强韧化常规元素,能够降低奥氏体向铁素体转变温度,细化热轧态铁素体晶粒尺寸,但是过高易导致焊接热影响区裂纹敏感性。
20.cr、mo和b:固溶强化元素和强碳化物形成元素,提高钢的淬透性,但是过高成本增加,同时降低晶界强度,显著降低钢板的低温脆性。
21.nb、v和ti:复合微合金设计,有利于析出强化,细化晶粒,提高钢的强度和韧性,并利用nb与b的综合作用提高析出强化和晶界偏聚。
22.cu:回火工艺中析出细小的,以析出强化的形式进一提高强度。
23.ni:再次保证低温冲击韧性,同时防止钢的热裂。
24.ce:稀土元素,基于氧化物冶金技术控制钢种夹杂物的种类、数量和尺寸,在焊接
过程中利用细小的夹杂物钉扎奥氏体晶界,抑制粗晶,促进针状铁素体生成。
25.本发明与现有技术相比,具有下列显著的优点和效果:1、本发明采用低碳设计,保证钢板良好的焊接性能,采用nb、v和ti的复合微合金化设计,提高强度和韧性,辅以cr、mo和b综合提高钢的淬透性,cu保证回火过程析出强化改善钢材性能,ni保证低温冲击韧性的同时防止钢的热裂,稀土元素ce保证良好的焊接组织,综合的到焊接性能和强韧性良好的高强钢。
26.2、本发明采用轧后超快冷工艺,在工序上能够有效降低能耗,效果上可以通过冷却速率的控制使得钢材最终组织为贝氏体+马氏体复相组织,其中贝氏体的切变转变能够在奥氏体晶界上形核并贯穿奥氏体晶粒,从而限制马氏体在较小区域内发生相变,细化马氏体组织且继承奥氏体加工过程中的高密度位错,提高强度。回火处理后使得贝氏体+马氏体组织粗化,原奥氏体晶界级板条束间析出碳化物,提高钢的冲击韧性。
27.3、本发明rh精炼过程中加入适量稀土ce元素,热轧和后处理采用tmcp技术配合超快冷+回火工艺得到具有良好的组织均匀性和低温韧性的700mpa级稀土高强钢,焊接后焊缝处低温冲击功≥100j,冲击性能良好。
具体实施方式
28.下面结合具体实施例对本发明作进一步详细的说明。
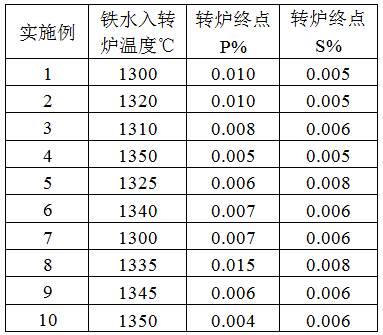
29.实施例1-10本发明高焊接性能700mpa级稀土高强结构钢生产工艺流程包括:转炉冶炼、lf精炼、rh精炼、连铸、热轧、超快冷、低温回火处理工序。具体操作步骤如下:(1)转炉炼钢工序,铁水入转炉温度≥1300℃,转炉终点p≤0.015%,s≤0.008%,吹氧冶炼。各实施例工艺参数控制见表1。
30.表1. 实施例1-10转炉炼钢工序参数(2)lf精炼工序,采用氧化物冶金技术对钢液造渣和脱氧,出钢氧含量≤0.003%,s≤0.003%,温度≥1580℃。各实施例工艺参数控制见表2。
31.表2. 实施例1-10lf精炼工序参数(3)rh精炼工序,rh真空处理时间≥23min,一般在15~18min后加入稀土ce合金,稀土合金加入后保证真空循环时间≥15min,吹氩搅拌时间≥8min。各实施例工艺参数控制见表3。
32.表3. 实施例1-10钢板化学成分及质量百分含量参数(4)连铸工序,连铸过程中保证氩气压力0.5mpa,浇铸温度≥1525℃,连铸坯厚度230mm。各实施例工艺参数控制见表4。
33.表4. 实施例1-10连铸工序参数
(5)热轧工序,采用两阶段控轧,第一阶段粗轧开轧温度≥1130℃,终轧温度≥950℃,累计压下率65%~72%;第二阶段精轧开轧温度850~920℃,终轧温度800~870℃,单道次压下率≥14%。各实施例工艺参数控制见表5。
34.表5. 实施例1-10热轧工序参数(6)超快冷工序,钢板的开冷温度740~830℃,冷却速率≥25℃/s,终冷温度≤200℃。各实施例工艺参数控制见表6。
35.(7)低温回火工序,低温回火温度为580-630℃,回火后钢板空冷。各实施例工艺参数控制见表6。
36.表6. 实施例1-10超快冷参数
表7为本发明实施例1-10钢板化学成分及质量百分含量。
37.表8为本发明实施例1-10钢板的力学性能数据。
38.表9实施例1-10钢板经过mag焊后性能评价。
39.表7. 实施例1-10钢板化学成分及质量百分含量表8. 实施例1-10钢板的力学性能数据列表
表9. 实施例1-10钢板经过mag焊后性能评价以上实施例仅用以说明而非限制本发明的技术方案,尽管参照上述实施例对本发明进行了详细说明,本领域的普通技术人员应当理解:依然可以对本发明进行修改或者等同替换,而不脱离本发明的精神和范围的任何修改或局部替换,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1