一种芯咀磨削装置及磨削方法与流程
1.本发明属于笔芯生产领域,特别是涉及一种芯咀磨削装置及磨削方法。
背景技术:
2.在铅笔芯生产过程中,常使用陶瓷芯咀磨具,目前行业中使用的芯咀均为人工磨制以及手工操作,对操作人员技术要求大,操作人员的工作量大,作业效率低,并且制作出的芯咀存在着尺寸精确度低以及光洁度低的缺点,产品的合格率低,不符合使用要求。
技术实现要素:
3.有鉴于此,本发明旨在提出一种芯咀磨削装置及磨削方法,以解决现有芯咀磨制对操作人员技术要求大以及作业效率低,并且制作出的芯咀存在着尺寸精确度低、光洁度低以及产品的合格率低的问题。
4.为实现上述目的,本发明采用以下技术方案:一种芯咀磨削装置,它包括芯咀固定装置、芯咀、高速磨头电机和自动滑台,所述芯咀固定装置沿自动滑台长度方向滑动设置在自动滑台上,所述芯咀转动设置在芯咀固定装置上,所述高速磨头电机间隔设置在芯咀固定装置一端,所述高速磨头电机靠近芯咀固定装置的一端转动设置有磨棒,所述磨棒与芯咀在同一水平面上并且相对设置。
5.更进一步的,所述芯咀固定装置包括自动滑板、芯咀托轮和压芯咀支架,所述自动滑板沿自动滑台长度方向滑动设置在自动滑台上,所述芯咀托轮转动设置在自动滑板上,所述芯咀与芯咀托轮连接,所述压芯咀支架一端转动设置在自动滑板上,另一端开合设置。
6.更进一步的,所述自动滑板上设置有伺服电机,所述伺服电机与芯咀托轮相连。
7.更进一步的,所述芯咀托轮的数量为两个,所述两个芯咀托轮分别设置在芯咀底部的两侧并与芯咀转动配合。
8.更进一步的,所述所述压芯咀支架上设有芯咀压轮,所述芯咀压轮与芯咀顶部转动配合。
9.更进一步的,所述自动滑台一端连接有滑台伺服电机。
10.更进一步的,所述自动滑台一侧设有前限位光电和后限位光电,所述前限位光电和后限位光电间隔设置。
11.更进一步的,所述自动滑台和高速磨头电机的底部设置有支架。
12.本发明还提供了一种芯咀磨削装置的磨削方法,它包括以下步骤:
13.步骤一:将芯咀装入到芯咀托轮上,压下闭合压芯咀支架将芯咀固定;
14.步骤二:启动伺服电机和高速磨头电机,其中伺服电机带动芯咀托轮转动,高速磨头电机带动磨棒旋转;
15.步骤三:启动滑台伺服电机,滑台伺服电机带动自动滑台运行,自动滑板带动芯咀固定装置向高速磨头电机处移动,此时磨棒与芯咀的内孔接触并进行磨削,待芯咀固定装置移动到前限位光电处后,芯咀固定装置自动退回至后限位光电处,再次移动到前限位光
电处,自动往复移动,直至芯咀磨削结束后停止。
16.与现有技术相比,本发明的有益效果是:
17.1、本发明有效的解决了目前人工磨制芯咀过程中的人工浪费,本装置操作简单,极大的减少了作业人员的工作量,减少了作业过程中休息次数,提高了作业效率;
18.2、本发明使用自动往复式磨削,使得磨削处理后的芯咀尺寸完全准确,光洁度完全符合产品使用要求,大幅度的提升了产品质量。
附图说明
19.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
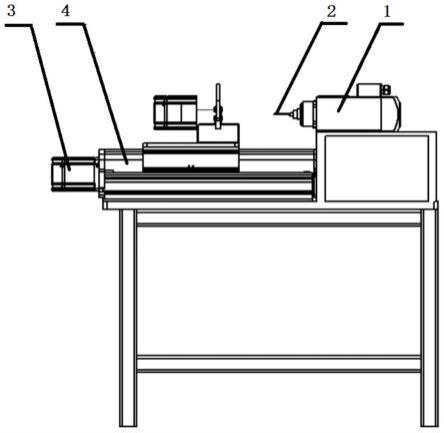
20.图1为本发明所述的一种芯咀磨削装置的整体结构的正视示意图;
21.图2为本发明所述的一种芯咀磨削装置的整体结构的左视示意图;
22.图3为本发明所述的一种芯咀磨削装置的整体结构的俯视示意图;
23.图4为本发明所述的一种芯咀磨削装置的芯咀固定装置的结构示意图。
24.1-高速磨头电机,2-磨棒,3-滑台伺服电机,4-自动滑台,5-压芯咀支架,6-芯咀托轮,7-芯咀,8-前限位光电,9-后限位光电,10-伺服电机。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地阐述。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
26.参见图1-4说明本实施方式,一种芯咀磨削装置,它包括芯咀固定装置、芯咀7、高速磨头电机1和自动滑台4,所述芯咀固定装置沿自动滑台4长度方向滑动设置在自动滑台4上,所述芯咀7转动设置在芯咀固定装置上,所述高速磨头电机1间隔设置在芯咀固定装置一端,所述高速磨头电机1靠近芯咀固定装置的一端转动设置有磨棒2,所述磨棒2与芯咀7在同一水平面上并且相对设置,所述芯咀固定装置包括自动滑板、芯咀托轮6和压芯咀支架5,所述自动滑板沿自动滑台4长度方向滑动设置在自动滑台4上,所述芯咀托轮6转动设置在自动滑板上,所述芯咀7与芯咀托轮6连接,所述压芯咀支架5一端转动设置在自动滑板上,另一端开合设置。
27.本实施例中所述自动滑台4一端连接有滑台伺服电机3,滑台伺服电机3控制自动滑台4以及芯咀固定装置的运行。
28.本实施例中所述芯咀托轮6的数量为两个,所述两个芯咀托轮6分别设置在芯咀7底部的两侧并与芯咀7转动配合。
29.本实施例中所述压芯咀支架5上设有芯咀压轮,所述芯咀压轮与芯咀7顶部转动配合,芯咀压轮与芯咀托轮6对芯咀7进行限位。
30.本实施例中所述自动滑台4一端连接有滑台伺服电机3。
31.本实施例中所述自动滑台4一侧设有前限位光电8和后限位光电9,所述前限位光电8和后限位光电9间隔设置,前限位光电8和后限位光电9均对芯咀固定装置的运行位置进行限位,使得芯咀固定装置在前限位光电8和后限位光电9之间往复运动实现芯咀7的磨削。
32.本实施例中所述自动滑台4和高速磨头电机1的底部设置有支架,支架支撑本实施例中所述装置在工作平台上进行工作。
33.本实施例有效的解决了目前人工磨制芯咀过程中的人工浪费,本装置操作简单,极大的减少了作业人员的工作量,单日产量由50个提升至70个,减少了作业过程中休息次数,提高了作业效率。
34.本实施例使用自动往复式磨削,使得磨削处理后的芯咀7尺寸完全准确,光洁度完全符合产品使用要求,大幅度的提升了产品质量。
35.本实施例还提供了上述芯咀磨削装置的磨削方法,它包括以下步骤:
36.步骤一:将芯咀7装入到芯咀托轮6上,压下闭合压芯咀支架5将芯咀7固定;
37.步骤二:启动伺服电机10和高速磨头电机1,其中伺服电机10带动芯咀托轮6转动,高速磨头电机1带动磨棒2旋转;
38.步骤三:启动滑台伺服电机3,滑台伺服电机3带动自动滑台4运行,自动滑板带动芯咀固定装置向高速磨头电机1处移动,此时磨棒2与芯咀7的内孔接触并进行磨削,待芯咀固定装置移动到前限位光电8处后,芯咀固定装置自动退回至后限位光电9处,再次移动到前限位光电8处,自动往复移动,直至芯咀7磨削结束后停止。
39.以上公开的本发明实施例只是用于帮助阐述本发明。实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1