可调整环状坯件轴向尺寸的离心喷射成形装置
1.本发明属于金属喷射沉积领域,具体涉及一种可调整环状坯件轴向尺 寸的离心喷射成形装置。
背景技术:
2.随着机械制造行业、石化行业、风电行业、锅炉等行业的发展,与其 相关的环状零部件在规格尺寸、服役条件、技术指标等方面的要求不断增 加。例如轴承一般是设备中的关键部件,对具有环状结构的轴承套圈来说, 要求其结构尺寸精度高且具有优异的强韧性、耐磨、抗疲劳、耐低温等综 合性能。当前国内制造环状坯件的方法大都是铸造而成,铸造依靠液体的 流动,熔体在凝固时还会出现坯料的缩松、缩孔缺陷,坯件性能较差,尤 其是针对大型环状铸造工艺的强度低、寿命短、周期长、成本高、质量差 等不足之处尤为突出。
3.针对环状坯件铸造过程中的问题,出现了离心喷射成形法,该方法将 熔融金属或合金在惰性气氛中借助机械离心雾化形成颗粒,并直接喷到较 冷的模具上,产生撞击、粘接、凝固而形成沉积物,沉积物可通过各种致 密化加工得到性能优异的材料。
4.但现有的离心喷射成形技术未见其在环状坯件的轴向尺寸上能进行调 节,当需要制备不同轴向尺寸的工件时,需要替换不同的模具,不利于生 产和使用。
技术实现要素:
5.本发明的目的在于提供一种可调整环状坯件轴向尺寸的离心喷射成形 装置,使得同一模具能够适用于多种轴向尺寸的工件的之制备,满足生产 使用的需求。
6.本发明的目的及解决其技术问题是采用以下技术方案来实现的。依据 本发明提出的一种可调整环状坯件轴向尺寸的离心喷射成形装置,其包括 环状模具和离心雾化器,所述环状模具能够在驱动装置的驱动下做轴向往 复运动,且该环状模具上部内侧还设有用于对坯件上端面进行挡止定位的 调整装置,该调整装置包括外径与环状模具内径一致的环状挡板,该环状 挡板通过调整螺栓固定在环状模具内,该环状挡板还能够通过调整螺栓调 整其在环状模具内的轴向位置,从而实现对环状模具轴向尺寸的调整。
7.本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
8.前述的可调整环状坯件轴向尺寸的离心喷射成形装置,其中所述的调 整螺栓通过压板实现与环状模具上端的固定。
9.前述的可调整环状坯件轴向尺寸的离心喷射成形装置,所述压板一端 固定在环状模具上端面上,另一端悬在环状模具的内孔处并与调整螺栓固 接。
10.前述的可调整环状坯件轴向尺寸的离心喷射成形装置,所述压板沿其 长度方向间隔分布有两个定位孔,其中一个定位孔与固定螺栓配合将该压 板固定在环状模具的外翻沿上,另一个定位孔则被调整螺栓穿过,旋紧在 该调整螺栓上的螺母压紧在压板上。前述的可调整环状坯件轴向尺寸的离 心喷射成形装置,其中所述的环状模具在驱动装置的
驱动下还能够进行旋 转运动。
11.前述的可调整环状坯件轴向尺寸的离心喷射成形装置,其中所述的环 状挡板外径和内径之间的间距不小于拟制备的工件的厚度。
12.前述的可调整环状坯件轴向尺寸的离心喷射成形装置,其中所述的离 心雾化器包括离心盘和连接套,所述离心盘用于承载金属液体的盘面下方 形成有空腔;所述连接套能够向离心盘传递旋转动力并具能够使离心盘的 空腔内充满流动的冷却水,且当金属液体在盘面上凝固形成的固体层厚度 达到设定值时,空腔内的冷却水能够与固体层上方的金属液体建立稳态热 传导。
13.前述的可调整环状坯件轴向尺寸的离心喷射成形装置,在当冷却水与 金属液体建立稳态热传导时,离心盘和固体层之间存在以下关系:
[0014][0015]
其中,k
金
为固体层金属的热导率,k
盘
为离心盘的热导率,h
金
为固体层 金属的设定厚度,h
盘
为离心盘盘面厚度,t
熔
为金属熔点温度,t
固
为固体层 与离心盘盘面之间温度,t
水
为冷却水的最高温度。
[0016]
前述的可调整环状坯件轴向尺寸的离心喷射成形装置,冷却水的流量 通过以下公式计算:
[0017]
根据导热公式对冷却水的流量进行量化,
[0018][0019]
其中,ρ
水
为冷却水的密度,c
水
为冷却水的比热容,q
水
为冷却水的流 量,t0为冷却水的初始温度,s
盘
离心盘的表面积;
[0020]
计算离心盘面积,
[0021][0022]
其中,d
盘
为离心盘直径;
[0023]
将公式(2)代入公式(1)得到冷却水流量。
[0024]
前述的可调整环状坯件轴向尺寸的离心喷射成形装置,液态金属的流 量可由下式获得: 0.5ρ
金c金q金
△
t=ρ
水c水q水
(t
水-t0)
[0025]
其中,ρ
金
为金属的密度,c
金
为金属的比热容,q
金
为金属的流量,
△
t为 金属的过热度。
[0026]
本发明与现有技术相比具有明显的优点和有益效果。借由上述技术方 案,本发明可达到相当的技术进步性及实用性,并具有产业上的广泛利用 价值,其至少具有下列优点:
[0027]
本发明使用螺栓、螺母将压板固定到环状模具上,调节装置通过压板 实现与模具连接,环状工件的轴向尺寸可以通过高度可调装置来实现。
[0028]
本发明可达到如下积极效果:本发明有效的保证了离心喷射成形环状 坯件轴向尺寸的要求,可以丰富离心喷射成形环状结构坯料的尺寸规格, 降低劳动强度,节省工装制造费用,提高了喷射成形设备的利用率,同时, 该方法具有近净成形、结构紧凑、操作方
便、适应场合多、安全高效等优 点。
[0029]
此外,本发明离心雾化器的离心盘采用水冷降温方式进行冷却,使其 熔融金属在离心盘表面形成一层薄薄的金属固体层,这样液态金属就不会 侵蚀离心盘,而且可以消除离心盘对熔融金属液体的污染,能够增强金属 雾化颗粒的润湿性,使雾化颗粒的直径更小。本发明能够通过冷却水的流 量控制离心盘表面凝固的固体层的厚度,进而对离心喷射的金属流量进行 量化,在冷却水流量、金属流量、离心盘厚度之间建立一个平衡过程来达 到保护离心盘的目的,同时为设计离心盘尺寸、冷却水进出口尺寸提高了 量化依据。
附图说明
[0030]
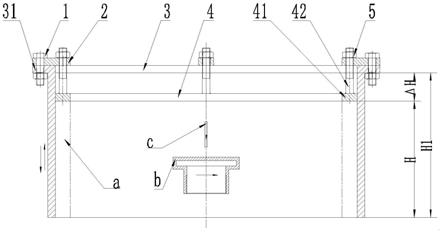
图1为一种可调整环状坯件轴向尺寸的离心喷射成形装置的结构示意 图;
[0031]
图2为本发明工件成形时的示意图;
[0032]
图3为调整装置示意图;
[0033]
图4为图3的仰视图;
[0034]
图5为环状模具示意图;
[0035]
图6为图5的仰视图;
[0036]
图7为压板示意图;
[0037]
图8为图7的仰视图;
[0038]
图9为离心盘结构示意图;
[0039]
图10为连接套的结构示意图;
[0040]
图11为连接套的仰视图;
[0041]
图12为离心盘降温示意图。
[0042]
【主要元件符号说明】
[0043]
1:固定螺栓
[0044]
2:压板
[0045]
3:环状模具
[0046]
4:调整装置
[0047]
5:螺母
[0048]
6:离心盘
[0049]
7:连接套
[0050]
8:固体层
[0051]
9:进水孔
[0052]
10:排水孔
[0053]
a:工件
[0054]
b:离心雾化器
[0055]
c:导流管
具体实施方式
[0056]
为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功 效,以下结合附图及较佳实施例,对依据本发明提出的可调整环状坯件轴 向尺寸的离心喷射成形装
置其具体实施方式、结构、特征及其功效,详细 说明如后。
[0057]
请参阅图1-12,其为本发明可调整环状坯件轴向尺寸的离心喷射成形 装置的各部分结构示意图,该离心喷射成形装置包括离心雾化器b和环状 模具3,所述离心雾化器b位于该环状模具3内且与该环状模具3同轴布置, 且所述环状模具3和离心雾化器b底部均连接有驱动装置,所述离心雾化 器b通过驱动装置做旋转运动,所述环状模具3则通过驱动装置做轴向往 复运动。在本发明实施例中,所述环状模具3还能够通过驱动装置做旋转 运动,即该环状模具3既能够绕离心雾化器b旋转,还能够同时相对离心 雾化器b做上下往复运动。
[0058]
所述环状模具3上端还设有调整装置4,该调整装置4包括环状挡板 41和沿周向分布在该环状挡板41上端端面上的若干调整螺栓42,该调整 装置4通过调节螺栓42固定在环状模具3内,且该调整装置4的环状挡板 41的外径与环状模具3的内径一致,且该调整装置4能够通过调节调整螺 栓42上端伸出环状模具3的长度调整环状挡板41在环状模具3内的轴向 位置。较佳的,所述环状挡板41在径向延伸的宽度,即该环状挡板41外 径和内径之间的间距不小于拟制备的工件a的厚度,即金属液在环状模具3 内侧聚集的厚度。所述调整装置4通过环状挡板41下端面对工件上端面的 挡止限位实现了对环状模具3轴向尺寸的调整。
[0059]
在本发明实施例中,所述调整装置4通过压板2实现在环状模具3内 上部的固定,所述压板2一端固定在环状模具3上端面上,另一端与调整 螺栓42连接。具体的,所述压板2沿其长度方向间隔分布有两个定位孔21, 其中一个定位孔与固定螺栓1配合将该压板2固定在环状模具3的外翻沿 31上,另一个定位孔21则与调整装置的调整螺栓42正对,由下向上移动 调整装置4,使得调整螺栓42穿过定位孔21伸出环状模具3,旋紧在该调 整螺栓42上的螺母5压紧在压板上表面,实现调整螺栓42与压板之间的 固定连接。较佳的,所述调整螺栓42上设有两个螺母5,一个螺母5位于 压板上方,另一个螺母5位于压板2下方,且两个压板5均压紧在压板上, 以增强调整螺栓42和压板之间的固定。在该实施例中,所述固定螺栓1通 过两个螺母实现压板和外翻沿31的固定,其中一个螺母压紧在压板上,另 一个螺母压紧在外翻沿底部。
[0060]
工作时,由于环状模具3高度h1已知,为满足环状工件a的高度h要 求,仅需调整高度可调装置4上调整螺栓和螺母5,使调整螺栓位于环状模 具中的长度增大,当高度调节值
△
h(即调整螺栓在环状模具中的长度)满 足工件a的高度h需求时,即h=h1‑△
h,锁死螺母5,以防离心喷射成形 设备在工作中由于振动等原因造成高度调节值
△
h发生变化。工件a的高度 h调整好之后,启动离心雾化器b,然后熔融金属从导流管c中流到离心雾 化器b的表面,在离心雾化器b表面上的熔融金属在离心力作用的喷射到 做上下往复运动的环状模具3上,此时环状模具3既做旋转运动又做上下 往复运动,并在环状模具3上产生撞击、粘接、凝固而形成环状工件a,喷 射成形结束后,将压板2和高度可调装置4从环状模具3上取下,然后取 出环状工件a。
[0061]
本发明所述的离心雾化器b包括离心盘6和连接套7,其中所述离心盘 6包括盘体61和支撑杆62,所述盘体61包括用于承载金属液体的盘面65 和形成于该盘面下方的第一空腔63,所述支撑杆62内具有沿轴向延伸且与 所述第一空腔63连通的第二空腔64,连接套7伸入该支撑杆62的第二空 腔64内并与该支撑杆62固接。该连接套7能够向第一腔体63和第二腔体 64内输送冷却水,并能够在盘面65上表面形成有设定厚度的金属固体层8 时与
该固体层8表面的液态金属建立稳态热传导,使得该固体层厚度保持 不变。
[0062]
在该实施例中,所述支撑杆62与连接套7之间通过螺纹实现连接固定; 所述盘体61和支撑杆62一体成形。所述离心盘6和连接套7同轴设置, 所述连接套7通过其他装置与驱动装置(如电机)连接,从而实现离心盘6 的旋转驱动。
[0063]
所述连接套7通过其上的进水孔9将新鲜冷却水送入第二空腔64和第 一空腔63,对盘面65进行冷却,该连接套7上还设有用于将第一空腔63 和第二空腔64内的冷却水排出,实现冷却水更换和循环的排水孔10。即该 连接套7能够为离心盘6提供稳定可靠的水冷系统,且在盘面65表面形成 的金属固体层8的厚度达到设定值时,该水冷系统与离心盘6表面承载的 液态金属建立稳态热传导,使得离心盘6表面由液态金属形成的固体层8 能够保持在设定的厚度,由液态金属形成的金属液膜底部与固定层8顶面 处的温度维持在金属的熔点,此时,金属液膜顶部表面的温度可保持在浇 注温度,由此使得固定层8厚度不会增加,也不会重新融化,使得该离心 盘6表面始终具有合适厚度的保护层,从而实现喷射高温金属或连续喷射 的目的。较佳的,所述固体层8的设定厚度为0.1-2mm。
[0064]
在该实施例中,所述进水孔9有一个,位于连接套7中间位置且沿轴 向延伸,所述排水孔10有多个,其绕进水孔9均匀分布,且沿轴向延伸, 且进水孔9的直径远大于排水孔10的直径,进水孔9的直径等于所有排水 孔10直径的和。
[0065]
下面对离心盘稳态建立过程进行计算,根据一维稳态问题的传热过程 可知:
[0066][0067]
上式中,k
金
为凝固层金属的热导率,k
盘
为离心盘的热导率,h
金
为金属 凝固形成的固体层的设定厚度,一般为0.1-2mm,h
盘
为离心盘盘面的厚度, t
熔
为金属熔点温度,t
固
为固体层与离心盘盘面之间温度,一般比金属熔点 低100℃,t
水
为冷却水的最高温度,一般为75-95℃。
[0068]
通过一维稳态问题的传热过程可求得离心盘厚度h
盘
。
[0069]
在获得离心盘厚度后,根据导热公式对冷却水的流量进行量化。
[0070][0071]
上式中,ρ
水
为冷却水的密度,c
水
为冷却水的比热容,q
水
为冷却水的 流量,t0为冷却水的初始温度,一般为25℃,s
盘
为离心盘的表面积。
[0072][0073]
上式中,d
盘
为离心盘直径。
[0074]
在得到冷却水q
水
的流量,可计算在流速一定的情况下,冷却水进水孔 尺寸。
[0075]q水
=v
水s进
[0076][0077]
上式中,s
进
为进水孔9截面积,d
进
为进水孔9直径。
[0078]
[0079]
上式中,n为排水孔10的数量,d
出
为单个排水孔10的直径。
[0080]
在获得冷却水流量后,对通过导流管c流向离心盘6的金属流量进行 量化,假设液态金属热损为过热度的一半,等于冷却水带走的热量,那么 可知液态金属的流量可由下式获得。
[0081]
0.5ρ
金c金q金
△
t=ρ
水c水q水
(t
水-t0)
[0082]
上式中,ρ
金
为金属的密度,c
金
为金属的比热容,q
金
为金属的流量,
△
t 为金属的过热度,一般为100℃。
[0083]
基于上述计算,本发明能够通过冷却水的流量控制离心盘表面凝固的 固体层的厚度,进而对离心喷射的金属流量进行量化,在冷却水流量、金 属流量、离心盘厚度之间建立一个平衡过程来达到保护离心盘的目的,同 时为设计离心盘尺寸、冷却水进出口尺寸提高了量化依据。
[0084]
以下是一个具体的实施案例,说明冷却水流量、金属流量、离心盘厚 度、进水孔尺寸、排水孔尺寸的计算方式。
[0085]
已知离心盘6的直径60mm;冷却水流速为0.4m/s;离心盘材质为纯铜, 金属液流为铝液。
[0086]
根据一维稳态问题的传热过程可知:
[0087][0088]
上式中,k
金
为固体层金属的热导率,值为237w/(m
·
k);k
盘
为离心 盘的热导率,值为401w/(m
·
k);h
金
为固体层金属设定厚度,取值为1mm, h
盘
为离心盘盘面部分的厚度,t
熔
为金属熔点温度,值为660℃,t
固
为凝固 层与离心盘之间温度,值为560℃,t
水
为冷却水的最高温度,值为90℃。
[0089]
根据公式可求得离心盘厚度
[0090][0091]
离心盘表面积:
[0092][0093]
根据一维稳态导热,求得冷却水流量。
[0094][0095]
上式中,ρ
水
为水的密度,值为998kg/m3,c
水
为水的比热容,值为 4200j/kg
·
℃,q
水
为水的流量,t0为水的初始温度,值为25℃,s
盘
离心盘 的表面积,值为2.826
×
10-3
m2。
[0096]
冷却水流量:
[0097]
[0098]
液态金属流量:
[0099][0100]
冷却水进口尺寸:
[0101][0102][0103]
为了便于后续零件加工和计算,取冷却水进孔直径为30mm,
[0104]
选取排水孔数量为6个,那个每个排水孔直径为5mm
[0105][0106]
综上计算,直径为60mm的离心盘,冷却水流速为0.4m/s的情况下, 在金属液体的流量为5.36
×
10-4
m3/s,离心盘厚度应为8mm,冷却水进孔为 30mm,排水孔数量为6个,排水孔直径为5mm,可以在离心盘表面形成稳定 的1mm厚的固体层,有效保护离心盘不受烧蚀损坏,且能保证高效喷射成 形。
[0107]
在本发明实施例中,所述液态金属由导流管进入离心盘表面的同时冷 却水由连接套7进入离心盘6的腔体内,对离心盘进行冷却。
[0108]
以上所述,仅是本发明的较佳实施例而已,并非对本发明做任何形式 上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发 明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可 利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例, 但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施 例所做的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范 围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1