一种金刚石晶圆片的高效高精复合加工装备及方法与流程
1.本发明涉及金刚石加工技术领域,尤其涉及一种金刚石晶圆片的高效高精复合加工装备及方法。
背景技术:
2.目前,金刚石是集力、热、光、电、声等众多优异性能于一身的先进功能材料,是半导体、光学窗口、污水处理等众多产业急需的关键基础材料,应用前景广阔。cvd工艺制造的金刚石晶圆片往往存在弯曲和翘曲变形,造成晶圆片总厚度偏差过大,而且表面晶粒粗大且大小不一,造成表面极其粗糙,在使用之前必须对其表面进行平坦化加工和光整加工。但是,cvd金刚石硬度高、化学性质稳定,极难加工,目前cvd金刚石功能材料市场尚未成熟,仍处于市场培育阶段,其中如何实现cvd金刚石的高效高精加工成为亟需解决的关键技术难题。
3.传统的机械研磨抛光工艺不仅效率低,而且容易造成cvd金刚石晶圆片表面损伤甚至破碎,金刚石晶圆片尺寸越大,加工难度和损伤破片风险越大。激光加工cvd金刚石晶圆片,具有无接触应力、无破片风险、变质影响区域小、材料去除率高等优势,但是,cvd金刚石片的精密平坦化加工和光整加工对激光加工设备的光学镜片性能、激光光束质量、运动部件精度要求很高,而且加工工艺复杂,造成激光加工成本高、性价比低。
4.申请号cn201811415381.4的专利,公开了一种激光辅助抛光cvd金刚石的方法,利用激光粗抛、机械精抛分开的两道工序实现cvd金刚石表面抛光,解决激光抛光易产生石墨化层、机械抛光效率低的问题,但是,该方法两道工序无法同步进行,降低了效率,且仅适用于金刚石表面的光整加工,无法满足金刚石表面弯曲度、翘曲度、总厚度偏差等指标的加工要求。申请号cn201910847236.1的专利,公开了一种激光原位辅助单晶金刚石典型晶面的研磨方法,利用激光束沿单晶金刚石透光面的难磨方向射入,使单晶金刚石研磨面难磨方向的硬度发生软化,从而提高研磨盘的研磨效率,但是,该方法仅适用于单晶金刚石的研磨加工,无法适用于cvd金刚石晶圆片的高效高精加工。因此如何实现cvd金刚石晶圆片的高效率高精密平坦化加工及光整加工,使加工后的弯曲度、翘曲度、总厚度偏差、表面粗糙度等指标达到应用要求是亟需解决的问题。
技术实现要素:
5.本发明的目的是提供一种金刚石晶圆片的高效高精复合加工装备及方法,能够一体集成激光加工、研磨和抛光三道工序,复合加工、优势互补,突破cvd金刚石晶圆片的尺寸局限,针对不同尺寸不同类型的cvd金刚石晶圆片开展高效率高精密平坦化加工及光整加工,且使加工后的弯曲度、翘曲度、总厚度偏差、表面粗糙度等指标达到应用要求。
6.本发明采用的技术方案为:
7.一种金刚石晶圆片的高效高精复合加工装备,包括机架,所述机架包括底座和支撑架,所述支撑架固定设置于底座上,所述底座上装设有用于固定待加工件并能够在水平
面相互垂直方向上运动以及在水平面旋转的加工运动平台组件,所述支撑架上装设有激光加工组件、研磨组件、抛光组件和检测组件,其中,
8.所述激光加工组件包括激光发射装置、yz向双轴运动滑台、激光旋转轴,所述的yz向双轴运动滑台装在支撑架上,所述的激光发射装置通过激光旋转轴固定在yz向双轴运动滑台上,通过yz向双轴运动滑台和激光旋转轴的运动,可实现高能量激光束在待加工金刚石晶圆片表面聚焦,调节高能量激光束入射角以及激光光斑的水平y向直线往复式辐照;
9.所述研磨组件包括第一摆动架、第一下压气缸、研磨电主轴、研磨盘、研磨液过滤循环装置和柔性刮水板;所述的第一摆动架一端装在支撑架上且可绕自身旋转轴在水平面内做圆弧摆动;第一摆动架上固定第一下压气缸,第一下压气缸竖直向下设置,其活动端连接研磨电主轴,研磨电主轴的旋转轴连接水平设置的研磨盘,研磨盘由第一摆动架带动可运动至加工运动平台组件上方的研磨工位;所述的柔性刮水板固定在研磨电主轴的壳体上,且紧贴研磨盘的外侧设置;
10.抛光组件包括第二摆动架、第二下压气缸、抛光电主轴、碟形金刚石砂轮;所述的第二摆动架一端装在支撑架上,且可沿自身旋转轴在水平面内做圆弧摆动;第二摆动架上固定第二下压气缸,第二下压气缸竖直向下设置,其活动端连接抛光电主轴,抛光电主轴的旋转轴连接水平设置的碟形金刚石砂轮,金刚石砂轮由第二摆动架带动可运动至加工运动平台组件上方的抛光工位;
11.检测组件设置在加工运动平台组件的正上方,包括z向竖直位移滑台、线激光位移传感器,所述的线激光位移传感器垂直向下固定在z向竖直位移滑台上,用于扫描待加工金刚石表面,获得形貌高度位移数据;
12.所述研磨组件、抛光组件、检测组件均处于加工工位时,所述研磨盘、线激光位移传感器、碟形金刚石砂轮依次从研磨工位至抛光工位呈直线排布,且所述直线平行于x方向且与金刚石晶圆片旋转轴线垂直相交;所述柔性刮水板设置在研磨工位和抛光工位之间;所述激光加工组件的辐照区域位于研磨工位和抛光工位之间;
13.所述线激光位移传感器的输出端连接中央控制器的输入端,中央控制器的输出端分别连接激光发射装置、加工运动平台组件、激光加工组件、研磨组件、抛光组件、检测组件的控制输入端。
14.所述的加工运动平台组件包括水平面内的xy向二维水平运动平台、旋转载台、过渡载盘和真空吸附装置;所述xy向二维水平运动平台、旋转载台、过渡载盘由下到上依次设置,所述旋转载台上端面有气孔和气道,气孔和气道通过旋转接头连接真空吸附装置的吸气口;所述过渡载盘与旋转载台同轴心设置;所述的过渡载盘的上端面中央位置设置有用于放置待加工件的圆形凹槽,圆形凹槽内均匀分布有若干通孔,通孔与旋转载台上表面的气道相通;所述过渡载盘的圆形凹槽直径与待加工金刚石晶圆片直径相同,圆形凹槽深度小于待加工金刚石晶圆片厚度。
15.所述研磨盘的下盘面的边缘位置有圆环凸起,圆环凸起上设置网格状的导流槽,导流槽内均布若干导流孔,研磨盘内部设置液流通道,液流通道与所有导流孔相通,液流通道的另一端汇集至研磨盘的正中央总进液口并通过旋转接头、软管与研磨液过滤循环装置的出液口相通;
16.还包括有金属机壳,所述的金属机壳罩设在底座上,用于包裹保护。
17.本发明提供的一种金刚石晶圆片的高效高精复合加工方法包括以下步骤:
18.将待加工金刚石晶圆片放置于加工工位,获取金刚石晶圆片最高点位置信息以及表面平面度的面型精度结果;
19.设置激光入射角、激光加工功率、激光沿y向直线往复的速率以及金刚石晶圆片沿x向直线往复的速率、研磨盘转速和金刚石砂轮的转速、第一下压气缸和第二下压气缸的供气气压;
20.金刚石晶圆片沿x向以设定速率往复运动,激光发射装置沿y向按照设定速率做直线往复运动,高能量激光束以设定的入射角沿y向在金刚石晶圆片上直线往复式辐照,进行激光平坦化加工;
21.在激光作用下,研磨盘和金刚石砂轮按照各自设定转速匀速旋转,第一下压气缸和第二下压气缸下压进行研磨和抛光,实现进一步的高精研磨平坦化和光整抛光加工,加工过程中同时开启研磨液过滤循环装置;在加工过程中,对金刚石晶圆片的面型精度进行实时检测,中央控制器实时进行数据处理获得金刚石晶圆片当前加工面型精度;
22.金刚石晶圆片完成一次x向直线往复行程范围后,金刚石晶圆片自旋转一定角度,开始执行下一次x向往复的加工循环,直至达到加工要求后结束。
23.更为具体地,包括以下步骤:
24.步骤1:金刚石晶圆片面型精度在位检测;
25.1.1:固定金刚石晶圆片:将金刚石晶圆片放置于过渡载盘的中央圆形凹槽内,开启真空吸附固定住金刚石晶圆片和过渡载盘;
26.1.2:调节检测位置:开启线激光位移传感器发射测量激光束照射在金刚石晶圆片表面,z向竖直位移滑台带动线激光位移传感器向上或向下运动,调节线激光位移传感器距离金刚石晶圆片的高度位置,使线激光位移传感器检测位移值处于其量程范围的中间值;然后xy向二维水平运动平台运动,以调整金刚石晶圆片前后y向位置,使线激光位移传感器发射的线状激光束可以覆盖金刚石晶圆片的直径线;最后xy向二维水平运动平台带动金刚石晶圆片沿左右x向运动至线激光位移传感器一侧;
27.1.3:在位检测及数据处理:xy向二维水平运动平台带动金刚石晶圆片沿左右x向向线激光位移传感器另一侧匀速运动,运动过程中线激光位移传感器持续发射线状的测量激光束扫描金刚石晶圆片全部表面,采集金刚石晶圆片全表面形貌位移数据;针对采集数据依次进行点云坐标变换、有效点筛选、空点插值、三维形貌构建、指标值计算等数据处理步骤,获得金刚石晶圆片最高点位置信息,以及表面平面度的面型精度结果;
28.步骤2:初始化加工条件:
29.2.1:添加保护涂层:金刚石晶圆片上表面高于过渡载盘表面,沿金刚石晶圆片的圆周侧面涂抹一定厚度的保护涂层,使保护涂层厚度与金刚石晶圆片的上表面齐平,保护涂层固化后不仅可以大幅降低金刚石晶圆片的圆周侧面对激光能量的吸收率,还可以对金刚石晶圆片的圆周边缘起到机械支撑作用,防止金刚石晶圆片在加工过程中出现“塌边”问题;
30.2.2:高能量激光束聚焦调整:利用高能量激光束的入射角、激光焦距、金刚石晶圆片最高点位置坐标及其高度等参数,依据三角函数关系计算出激光发射装置的出光口对应的前后y向和上下z向的坐标位置,然后通过激光旋转轴转动、yz向双轴运动滑台运动、xy向
二维水平运动平台运动,使激光发射装置发射的高能量激光束可以以设置的入射角辐照并聚焦在金刚石晶圆片表面最高点位置上;
31.2.3:进入加工工位:通过第一摆动架和第二摆动架转动,分别将研磨盘和碟形金刚石砂轮移动至金刚石晶圆片上方,使研磨盘、线激光位移传感器、碟形金刚石砂轮依次从左至右直线排布,该直线平行于x方向且与金刚石晶圆片旋转轴线垂直相交;激光发射装置排布在线激光位移传感器的正前方;
32.步骤3:设置加工参数:
33.3.1:激光入射角设置:在金刚石试验片上开展不同激光入射角的打样测试,激光最高功率条件下记录正焦和离焦0.02mm时烧蚀深度的差值,选择该差值最大时的激光入射角θ作为加工参数;
34.3.2:激光加工功率设置:在金刚石试验片上开展不同激光功率的打样测试,选择烧蚀深度最大且烧蚀区域无微裂纹的激光功率p1作为激光高效平坦化加工的设置功率,选择烧蚀深度为0且烧蚀区域无变黑变暗时的激光功率p2作为激光低功率热诱导加工的设置功率;
35.3.3:往复运动速率设置。在金刚石试验片上开展激光p1功率条件下的打样测试,测量烧蚀坑形状尺寸(长度j、宽度k)和面积,然后依据高功率脉冲激光的中心重复频率q、理想光斑重叠率ε、烧蚀坑形状尺寸、y向往复运动行程h设置激光沿y向直线往复的速率vy以及金刚石晶圆片沿x向直线往复的速率v
x
。关系式为:
[0036]vy
=j
·
ε
·q[0037]vx
=k
·
ε
·vy
/h
[0038]
其中,v
x
的单位mm/s,vy的单位mm/s,j的单位mm,k的单位mm,q的单位hz,h的单位mm,ε比值单位为1。
[0039]
3.4:转速设置:依据研磨盘的圆环凸起宽度w1、碟形金刚石砂轮工作层宽度w2、研磨的理想重复磨削系数τ1、抛光的理想重复磨削系数τ2、金刚石晶圆片沿x向直线往复速率v
x
设置研磨盘转速n1和碟形金刚石砂轮转速n2;关系式为:
[0040]
n1=v
x
/τ1·
w1[0041]
n2=v
x
/τ2·
w2[0042]
其中,n1的单位r/s,n2的单位r/s,w1的单位mm,w2的单位mm,τ1和τ2比值单位为1。
[0043]
3.5:气压设置:依据研磨组件质量m1、理想研磨压力f1和第一下压气缸缸径设置第一下压气缸的供气气压r1,依据抛光组件质量m2、理想抛光压力f2和第二下压气缸缸径设置第二下压气缸的供气气压r2;关系式为:
[0044][0045][0046]
其中,r1和r2的单位pa,f1和f2的单位n,m1和m2的单位kg,和的单位m,g为重力加速度常数,π为圆周率常数;
[0047]
步骤4:开始复合加工;
[0048]
4.1:金刚石晶圆片沿x向往复运动:启动xy向二维水平运动平台带动金刚石晶圆
片沿x方向按照设定速率v
x
做直线往复运动;
[0049]
4.2:y向往复激光加工:启动yz向双轴运动滑台带动激光发射装置沿y方向按照设定速率vy做直线往复运动,即高能量激光束以设定的入射角θ沿y向在金刚石晶圆片上直线往复式辐照,配合金刚石晶圆片x向往复,实现金刚石晶圆片全部表面的高点多去除材料、低点少去除材料的激光平坦化加工;
[0050]
4.3:激光作用下研磨和抛光复合加工:启动研磨电主轴和抛光电主轴,使研磨盘和碟形金刚石砂轮按照各自设定转速n1和n2匀速旋转,并通过第一下压气缸和第二下压气缸的下压动作及压力,使研磨盘的圆环凸起、碟形金刚石砂轮的工作层接触金刚石晶圆片表面,实现进一步的高精研磨平坦化和光整抛光加工:同时开启研磨液过滤循环装置,使金刚石研磨液从研磨盘的液流通道、导流孔和导流槽注入金刚石晶圆片表面研磨区域,并且柔性刮水板紧贴金刚石晶圆片表面,以阻挡研磨液流入激光加工区域和抛光区域;
[0051]
4.4:面型精度实时检测:启动线激光位移传感器,在金刚石晶圆片沿x方向直线往复时采集表面形貌数据,在中央控制器内实时数据处理获得金刚石晶圆片当前加工面型精度;
[0052]
4.5:金刚石晶圆片旋转加工:金刚石晶圆片x向直线往复行程范围为,金刚石晶圆片一侧边缘被碟形金刚石砂轮抛光加工到位,金刚石晶圆片另一侧边缘被研磨盘研磨加工到位;完成一次x向往复后,金刚石晶圆片自旋转一定角度ω,开始执行下一次x向往复的加工循环,直至结束。
[0053]
当金刚石晶圆片沿x方向从抛光工位往研磨工位运动时,主要是激光加工和研磨加工实现金刚石晶圆片表面的高效高精平坦化加工,具体包括:高功率激光快速去除材料,提升金刚石晶圆片面型精度,实现表面激光加工区域的高效平坦化加工,然后研磨去除激光加工区域留下的融屑、冲击坑、石墨层等,实现进一步的高精平坦化加工,同时研磨液快速流入激光加工完成的区域,带走激光加工在金刚石晶圆片上产生的热量,避免热量积累造成热应力或热变形。
[0054]
所述的当金刚石晶圆片沿x方向从研磨工位往抛光工位运动时,降低激光功率,通过低功率激光热诱导辅助下抛光实现金刚石晶圆片表面的光整加工,具体的:低功率激光辐照金刚石晶圆片表面,不足以破坏金刚石内部晶体结构,但被吸收的激光能量以热传导的形式使金刚石晶圆片表面升温,从而使金刚石难磨材料软化,然后碟形金刚石砂轮抛光金刚石晶圆片,在表面去除极薄材料层,降低金刚石晶圆片表面粗糙度,快速完成金刚石晶圆片的光整加工。
[0055]
加工过程中,激光位移传感器实时检测金刚石晶圆片面型精度结果,加工前期金刚石晶圆片面型精度差,则激光加工持续采用高功率,以快速去除材料的高效平坦化加工为主;加工中期金刚石晶圆片面型精度达到一定要求,则激光加工采用上述的依据x方向往复切换高低功率的模式,实现高效高精平坦化加工,且避免金刚石晶圆片表面粗糙度恶化;加工后期金刚石晶圆片面型精度已达标,则激光加工持续采用低功率,以极薄材料去除的光整加工为主,直至金刚石晶圆片全部表面粗糙度也达标时停止加工。
[0056]
还包括步骤5:加工结果检测;
[0057]
当线激光位移传感器实时检测的金刚石晶圆片面型精度结果达标,且全部表面均被抛光均匀、无可见缺陷,则激光发射装置停止出激光,线激光位移传感器停止采集数据,
第一下压气缸带动研磨盘上升脱离金刚石晶圆片,第一摆动架带动研磨组件远离加工区域,第二下压气缸带动碟形金刚石砂轮上升脱离金刚石晶圆片,第二摆动架带动抛光组件远离加工区域,然后加工运动平台把金刚石晶圆片带至方便取片的位置后停止运动;
[0058]
关闭真空吸附装置,取下金刚石晶圆片,利用白光干涉三维轮廓仪、测厚仪等检测金刚石晶圆片加工后的弯曲度、翘曲度、表面粗糙度、总厚度偏差、平均厚度等项目,验证平坦化加工及光整加工结果是否满足指标要求,达到指标要求则加工结束,未达到指标要求则针对性地返回步骤再次加工。
[0059]
本发明通过在底座上设置用于对待加工件固定并使其能够水平面相互垂直方向上运动以及在水平面旋转的加工运动平台组件,然后通过支撑架在相应的位置分别设置激光加工组件、研磨组件、抛光组件和检测组件,然后通过中央处理器控制上述部件实现金刚石晶圆片的高效率高精密平坦化加工及光整加工,能够一体集成激光加工、研磨和抛光三道工序,复合加工、优势互补,解决了激光高精抛光成本高、机械研磨抛光易损伤表面且效率低的问题,提升了加工效率,降低了废品率,为金刚石晶圆加工提供了新设备、新方法、新思路。
附图说明
[0060]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0061]
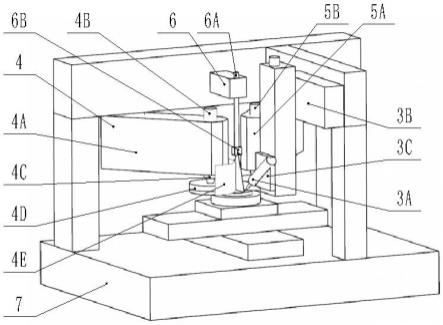
图1为本发明的结构示意图;
[0062]
图2为本发明的结构右视图;
[0063]
图3为本发明的流程图;
[0064]
图4为本发明所述研磨盘的仰视图;
[0065]
图5为本发明所述研磨盘的剖视图。
具体实施方式
[0066]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0067]
如图1、2和3所示,本发明包括激光加工组件3、研磨组件4、抛光组件5、检测组件6、用于对待加工件固定并使其能够在水平面相互垂直方向上运动以及在水平面旋转的加工运动平台组件2和中央控制器;
[0068]
还包括有底座7和支撑架1,支撑架1固定设置于底座7上。所述的加工运动平台组件2固定在底座中央位置,激光加工组件3、研磨组件4、抛光组件5和检测组件6分别装在支撑架1上。
[0069]
所述的底座7及支撑架1在实际使用时可采用大理石底座,具有一定重量的同时兼具端面的平整度和粗糙度,且膨胀系数小,长期不变形,为加工水平设置提供可能,从而避
免由此带来的加工误差。也可采用符合平整度要求且稳固的其他材料的底座。
[0070]
所述的加工运动平台组件2包括水平面内的xy向二维水平运动平台2a、旋转载台2b、过渡载盘2c和真空吸附装置;所述xy向二维水平运动平台2a、旋转载台2b、过渡载盘2c由下到上依次设置,所述旋转载台2b上端面有气孔和气道,气孔和气道通过旋转接头连接真空吸附装置的吸气口;所述过渡载盘2c与旋转载台2b同轴心设置;所述的过渡载盘2c的上端面中央位置设置有用于放置待加工件的圆形凹槽,圆形凹槽内均匀分布有若干通孔,通孔与旋转载台2b上表面的气道相通;所述过渡载盘2c的圆形凹槽直径与待加工金刚石晶圆片直径相同,圆形凹槽深度小于待加工金刚石晶圆片厚度。底座7通过地脚调平后水平放置,加工运动平台组件2固定在底座7的平面基台中央,其中的xy向二维水平运动平台2a可在左右x向和前后y向两个水平方向运动;xy向二维水平运动平台2a上固定旋转载台2b,可以任意速率匀速旋转任意角度;过渡载盘2c的中央圆形凹槽内放置待加工金刚石晶圆片,通过真空吸附将过渡载盘2c和待加工金刚石晶圆片固定在旋转载台2b上。通过加工运动平台组件2可带动待加工金刚石晶圆片在二维水平面运动以及自旋转。
[0071]
其中激光加工组件3在图1中所示设置在加工运动平台组件2的上方前方一侧,包括激光发射装置3a、yz向双轴运动滑台3b、激光旋转轴3c;所述的激光发射装置3a通过激光旋转轴3c固定在yz向双轴运动滑台3b上;实际使用时,激光加工组件3的yz向双轴运动滑台3b固定在支撑架1上,可在水平前后y向和竖直上下z向两个方向运动;yz向双轴运动滑台3b上固定激光旋转轴3c,激光旋转轴3c连接激光发射装置3a,使激光发射装置3a发射的高能量激光束可以0
°
~85
°
的入射角照射在待加工金刚石晶圆片表面。激光发射装置3a发射长波长、大脉宽的脉冲式激光,本实施例采用红外纳秒光纤脉冲激光器,通过yz向双轴运动滑台3b和激光旋转轴3c的运动,可实现高能量激光束在待加工金刚石晶圆片表面聚焦,调节高能量激光束入射角以及激光光斑的y向直线往复式辐照。
[0072]
研磨组件4包括第一摆动架4a、第一下压气缸4b、研磨电主轴4c、研磨盘4d、研磨液过滤循环装置和柔性刮水板4e;所述的第一摆动架4a一端装在支撑架上且可绕自身旋转轴在水平面内做圆弧摆动;第一摆动架4a上固定第一下压气缸4b,第一下压气缸4b竖直向下设置,其活动端连接研磨电主轴4c,研磨电主轴4c的旋转轴连接水平设置的研磨盘4d,研磨盘由第一摆动架带动可运动至加工运动平台组件上方的研磨工位;所述的柔性刮水板4e固定在研磨电主轴4c的壳体上,且紧贴研磨盘4d的外侧(图1中所示为研磨盘外沿右侧)设置。
[0073]
所述的研磨盘4d实际应用中采用铸铁盘,铸铁盘的结构如图4和图5所示,研磨工作面e所在的面即所述铸铁盘的下盘面的边缘位置有圆环凸起,圆环凸起上设置网格状的导流槽a,导流槽内均布若干导流孔b,研磨铸铁盘内部设置液流通道c,液流通道c与所有导流孔b相通,液流通道c的另一端汇集至铸铁盘的正中央总进液口d并通过旋转接头、软管与研磨液过滤循环装置的出液口相通。研磨盘也可以采用符合加工要求的其他材料。
[0074]
通过第一摆动架4a和第一下压气缸4b的运动可以将研磨铸铁盘和柔性刮水板4e移动至待加工金刚石晶圆片上,使研磨铸铁盘的圆环凸起和柔性刮水板4e接触待加工金刚石晶圆片表面,或者将研磨铸铁盘移动至加工区域以外,使研磨铸铁盘和柔性刮水板4e脱离待加工金刚石晶圆片。
[0075]
抛光组件5包括第二摆动架5a、第二下压气缸5b、抛光电主轴5c、碟形金刚石砂轮5d;所述的第二摆动架5a一端装在支撑架上,且可沿自身旋转轴在水平面内做圆弧摆动;第
二摆动架5a上固定第二下压气缸5b,第二下压气缸5b竖直向下设置,其活动端连接抛光电主轴5c,抛光电主轴5c的旋转轴连接水平设置的碟形金刚石砂轮5d,金刚石砂轮由第二摆动架带动可运动至加工运动平台组件上方的抛光工位;实际使用时,抛光组件5设置于加工运动平台2右上方。通过第二摆动架5a和第二下压气缸5b的运动可以将碟形金刚石砂轮5d移动至待加工金刚石晶圆片上,使碟形金刚石砂轮5d的工作层接触待加工金刚石晶圆片表面,或者将碟形金刚石砂轮5d移动至加工区域以外,使碟形金刚石砂轮5d脱离待加工金刚石晶圆片。
[0076]
检测组件6固定在支撑架1中央并设置在加工运动平台组件2的正上方,包括z向竖直位移滑台6a、线激光位移传感器6b,线激光位移传感器6b发射线状测量激光束竖直向下辐照,所述的线激光位移传感器6b垂直向下固定在z向竖直位移滑台6a上,用于扫描待加工金刚石表面,获得形貌高度位移数据;实际使用时,z向竖直位移滑台6a固定在支撑架1上,可在竖直上下z方向运动;z向竖直位移滑台6a上固定线激光位移传感器6b,线状测量激光束线长沿前后y向分布,且与高能量激光光斑y向往复辐照直线平行。通过检测组件6可以调节线激光位移传感器6b的上下位置,使线激光位移传感器6b扫描待加工金刚石表面,获得形貌高度位移数据。
[0077]
研磨组件、抛光组件、检测组件均处于加工工位时,研磨盘、线激光位移传感器、碟形金刚石砂轮依次从研磨工位至抛光工位呈直线排布,且该直线平行于x方向且与金刚石晶圆片旋转轴线垂直相交。柔性刮水板设置在研磨工位和抛光工位之间;激光加工组件的辐照加工区域位于研磨工位和抛光工位之间。
[0078]
所述线激光位移传感器6b的输出端连接中央控制器的输入端,中央控制器的输出端分别连接激光发射装置3a、加工运动平台组件2、激光加工组件3、研磨组件4、抛光组件5、检测组件6的控制输入端。实际使用时,线激光位移传感器6b通过信号线连接中央控制器,将线激光位移传感器6b的采集数据传输至中央控制器运算分析;同时中央控制器通过信号线连接激光发射装置3a,传输控制信号调控激光发射装置3a出光;中央控制器还通过信号线连接加工运动平台组件2、激光加工组件3、研磨组件4、抛光组件5、检测组件6的运动平台、运动滑台、旋转轴、电主轴、摆动架等运动部件。在中央控制器的控制下,各部件按照设定工艺方法动作,功能相互配合,自动完成金刚石晶圆片的高效率高精密平坦化加工及光整加工。
[0079]
还包括有金属机壳,所述的金属机壳罩设在大理石底座上,用于包裹保护上述部件。
[0080]
本发明通过在底座上设置用于对待加工件固定并使其能够在水平面相互垂直方向上运动以及在水平面旋转的加工运动平台组件,然后通过支撑架在相应的位置分别设置激光加工组件、研磨组件、抛光组件和检测组件,然后通过中央处理器自动控制上述部件按设定工艺方法动作,即可实现金刚石晶圆片的高效率高精密平坦化加工及光整加工,且加工过程中通过检测组件6的设置,可以实时调整加工的方案和位置,从而很好的解决了激光高精抛光成本高、机械研磨抛光易损伤表面且效率低的问题,提升了加工效率,降低了废品率,为金刚石晶圆加工提供了新设备、新方法、新思路,而且本技术一体集成激光加工、研磨和抛光三道工序,复合加工、优势互补,突破cvd金刚石晶圆片的尺寸局限,不仅克服了现有加工方法易伤片、易碎片、易变形、效率低、精度差等问题,而且解决了cvd金刚石晶圆片加
工难题。
[0081]
本发明还公开了一种金刚石晶圆片的高效率高精密复合加工方法,其步骤流程如图3所示,具体包括以下步骤:
[0082]
步骤1:金刚石晶圆片面型精度在位检测。
[0083]
1.1:固定金刚石晶圆片。将金刚石晶圆片放置于过渡载盘2c的中央圆形凹槽内,开启真空吸附固定住金刚石晶圆片和过渡载盘2c。
[0084]
1.2:调节检测位置。开启线激光位移传感器6b发射测量激光束照射在金刚石晶圆片表面,z向竖直位移滑台6a带动线激光位移传感器6b向上或向下运动,调节线激光位移传感器6b距离金刚石晶圆片的高度位置,使线激光位移传感器6b检测位移值处于其量程范围的中间值附近;然后xy向二维水平运动平台2a运动,以调整金刚石晶圆片前后y向位置,使线激光位移传感器6b发射的线状激光束可以覆盖金刚石晶圆片的直径线;最后xy向二维水平运动平台2a带动金刚石晶圆片沿左右x向运动至线激光位移传感器6b一侧。
[0085]
1.3:在位检测及数据处理。xy向二维水平运动平台2a带动金刚石晶圆片沿左右x向向线激光位移传感器6b另一侧匀速运动,运动过程中线激光位移传感器6b持续发射线状的测量激光束扫描金刚石晶圆片全部表面,采集金刚石晶圆片全表面形貌位移数据;针对采集数据依次进行点云坐标变换、有效点筛选、空点插值、三维形貌构建、指标值计算等数据处理步骤,获得金刚石晶圆片最高点位置信息,以及表面平面度的面型精度结果。
[0086]
步骤2:初始化加工条件。
[0087]
2.1:添加保护涂层。金刚石晶圆片上表面高于过渡载盘2c表面,沿金刚石晶圆片的圆周侧面涂抹一定厚度的保护涂层,使保护涂层厚度与金刚石晶圆片的上表面齐平,保护涂层固化后不仅可以大幅降低金刚石晶圆片的圆周侧面对激光能量的吸收率,还可以对金刚石晶圆片的圆周边缘起到机械支撑作用,防止金刚石晶圆片在加工过程中出现“塌边”问题。
[0088]
2.2:高能量激光束聚焦调整。利用高能量激光束的入射角、激光焦距、金刚石晶圆片最高点位置坐标及其高度等参数,依据三角函数关系计算出激光发射装置3a的出光口对应的前后y向和上下z向的坐标位置,然后通过激光旋转轴3c转动、yz向双轴运动滑台3b运动、xy向二维水平运动平台2a运动,使激光发射装置3a发射的高能量激光束可以以设置的入射角辐照并聚焦在金刚石晶圆片表面最高点位置上。
[0089]
2.3:进入加工工位。通过第一摆动架4a和第二摆动架5a转动,分别将研磨铸铁盘和碟形金刚石砂轮5d移动至金刚石晶圆片上方,使研磨铸铁盘、线激光位移传感器6b、碟形金刚石砂轮5d依次从左至右直线排布,该直线平行于x方向且与金刚石晶圆片旋转轴线垂直相交。激光发射装置3a排布在线激光位移传感器6b的正前方。
[0090]
步骤3:设置加工参数。
[0091]
3.1:激光入射角设置。在金刚石试验片上开展不同激光入射角的打样测试,激光最高功率条件下记录正焦和离焦0.02mm时烧蚀深度的差值,选择该差值最大时的激光入射角θ作为加工参数。
[0092]
3.2:激光加工功率设置。在金刚石试验片上开展不同激光功率的打样测试,选择烧蚀深度最大且烧蚀区域无微裂纹的激光功率p1作为激光高效平坦化加工的设置功率,选择烧蚀深度为0且烧蚀区域无变黑变暗时的激光功率p2作为激光低功率热诱导加工的设置
功率。
[0093]
3.3:往复运动速率设置。在金刚石试验片上开展激光p1功率条件下的打样测试,测量烧蚀坑形状尺寸(长度j、宽度k)和面积,然后依据高功率脉冲激光的中心重复频率q、理想光斑重叠率ε、烧蚀坑形状尺寸、y向往复运动行程h设置激光沿y向直线往复的速率vy以及金刚石晶圆片沿x向直线往复的速率v
x
。关系式为:
[0094]vy
=j
·
ε
·q[0095]vx
=k
·
ε
·vy
/h
[0096]
其中,v
x
的单位mm/s,vy的单位mm/s,j的单位mm,k的单位mm,q的单位hz,h的单位mm,ε比值单位为1。
[0097]
3.4:转速设置:依据研磨铸铁盘4d的圆环凸起宽度w1、碟形金刚石砂轮5d工作层宽度w2、研磨的理想重复磨削系数τ1、抛光的理想重复磨削系数τ2、金刚石晶圆片沿x向直线往复速率v
x
设置研磨铸铁盘4d转速n1和碟形金刚石砂轮5d转速n2;关系式为:
[0098]
n1=v
x
/τ1·
w1[0099]
n2=v
x
/τ2·
w2[0100]
其中,n1的单位r/s,n2的单位r/s,w1的单位mm,w2的单位mm,τ1和τ2比值单位为1。
[0101]
3.5:气压设置。依据研磨组件4质量m1、理想研磨压力f1和第一下压气缸4b缸径设置第一下压气缸4b的供气气压r1,依据抛光组件5质量m2、理想抛光压力f2和第二下压气缸5b缸径设置第二下压气缸5b的供气气压r2。关系式为:
[0102][0103][0104]
其中,r1和r2的单位pa,f1和f2的单位n,m1和m2的单位kg,和的单位m,g为重力加速度常数,π为圆周率常数。
[0105]
步骤4:开始复合加工。
[0106]
4.1:金刚石晶圆片沿x向往复运动。启动xy向二维水平运动平台2a带动金刚石晶圆片沿x方向按照设定速率v
x
做直线往复运动。
[0107]
4.2:y向往复激光加工。启动yz向双轴运动滑台3b带动激光发射装置3a沿y方向按照设定速率vy做直线往复运动,即高能量激光束以设定的入射角θ沿y向在金刚石晶圆片上直线往复式辐照,配合金刚石晶圆片x向往复,实现金刚石晶圆片全部表面的高点多去除材料、低点少去除材料的激光平坦化加工。
[0108]
4.3:激光作用下研磨和抛光复合加工。启动研磨电主轴4c和抛光电主轴5c,使研磨研磨铸铁盘和碟形金刚石砂轮5d按照各自设定转速n1和n2匀速旋转,并通过第一下压气缸4b和第二下压气缸5b的下压动作及压力,使研磨铸铁盘的圆环凸起、碟形金刚石砂轮5d的工作层接触金刚石晶圆片表面,实现进一步的高精研磨平坦化和光整抛光加工。同时开启研磨液过滤循环装置,使金刚石研磨液从研磨铸铁盘的液流通道、导流孔和导流槽注入金刚石晶圆片表面研磨区域,并且柔性刮水板4e紧贴金刚石晶圆片表面,以阻挡研磨液流入激光加工区域和抛光区域。
[0109]
当金刚石晶圆片沿x方向从抛光工位往研磨工位(图1中所示为从右往左运动)时,
主要是激光加工和研磨加工实现金刚石晶圆片表面的高效高精平坦化加工,具体为高功率激光快速去除材料,提升金刚石晶圆片面型精度,实现表面激光加工区域的高效平坦化加工,然后研磨去除激光加工区域留下的融屑、冲击坑、石墨层等,实现进一步的高精平坦化加工,同时研磨液快速流入激光加工完成的区域,带走激光加工在金刚石晶圆片上产生的热量,避免热量积累造成热应力或热变形。
[0110]
当金刚石晶圆片沿x方向从研磨工位往抛光工位(图1中所示为从左往右运动)时,降低激光功率,主要是低功率激光热诱导辅助下抛光实现金刚石晶圆片表面的光整加工,具体为低功率激光辐照金刚石晶圆片表面,不足以破坏金刚石内部晶体结构,但被吸收的激光能量以热传导的形式使金刚石晶圆片表面升温,从而使金刚石难磨材料软化,然后碟形金刚石砂轮5d抛光金刚石晶圆片,在表面去除极薄材料层,降低金刚石晶圆片表面粗糙度,快速完成金刚石晶圆片的光整加工。
[0111]
4.4:面型精度实时检测。启动线激光位移传感器6b,在金刚石晶圆片沿x方向直线往复时采集表面形貌数据,在中央控制器内实时数据处理获得金刚石晶圆片当前加工面型精度。
[0112]
激光位移传感器实时检测金刚石晶圆片面型精度结果,加工前期金刚石晶圆片面型精度差,则激光加工持续采用高功率,以快速去除材料的高效平坦化加工为主;加工中期金刚石晶圆片面型精度达到一定要求,则激光加工采用上述的依据x方向往复切换高低功率的模式,实现高效高精平坦化加工,且避免金刚石晶圆片表面粗糙度恶化;加工后期金刚石晶圆片面型精度已达标,则激光加工持续采用低功率,以极薄材料去除的光整加工为主,直至金刚石晶圆片全部表面粗糙度也达标时停止加工。
[0113]
4.5:金刚石晶圆片旋转加工。金刚石晶圆片x向直线往复行程范围为,金刚石晶圆片一侧边缘(图1所示为左侧)被碟形金刚石砂轮5d抛光加工到位,金刚石晶圆片另一侧边缘(图1所示为右侧)被研磨铸铁盘研磨加工到位。完成一次x向往复后,金刚石晶圆片自旋转一定角度ω(5
°
≤ω≤90
°
),开始执行下一次x向往复的加工循环。
[0114]
高能量激光光斑y向直线往复辐照对金刚石晶圆片表面激光加工,研磨盘和碟形金刚石砂轮5d自旋转对金刚石表面研磨和抛光加工,金刚石晶圆片x向直线往复实现金刚石晶圆片整个表面的复合加工,金刚石晶圆片自旋转使金刚石晶圆片表面加工更均匀。
[0115]
步骤5:加工结果检测。
[0116]
线激光位移传感器6b实时检测的金刚石晶圆片面型精度结果达标,且全部表面均被抛光均匀、无可见缺陷,则激光发射装置3a停止出激光,线激光位移传感器6b停止采集数据,第一下压气缸4b带动研磨铸铁盘上升脱离金刚石晶圆片,第一摆动架4a带动研磨组件4远离加工区域,第二下压气缸5b带动碟形金刚石砂轮5d上升脱离金刚石晶圆片,第二摆动架5a带动抛光组件5远离加工区域,然后加工运动平台把金刚石晶圆片带至方便取片的位置后停止运动。
[0117]
关闭真空吸附装置,取下金刚石晶圆片,利用白光干涉三维轮廓仪、测厚仪等检测金刚石晶圆片加工后的弯曲度、翘曲度、表面粗糙度、总厚度偏差、平均厚度等项目,验证平坦化加工及光整加工结果是否满足指标要求,达到指标要求则加工结束,未达到指标要求则针对性地返回再次加工。
[0118]
本发明利用激光高效去除金刚石材料,大大减少了机械研磨的去除余量,从而可
降低研磨压力,避免研磨过程中产生过大机械应力造成晶圆片变形或者损伤,兼顾了平坦化加工的高效率和高精度;进一步的,本发明利用激光热诱导辅助抛光金刚石晶圆片,降低了金刚石的抛光难度,可减小抛光压力,避免抛光过程引起晶圆片表面微裂纹甚至破碎,实现了抛光加工的高效率和高质量。进一步的,本发明突破cvd金刚石晶圆片的尺寸局限,可加工不同尺寸不同类型的cvd金刚石晶圆片,适用性强,可大幅降低金刚石晶圆片的加工成本,助力金刚石晶圆产品的推广应用。
[0119]
在本发明的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
[0120]
需要说明的是,本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
[0121]
注意,上述仅为本发明的较佳实施例及运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行较详细的说明,但本发明不限于这里所述的特定实施例,在不脱离本发明构思的情况下,还可以包括更多其他等有效实施例,而本发明的范围由所附的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1