一种高耐蚀性弹性车轮用轮箍及其热处理工艺的制作方法
1.本发明属于轨道交通新零部件材料领域,具体涉及一种高耐蚀性弹性车轮用轮箍及其热处理工艺。
背景技术:
2.弹性组合车轮是目前轮型中结构最为复杂的车轮,由轮芯、压盖和轮箍组成,其主要特征是在轮芯和轮箍之间加一个橡胶垫,起缓冲减振作用。弹性车轮是减噪效果最好的低噪音车轮,且减振、降低轮轨作用力的效果良好,可提高车辆及轮/轨寿命、降低车辆及轮/轨维护成本,从运输系统和全寿命周期的角度看具有经济性,弹性车轮在国内外有轨电车、城轨、高速线路有实际应用,可靠性已得到充分验证,随着城市轨道交通向低噪音方向发展,弹性组合车轮的需求越来越大,同时对弹性组合车轮的质量要求也越来越高,既要保证形状、尺寸和各个部件装配精度,又要保证轮箍、轮芯的内在质量,轮箍的耐磨性能及抗剥离性能尤其重要。
3.随着轨道交通车辆轴重和速度的增加,使得所需制动力增大,制动热负荷随之增加,车轮制动导致的热损伤不断加重,当踏面与闸瓦摩擦形成的热量通过摩擦接触面分别传入车轮和闸瓦内部。由于车轮温升导致的热膨胀的加剧而引发的车轮高热应力导致的热损伤问题越来越突出。目前弹性车轮轮箍主要采用er9、lg61等材质,均为碳素钢,最终组织状态为珠光体+铁素体,材料抵抗热损伤、内部疲劳裂纹扩展的能力需要进一步改善,传统材质的弹性车轮从使用情况来看,车轮踏面剥离、失圆是服役表现主要失效形式,导致镟修周期缩短,维护成本增加,同时导致服役寿命缩短,多次受到业主的投诉与质量抱怨,因此随着城市轨道交通的不断发展,传统的弹性车轮轮箍材料在硬度以及强韧性匹配等方面存在不足。
4.同时弹性车轮用轮箍在各种大气环境中(阴暗、潮湿、油渍、酸碱、沿海等)服役会产生腐蚀,为了延长使用寿命,通常采用表面喷漆的方式进行防腐,因运行环境的恶劣,漆层容易产生老化掉漆,轮箍极其容易锈蚀,增加运行风险,因此,迫切需要开发适一种高强高韧及高耐蚀、高耐磨的新材质弹性车轮用轮箍。
技术实现要素:
5.本发明的目的在于提供一种高耐蚀性弹性车轮用轮箍及其热处理工艺,经过成分设计和热处理工艺,轮辋抗拉强度(rm)≥1200mpa、屈服强度≥1100mpa、-20℃冲击功ku2≥120j,轮辋磨耗极限布氏硬度≥360hbw,单个车轮轮辋断面硬度值变动在20hbw之内,轮辋断裂韧性≥120mpa.m
1/2
,且耐蚀速率≤0.28g/(m2·
h),同时具有高耐蚀、高耐磨性的弹性车轮用轮箍。
6.本发明具体技术方案如下:
7.一种高耐蚀性弹性车轮用轮箍,包括以下质量百分比成分:
8.c:0.39~0.43%,si:0.20~0.40%,mn:0.45~0.60%,cr:1.20~1.40%,ni:
0.70~0.90%,mo:0.35~0.45%,v:0.050~0.10%,cu:0.30~0.50%,p≤0.010%,s≤0.008%,t[o]≤0.0010%,[n]:0.0050~0.0070%,al:0.015~0.035%,其余为fe和其它不可避免的杂质。
[0009]
进一步的,上述各成分的质量百分含量还满足以下条件:
[0010]
在轮箍回火过程中,合金元素cr、v与c形成不同的碳化物析出相,本发明回火温度为560℃~590℃,在此温度区间回火,析出的碳化物主要为m3c
、
m7c3和m4c3相,三种碳化物析出相的质量百分比分别为65%、20%、15%,其中m3c、m7c3相主成分为cr3c、cr7c3。cr的相对原子质量为52,故两种不同的析出相中c与cr的质量比为分别为0.077和0.099。因此为钢中形成析出相m3c
、
m7c3消耗的c为0.077
×
%cr
×
65%+0.099
×
%cr
×
0.20%。m4c3中主要成分为v4c3,,v的相对原子质量为51,
,
因此为钢中形成析出相m4c3消耗的c为0.176
×
%v
×
15%,总的c含量消耗为0.077
×
%cr
×
65%+0.099
×
%cr
×
0.20%+0.176
×
%v
×
15%,本发明为高强度轮箍,为保证强度需要充足的c进行固溶,固溶c含量应≥0.28%。但固溶碳过多将导致钢的塑性和疲劳性能降低,因此固溶c含量应≤0.37%。令固溶c用g表示,则0.28%≤g≤0.37%,g=%c-(0.077
×
%cr
×
65%+0.099
×
%cr
×
0.20%+0.176
×
%v
×
15%)。
[0011]
轮箍轮辋有效截面尺寸以及性能要求,根据各种元素对淬透性的影响因子,设定该钢临界淬火直径di:≥8.0.in,di=(0.54
×
c)
×
(1.00+3.3333
×
mn)
×
(1.00+0.7si)
×
(1.00+0.363
×
ni)
×
(1.00+2.16
×
cr)
×
(1.00+3.00
×
mo)
×
(1.00+0.365
×
cu)
×
(1.00+1.73
×
v)。轮箍轮辋有效截面尺寸,最大高度为200mm(7.87in),最大厚度为170mm(6.69.in)。
[0012]
同时为了使该轮箍具有良好的耐蚀性能,根据各种元素对轮箍腐蚀性的影响因子,设定该钢耐蚀性指数i≥6.8,i=26.01
×
cu+3.88
×
ni+1.20
×
cr+1.49
×
si+17.28
×
p-7.29
×
cu
×
ni-9.10
×
ni
×
p-33.39cu2。
[0013]
公式中,各元素所指数值为上述成分对应元素的含量
×
100;如c含量为0.39~0.43%,计算时,c取值为0.39~0.43;
[0014]
上述各元素的作用及配比依据如下:
[0015]
c:c元素是钢获得高的强度、硬度所必需的。传统轮箍钢中的c含量较高。高的c含量虽然对钢的强度、硬度等有利,每提高0.1%的固溶c,可使强度提高约350mpa,c与钢中的合金元素形成析出相,起到析出强化作用。c能够显著提高淬透性,使轮箍调质热处理后心部获得马氏体组织。但过高的碳对钢的塑性和韧性极为不利,且使屈强比降低、脱碳敏感性增大,恶化钢的抗疲劳性能和加工性能,因此将其控制在0.39~0.43%。
[0016]
si:si是钢中主要的脱氧元素,具有很强的固溶强化作用,但si含量过高将使钢的塑性和韧性下降,c的活性增加,促进钢在轧制和热处理过程中的脱碳和石墨化倾向,并且使冶炼困难和易形成夹杂物,恶化钢的抗疲劳性能。因此控制si含量为0.20~0.40%。
[0017]
mn是钢中主要合金化元素,脱氧和脱硫的有效元素,mn具有提高钢中奥氏体稳定性、提高钢的淬透性和强度。但淬火钢回火时,mn和p有强烈的晶界共偏聚倾向,促进回火脆性,恶化钢的韧性,但过高的淬透性容易导致轮箍开裂,同时过高的mn含量会恶化钢的耐蚀性,因此结合di值及耐蚀性的要求,控制mn含量在0.45~0.60%。
[0018]
cr:cr能够有效地提高钢的淬透性和回火抗力,以获得所需的高强度;同时cr还可降低c的活度,可降低加热、锻造和热处理过程中的钢材表面脱碳倾向,有利用获得高的抗
疲劳性能。但含量过高会恶化钢的韧性,因而控制cr含量为1.20~1.40%。
[0019]
ni含量:钢中主要合金化元素,ni能提高钢的强度及韧性,在低温化境下强化晶界,是获得高韧性和低温韧性必不可少的合金元素,并降低冲击韧性转变温度,ni可提高钢的淬透性、耐蚀性和保证钢在低温下的韧性,ni与cu可以形成无限固溶体,提高cu的熔点,充分发挥cu的有益作用,着力减少cu的有害影响。ni含量低于0.70%,不利于降低cu带来的龟裂等有害影响,ni含量高于0.90%,增加生产成本,因此ni含量应控制在0.70~0.90%。
[0020]
mo:mo是置换式固溶体合金元素,固溶于奥氏体中时能提高钢的淬透性,同时提高回火抗力及防止回火脆性。mo含量过低则上述作用有限,mo含量过高,则上述作用饱和,且提高钢的成本。因此,控制mo含量为0.35~0.45%。
[0021]
v含量:v对钢的强韧化效果主要表现为析出强化,首先可以在锻轧时析出v(c,n)细化奥氏体晶粒,其次在热处理再加热时析出大量v(cn)纳米第二相细化再加热奥氏体的晶粒尺寸,过高的v含量会导致v(cn)析出温度过高、析出量过多、粒子尺寸容易粗大,不利于细化奥氏体晶粒,对钢的强度、韧性等不利。过低的v以上综合作用不明显。因此v含量控制在0.05~0.10%
[0022]
cu含量:铜也是钢中非碳化物形成元素,能促进奥氏体形成,铜在钢中的溶解度变化大,具有固溶强化和析出弥散强化作用,可提高屈服强度和抗拉强度;同时,钢与表面二次析出的cu之间的阴极接触,能促使钢的阳极化,并形成保护性较好的锈层,提高钢的耐蚀性,尤其cu与ni、cr、mo、v等复合作用时显著提高钢材的耐蚀性。cu与ni能形成无限固溶体,提高固溶体的熔点,防止钢材表面产生龟裂。cu含量低于0.30%,cu发挥的作用小,钢的耐蚀性差,cu含量高于0.50%,容易使钢表面产生龟裂,因此cu含量应控制在0.30~0.50%。
[0023]
p:p能在钢液凝固时形成微观偏析,随后在奥氏体化温度加热时偏聚在晶界,使钢的脆性显著增大,所以控制p的含量在0.010%以下。
[0024]
s:钢中不可避免的不纯物,形成mns夹杂和在晶界偏聚会恶化钢的韧性和抗疲劳性能,因而控制其含量在0.008%以下。
[0025]
t[o]:氧在钢中形成各种氧化物夹杂。在应力的作用下,在这些氧化物夹杂处容易产生应力集中,导致微裂纹的萌生,从而恶化钢的力学性能特别是韧性和抗疲劳性能。因此,在冶金生产中须采取措施尽可能降低其含量。考虑到经济性,控制其含量在0.0010%以下。
[0026]
[n]:n在钢中与v、al会形成碳氮化物,可以有效的抑制奥氏体晶粒长大,但过多的n含量会导致钢的韧性和抗疲劳性能恶化,因此n含量的控制范围为0.0050~0.0070%。
[0027]
al:除了降低钢液中的溶解氧之外,铝还可以起到细化晶粒的作用。但过多的al含量一方面还原钢中ti等有害元素,连铸时还容易二次氧化造成钢水污染,因此al含量应控制0.015~0.030%。
[0028]
c、mn、si、ni、cr、mo、cu、v等元素是影响钢的淬透性的主要元素,同时每种元素对钢的淬透性的影响因子不同,本发明目的是使轮箍整个截面热处理后获得均匀细粒状渗碳体和多边形化铁素体基体组成的回火索氏体+少量下贝氏体,因此必须结合轮箍的有效尺寸合理的添加合金元素使钢获得合适的淬透性,轮辋有效截面尺寸(最大高度为200mm(7.87in),最大厚度为170mm(6.69.in)),根据各种元素对淬透性的影响因子,设定该钢的临界淬火直径di:≥8.0.in,di=(0.54c)
×
(1.00+3.3333mn)
×
(1.00+0.7si)
×
(1.00+
0.363ni)
×
(1.00+2.16cr)
×
(1.00+3.00mo)
×
(1.00+0.365cu)
×
(1.00+1.73v)。
[0029]
同时为了使轮箍具有较好的耐蚀性,需要保证钢的耐蚀指数(i),根据各种元素对轮箍腐蚀性的影响因子,其中cr能够在钢表面形成致密的氧化膜,提高钢的钝化能力。cu能够提高钢的耐蚀电位,显著提高耐蚀性,通过有效元素的合理匹配形成耐蚀公式,设定该钢耐蚀性指数i:≥6.8,i=26.01cu+3.88ni+1.20cr+1.49si+17.28p-7.29cuni-9.10nip-33.39cu2。
[0030]
本发明提供的高耐蚀性弹性车轮用轮箍的生产方法,包括以下工艺流程:
[0031]
电弧炉或转炉冶炼
→
lf炉精炼
→
rh或vd真空脱气
→
连铸
→
铸坯加热炉加热
→
热轧圆钢轧制
→
轮箍轧制
→
热处理
→
粗车加工
→
精车加工
→
探伤。
[0032]
所述热处理具体为:
[0033]
1)预备热处理,包括去应力回火和正火;
[0034]
2)性能热处理,包括亚温淬火、两相区淬火和中温回火;
[0035]
步骤1)所述去应力回火具体为:将最大高度为200mm,最大厚度为170mm、外径最大直径为700mm的毛坯轮箍按照加热速度为80~120℃/h加热至温度350~410℃,在该温度段加热保温时间以最大高度与最大厚度中的较大值(mm)为基准,保温时间按1.4~1.6min/mm计算。
[0036]
去应力回火的目的主要是去除轮箍轧制过程由于变形量过大以及工件结构较复杂产生的残余应力,避免轮箍在后续性能热处理中畸变或开裂。
[0037]
步骤1)所述正火具体为:将最大高度为200mm,最大厚度为170mm、外径最大直径为700mm的毛坯轮箍以加热速度为170~200℃/h加热至温度890~920℃,在该温度段加热保温时间以最大高度与最大厚度中的较大值(mm)为基准,保温时间按0.8~1.2min/mm计算,空冷。经正火后不仅细化了晶粒,而且改善了组织的不均匀性,为随后的最终性能热处理做好组织准备。
[0038]
步骤2)所述亚温淬火具体为:最大高度为200mm,最大厚度为170mm、外径最大直径为700mm的毛坯轮箍以加热速度为170~200℃/h加热至温度850~880℃,在该温度段加热保温时间以最大高度与最大厚度中的较大值(mm)为基准,按0.9~1.1min/mm计算,随后以最大高度与最大厚度中的较小值(mm)为基准,按照0.25~0.35s/mm进行水冷后转入油槽继续进行冷却,冷至150℃以下空冷至室温。这样可以满足轮箍在高温区冷速达到临近冷速,在珠光体和贝氏体转变区等奥氏体最不稳定区域快速冷却,以防止其分解,在马氏体转变时缓慢冷却,降低奥氏体转变成马氏体时的组织应力,避免轮箍产生畸变和开裂。同时又保证获得细小的板条状马氏体组织。为第二次淬火做好准备。
[0039]
步骤2)所述两相区淬火具体为:最大高度为200mm,最大厚度为170mm、外径最大直径为700mm的毛坯轮箍以加热速度为160~190℃/h加热至温度750~790℃,在该温度段加热保温时间以最大高度与最大厚度中的较大值(mm)为基准,按0.9~1.1min/mm计算,随后进行水冷至150℃以下空冷至室温。两相区淬火目的主要是当加热至ac3以上逆转变奥氏体刚开始形核时,由于温度不高,原子扩散不活跃,晶界迁移缓慢,奥氏体并不会迅速长大,而是以细小的晶粒存在,在随后的淬火过程中就会形成细小的板条或块状马氏体组织,从而达到细化晶粒的效果。
[0040]
步骤2)所述中温回火具体为:将最大高度为200mm,最大厚度为170mm、外径最大直
径为700mm的毛坯轮箍以加热速度为130~160℃/h加热至温度560~590℃,在该温度段加热保温时间以最大高度与最大厚度中的较大值(mm)为基准,保温时间按1.4~1.6min/mm计算,随后水冷至室温,避免钢的第二回火脆性。经过回火,可获得均匀细密回火索氏体+下贝氏体的金相组织,从而可获得良好的韧塑性及合适的强度指标。
[0041]
本发明目的是使轮箍整个截面获得均匀细粒状渗碳体和多边形化铁素体基体组成的回火索氏体+少量下贝氏体,结合轮箍轮辋有效截面尺寸(最大高度为200mm(7.87in),最大厚度为170mm(6.69.in))以及性能要求,设定该钢临界淬火直径di:≥8.0.in,di=(0.54c)
×
(1.00+3.3333mn)
×
(1.00+0.7si)
×
(1.00+0.363ni)
×
(1.00+2.16cr)
×
(1.00+3.00mo)
×
(1.00+0.365cu)
×
(1.00+1.73v)。
[0042]
同时为了使该轮箍具有良好的耐蚀性能,设定该钢耐蚀性指数i:≥6.8,i=26.01cu+3.88ni+1.20cr+1.49si+17.28p-7.29cuni-9.10nip-33.39cu2。
[0043]
本发明与现有技术相比(1)适当降低c元素含量,改善钢的塑韧性,(2)加入微量的v、n等元素,发挥v(cn)析出强化作用,细化晶粒,提高钢的韧性以及屈服强度,从而提高钢的抗疲劳性能以及抗剥离性能;(3)钢中添加cr、mo元素,以提高的抗氧化性及耐蚀性,同时改善钢的淬透性及回火抗力;(4)钢中添加适当ni、cu元素,ni能提高钢的强度及韧性,在低温条件强化晶界,能获得高的低温韧性,并降低冲击韧性转变温度,钢与表面二次析出的cu之间的阴极接触,能促使钢的阳极化,并形成保护性较好的锈层,提高钢的耐蚀性,同时cu与ni能形成无限固溶体,提高固溶体的熔点,防止钢材表面产生龟裂。(5)严格控制钢中杂质元素t[o]、p、s等的含量,以进一步提高钢的抗疲劳性能。(6)采用“预备热处理+亚温淬火+两相区淬火+中温回火”整体热处理技术,使轮箍整个截面获得均匀细粒状渗碳体和多边形化铁素体基体组成的回火索氏体+少量下贝氏体,获得高硬度高强度的同时,还具有较强的韧性以及较高的屈强比,进一步提高轮箍的抗滚动接触疲劳性能和耐磨性,减少剥离、脱落现象。本发明的关键之处在于将成分优化调整与热处理工艺优化有机地结合起来,与传统的碳素钢轮箍相比,在获得高强度、高硬度的同时,获得优异的抗滚动接触疲劳性能和高的耐蚀性和耐磨性,减少抗剥离、脱落现象,进一步提高轮箍全寿命周期服役稳定性。
[0044]
采用本发明的化学成分、工艺流程和热处理工艺参数生产的弹性车轮轮箍,测定轮辋抗拉强度(rm)≥1200mpa、屈服强度≥1100mpa、断后伸长率a≥16%、断面收缩率≥40%;-20℃冲击功ku2≥120j,缺口深度为2mm;轮辋磨耗极限布氏硬度≥360hbw(50/750),单个车轮轮辋断面硬度值变动在20hbw之内,轮辋断裂韧性kq≥120mpa
.m1/2
,钢材的奥氏体晶粒度大于等于10.0级,且耐蚀速率≤0.28g/(m2·
h)。热处理后钢的组织为细密回火索氏体+少量贝氏体,细密回火索氏体面积含量≥85%、贝氏体面积含量≤15%;其中,近表面回火索氏体面积含量为90%及以上,近表面是指踏面下0到40mm。
[0045]
与现有技术相比,本发明:
[0046]
(1)本发明制备的车轮轮箍与“珠光体+铁素体”轮箍相比,具有强度高、硬度高、耐蚀性高的特点,呈现出良好的强度韧性配合及优异的耐蚀性能。
[0047]
(2)轮辋抗拉强度(rm)≥1200mpa、屈服强度≥1100mpa、断后伸长率a≥16%、-20℃纵向冲击功ku2(缺口深度为2mm)≥120j,轮辋磨耗极限布氏硬度≥360hbw,单个车轮轮辋断面硬度值变动在20hbw之内,轮辋断裂韧性≥120mpa
.m1/2
,钢材的奥氏体晶粒度大于等于10.0级,耐蚀速率≤0.28g/(m2·
h)。
[0048]
(3)轮箍热处理后钢的组织为细密回火索氏体(85%及以上)+少量贝氏体(15%及以下),其中,近表面(踏面下40mm)回火索氏体含量为90%及以上,与传统的“珠光体+铁素体”轮箍相比,具有更为优异的抗滚动接触疲劳性能和耐磨性,从而减少抗剥离、脱落现象,进一步提高轮箍全寿命周期服役稳定性。
附图说明
[0049]
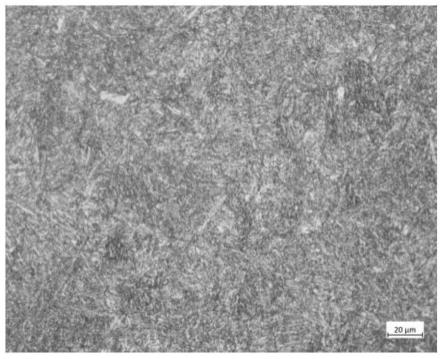
图1为本发明实施例1踏面下40mm金相组织,为90%回火索氏体;
[0050]
图2为对比例1踏面下40mm金相组织,为珠光体+铁素铁。
具体实施方式
[0051]
以下的实施例用于阐述本发明,但本发明的保护范围并不仅限于以下实施例。
[0052]
实施例1-4
[0053]
一种高耐蚀性弹性车轮用轮箍,包括以下质量百分比成分:如表1所示,表1没有显示的余量为fe和不可避免的杂质。
[0054]
对比例1-对比例3
[0055]
一种高耐蚀性弹性车轮用轮箍,包括以下质量百分比成分:如表1所示,表1没有显示的余量为fe和不可避免的杂质。对比例3成分与实施例2相同。表1实施例和对比例熔炼化学成分质量百分比(wt%)及临界淬火直径(.in)和耐腐蚀指数
[0056]
序号csimnpscrmonivcut[o][n]aldiig实施例10.390.300.600.0060.0031.350.360.780.0770.310.00080.00660.02110.18.20.29实施例20.410.340.550.0070.0041.210.350.880.0880.400.00070.00610.02810.07.90.32实施例30.430.310.530.0060.0051.250.410.800.0650.420.00090.00630.03110.77.70.34实施例40.420.280.460.0090.0031.300.440.720.0920.480.00080.00650.01710.47.10.33对比例10.580.300.770.0110.006/////0.0016/0.0221.40.60.58对比例20.630.350.780.0120.007/////0.0020/0.0261.50.70.63对比例30.410.340.550.0070.0041.210.350.880.0880.400.00070.00610.02810.07.90.32
[0057]
实施例1-实施例4轮轮箍生产工艺流程为:本发明车轮轮箍生产工艺流程为:电弧炉或转炉冶炼
→
lf炉精炼
→
rh或vd真空脱气
→
连铸
→
铸坯加热炉加热
→
热轧圆钢轧制
→
轮箍毛坯锻造
→
去应力回火(350℃~410℃)+正火(890℃~920℃)+亚温淬火(850℃~880℃)+两相区淬火(750℃~790℃)+中温回火(560℃~590℃)热处理
→
粗车加工
→
精车加工
→
探伤。
[0058]
实施例1-实施例4热处理工艺参数如下:
[0059]
实施例1:
[0060]
轮箍尺寸:高度为200mm,厚度为150mm、外径直径为700mm的毛坯轮箍
[0061]
去应力回火:以80℃/h加热至温度360℃,加热保温时间280min,空冷至100℃以下。
[0062]
正火:以170℃/h加热至温度900℃,加热保温时间200min,空冷至200℃以下。
[0063]
亚温淬火:以170℃/h加热至温度880℃,加热保温时间200min,水冷50s后转入淬火油中冷至150℃以下空冷至室温。
[0064]
两相区淬火:以160℃/h加热至温度760℃,加热保温时间200min,水冷至150℃以下空冷至室温。
[0065]
中温回火:以160℃/h加热至温度580℃,加热保温时间290min,水冷至室温,避免二次回火脆性。
[0066]
实施例2:
[0067]
轮箍尺寸:高度为200mm,厚度为160mm、外径直径为650mm的毛坯轮箍
[0068]
去应力回火:以90℃/h加热至温度370℃,加热保温时间290min,空冷至100℃以下。
[0069]
正火:以180℃/h加热至温度910℃,加热保温时间200min,空冷至200℃以下。
[0070]
亚温淬火:以180℃/h加热至温度870℃,加热保温时间190min,水冷45s后转入淬火油中冷至150℃以下空冷至室温。
[0071]
两相区淬火:以180℃/h加热至温度780℃,加热保温时间210min,水冷至150℃以下空冷至室温。
[0072]
中温回火:以150℃/h加热至温度590℃,加热保温时间300min,水冷至室温,避免二次回火脆性。
[0073]
实施例3:
[0074]
轮箍尺寸:高度为200mm,厚度为165mm、外径直径为680mm的毛坯轮箍
[0075]
去应力回火:以100℃/h加热至温度390℃,加热保温时间310min,空冷至100℃以下。
[0076]
正火:以200℃/h加热至温度890℃,加热保温时间200min,空冷至200℃以下。
[0077]
亚温淬火:以200℃/h加热至温度860℃,加热保温时间200min,水冷55s后转入淬火油中冷至150℃以下空冷至室温。
[0078]
两相区淬火:以170℃/h加热至温度770℃,加热保温时间220min,水冷至150℃以下空冷至室温。
[0079]
中温回火:以130℃/h加热至温度570℃,加热保温时间300min,水冷至室温,避免二次回火脆性。
[0080]
实施例4:
[0081]
轮箍尺寸:高度为200mm,厚度为168mm、外径直径为690mm的毛坯轮箍
[0082]
去应力回火:以110℃/h加热至温度410℃,加热保温时间300min,空冷至100℃以下。
[0083]
正火:以190℃/h加热至温度900℃,加热保温时间200min,空冷至200℃以下。
[0084]
亚温淬火:以190℃/h加热至温度850℃,加热保温时间200min,水冷55s后转入淬火油中冷至150℃以下空冷至室温。
[0085]
两相区淬火:以190℃/h加热至温度790℃,加热保温时间210min,水冷至150℃以下空冷至室温。
[0086]
中温回火:以140℃/h加热至温度590℃,加热保温时间300min,水冷至室温,避免二次回火脆性。
[0087]
其他工艺流程按照现有技术进行。
[0088]
对比例1-对比例2
[0089]
按照以下工艺流程生产:电弧炉或转炉冶炼
→
lf炉精炼
→
rh或vd真空脱气
→
连铸
→
铸坯加热炉加热
→
热轧圆钢轧制
→
轮箍毛坯锻造
→
调质(淬火+回火)热处理
→
粗车加工
→
精车加工
→
探伤。
[0090]
其中热处理工艺包括淬火+回火,具体热处理工艺参数如下:
[0091]
对比例1:
[0092]
轮箍尺寸:高度为200mm,厚度为165mm、外径直径为695mm的毛坯轮箍淬火:以210℃/h加热至温度860℃,加热保温时间200min,水冷至室温。
[0093]
回火:以200℃/h加热至温度510℃,加热保温时间310min,空冷至室温。
[0094]
对比例2:
[0095]
轮箍尺寸:高度为200mm,厚度为168mm、外径直径为690mm的毛坯轮箍淬火:以200℃/h加热至温度850℃,加热保温时间200min,水冷至室温。
[0096]
回火:以210℃/h加热至温度500℃,加热保温时间300min,空冷至室温。
[0097]
对比例3:
[0098]
按照以下工艺流程生产:电弧炉或转炉冶炼
→
lf炉精炼
→
rh或vd真空脱气
→
连铸
→
铸坯加热炉加热
→
热轧圆钢轧制
→
轮箍毛坯锻造
→
正火+亚温淬火+中温回火热处理
→
粗车加工
→
精车加工
→
探伤。
[0099]
具体热处理工艺参数如下:
[0100]
轮箍尺寸:高度为200mm,厚度为165mm、外径直径为680mm的毛坯轮箍
[0101]
正火:以180℃/h加热至温度910℃,加热保温时间200min,空冷至200℃以下。
[0102]
亚温淬火:以180℃/h加热至温度870℃,加热保温时间190min,水冷45s后转入淬火油中冷至150℃以下空冷至室温。
[0103]
中温回火:以150℃/h加热至温度640℃,加热保温时间300min,空冷至室温。
[0104]
实施例和对比例性能指标及耐腐蚀性能见表2、表3、表4。
[0105]
表2实施例及对比例机械性能及耐蚀性能
[0106][0107][0108]
表3实施例及对比例金相组织及轮辋断面硬度值及偏差
[0109][0110]
表4实施例及对比例车轮抗接触疲劳性能
[0111] 接触应力/mpa循环次数(次)转速(r/min)润滑条件是否疲劳掉块实施例115004.5x1061500油润滑否实施例215004.5x1061500油润滑否实施例315004.5x1061500油润滑否实施例415004.5x1061500油润滑否对比例112007.0x1051500油润滑是对比例212007.0x1051500油润滑是对比例312004.5x1061500油润滑是
[0112]
上述组织和性能检测方法如下:
[0113]
参照gb/t 13299、gb/t 6394、gb/t 228、gb/t 229、gb/t231、gb/t 21143、gb/t 19746、yb/t5345进行性能试验。
[0114]
实施例1~4的钢化学成分组成、生产方法均得到适当控制,其化学成分保证了0.28%≤g≤0.37%,di:≥8.0.in,i≥6.8,钢的强度、塑性、韧性、抗接触疲劳性能、耐蚀性能均较好。对比例1、对比例2是化学成分以及热处理工艺不合适,对比例3的热处理工艺不合适。对比例1、对比例2化学成分以及热处理工艺控制不当,造成钢的强度、截面硬度过低,且耐腐蚀性能较弱,抗接触疲劳性能低。对比例3与实施例2化学成分相同,但热处理工艺不合理导致强度和截面硬度较低,最终导致抗接触疲劳性能较差。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1