高安全性接地钉生产工艺的制作方法
200kpa。
18.优选的,所述。
19.与相关技术相比较,本发明提供的高安全性接地钉生产工艺具有如下有益效果:
20.本发明提供高安全性接地钉生产工艺,将钢材输送至对应的加热组件内,加热一定时长后,再直接输送至对应的加工设备内,生成对应的坯件;采用对应的打磨设备对坯件外表面进行打磨处理,其中打磨深度控制再一定区间内,在打磨阶段,采用对应的静置液进行静置冷却处理;将坯件投放至对应的涂油设备内,涂油设备内部设置有除锈油膜剂,坯件静置时长控制在一定区间内;采用对应的氧化剂均匀涂抹在坯件外表面,其中,涂抹厚度控制在一定区间内,涂抹完毕后,静置一定时长;将坯件斜面进行切角处理时,切口的角度不应大于3度;而当采用开口式切料工具时,切口的斜角可达5度,坯件在由上一个工位向下一个成型工位传递过程中,应能翻转180度;将处理完毕后的坯件放置于对应的压缩设备内,压缩一定时长,同时对压缩压力进行控制,有效提升整个加工坯件的强度,不仅增强了外表面的强度,同时压缩了内部结构,提升整个加工坯件的使用效果。
附图说明
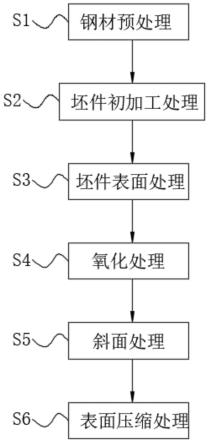
21.图1为本发明提供的高安全性接地钉生产工艺的一种较佳实施例的方法示意图。
具体实施方式
22.下面结合附图和实施方式对本发明作进一步说明。
23.请结合参阅图1,其中,图1为本发明提供的高安全性接地钉生产工艺的一种较佳实施例的方法示意图。
24.实施例一
25.高安全性接地钉生产工艺包括以下步骤:
26.s1、钢材预处理:将钢材输送至对应的加热组件内,加热一定时长后,再直接输送至对应的加工设备内,生成对应的坯件;
27.s2、坯件初加工处理:采用对应的打磨设备对坯件外表面进行打磨处理,其中打磨深度控制再一定区间内,在打磨阶段,采用对应的静置液进行静置冷却处理;
28.s3、坯件表面处理:将坯件投放至对应的涂油设备内,涂油设备内部设置有除锈油膜剂,坯件静置时长控制在一定区间内;
29.s4、氧化处理:采用对应的氧化剂均匀涂抹在坯件外表面,其中,涂抹厚度控制在一定区间内,涂抹完毕后,静置一定时长;
30.s5、斜面处理:将坯件斜面进行切角处理时,切口的角度不应大于3度;而当采用开口式切料工具时,切口的斜角可达5度,坯件在由上一个工位向下一个成型工位传递过程中,应能翻转180度;
31.s6、表面压缩处理:将处理完毕后的坯件放置于对应的压缩设备内,压缩一定时长,同时对压缩压力进行控制。
32.所述步骤s1中加热时长控制在25min,且加热组件的加热温度控制在850℃,其中加工设备的工作转速设定在200r/min。
33.所述步骤s2中打磨设备的打磨转速设定在150r/min,打磨深度控制在0.5cm区间
内,静置液采用蒸馏水,且静置时长控制在3min。
34.所述步骤s3中除锈油膜剂由以无机酸、络合剂、增渗剂、缓蚀剂、表面活性剂、水和增稠剂等原料进行制备,所述静置时长控制在2min。
35.所述步骤s4中,涂抹厚度控制在2cm区间内,静置3min区间内。
36.所述步骤s6中,压缩时长控制在3min内,其中压缩压力控制在150kpa。
37.实施例二
38.高安全性接地钉生产工艺包括以下步骤:
39.s1、钢材预处理:将钢材输送至对应的加热组件内,加热一定时长后,再直接输送至对应的加工设备内,生成对应的坯件;
40.s2、坯件初加工处理:采用对应的打磨设备对坯件外表面进行打磨处理,其中打磨深度控制再一定区间内,在打磨阶段,采用对应的静置液进行静置冷却处理;
41.s3、坯件表面处理:将坯件投放至对应的涂油设备内,涂油设备内部设置有除锈油膜剂,坯件静置时长控制在一定区间内;
42.s4、氧化处理:采用对应的氧化剂均匀涂抹在坯件外表面,其中,涂抹厚度控制在一定区间内,涂抹完毕后,静置一定时长;
43.s5、斜面处理:将坯件斜面进行切角处理时,切口的角度不应大于3度;而当采用开口式切料工具时,切口的斜角可达6度,坯件在由上一个工位向下一个成型工位传递过程中,应能翻转180度;
44.s6、表面压缩处理:将处理完毕后的坯件放置于对应的压缩设备内,压缩一定时长,同时对压缩压力进行控制。
45.所述步骤s1中加热时长控制在27min,且加热组件的加热温度控制在900℃,其中加工设备的工作转速设定在270r/min。
46.所述步骤s2中打磨设备的打磨转速设定在170r/min,打磨深度控制在0.7cm区间内,静置液采用蒸馏水,且静置时长控制在4.5min。
47.所述步骤s3中除锈油膜剂由以无机酸、络合剂、增渗剂、缓蚀剂、表面活性剂、水和增稠剂等原料进行制备,所述静置时长控制在2.5min。
48.所述步骤s4中,涂抹厚度控制在3cm区间内,静置4min区间内。
49.所述步骤s6中,压缩时长控制在4min内,其中压缩压力控制在170kpa。
50.实施例三
51.高安全性接地钉生产工艺包括以下步骤:
52.s1、钢材预处理:将钢材输送至对应的加热组件内,加热一定时长后,再直接输送至对应的加工设备内,生成对应的坯件;
53.s2、坯件初加工处理:采用对应的打磨设备对坯件外表面进行打磨处理,其中打磨深度控制再一定区间内,在打磨阶段,采用对应的静置液进行静置冷却处理;
54.s3、坯件表面处理:将坯件投放至对应的涂油设备内,涂油设备内部设置有除锈油膜剂,坯件静置时长控制在一定区间内;
55.s4、氧化处理:采用对应的氧化剂均匀涂抹在坯件外表面,其中,涂抹厚度控制在一定区间内,涂抹完毕后,静置一定时长;
56.s5、斜面处理:将坯件斜面进行切角处理时,切口的角度不应大于3度;而当采用开
口式切料工具时,切口的斜角可达7度,坯件在由上一个工位向下一个成型工位传递过程中,应能翻转180度;
57.s6、表面压缩处理:将处理完毕后的坯件放置于对应的压缩设备内,压缩一定时长,同时对压缩压力进行控制。
58.所述步骤s1中加热时长控制在28min,且加热组件的加热温度控制在950℃,其中加工设备的工作转速设定在350r/min。
59.所述步骤s2中打磨设备的打磨转速设定在200r/min,打磨深度控制在1cm区间内,静置液采用蒸馏水,且静置时长控制在6min。
60.所述步骤s3中除锈油膜剂由以无机酸、络合剂、增渗剂、缓蚀剂、表面活性剂、水和增稠剂等原料进行制备,所述静置时长控制在3min。
61.所述步骤s4中,涂抹厚度控制在4cm区间内,静置5min区间内。
62.所述步骤s6中,压缩时长控制在5min内,其中压缩压力控制在200kpa。
63.本发明提供的高安全性接地钉生产工艺的工作原理如下:
64.将钢材输送至对应的加热组件内,加热一定时长后,再直接输送至对应的加工设备内,生成对应的坯件;采用对应的打磨设备对坯件外表面进行打磨处理,其中打磨深度控制再一定区间内,在打磨阶段,采用对应的静置液进行静置冷却处理;将坯件投放至对应的涂油设备内,涂油设备内部设置有除锈油膜剂,坯件静置时长控制在一定区间内;采用对应的氧化剂均匀涂抹在坯件外表面,其中,涂抹厚度控制在一定区间内,涂抹完毕后,静置一定时长;将坯件斜面进行切角处理时,切口的角度不应大于3度;而当采用开口式切料工具时,切口的斜角可达5度,坯件在由上一个工位向下一个成型工位传递过程中,应能翻转180度;将处理完毕后的坯件放置于对应的压缩设备内,压缩一定时长,同时对压缩压力进行控制,有效提升整个加工坯件的强度,不仅增强了外表面的强度,同时压缩了内部结构,提升整个加工坯件的使用效果。
65.与相关技术相比较,本发明提供的高安全性接地钉生产工艺具有如下有益效果:
66.将钢材输送至对应的加热组件内,加热一定时长后,再直接输送至对应的加工设备内,生成对应的坯件;采用对应的打磨设备对坯件外表面进行打磨处理,其中打磨深度控制再一定区间内,在打磨阶段,采用对应的静置液进行静置冷却处理;将坯件投放至对应的涂油设备内,涂油设备内部设置有除锈油膜剂,坯件静置时长控制在一定区间内;采用对应的氧化剂均匀涂抹在坯件外表面,其中,涂抹厚度控制在一定区间内,涂抹完毕后,静置一定时长;将坯件斜面进行切角处理时,切口的角度不应大于3度;而当采用开口式切料工具时,切口的斜角可达5度,坯件在由上一个工位向下一个成型工位传递过程中,应能翻转180度;将处理完毕后的坯件放置于对应的压缩设备内,压缩一定时长,同时对压缩压力进行控制,有效提升整个加工坯件的强度,不仅增强了外表面的强度,同时压缩了内部结构,提升整个加工坯件的使用效果。
67.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1