集成电路引线框架热处理方法及引线框架与流程
1.本发明涉及集成电路封装技术领域,更具体的涉及集成电路引线框架热处理方法及引线框架。
背景技术:
2.随着电子技术的不断发展,集成电路也有了长足的进步,市场对于集成电路的质量要求也越来越高,在集成电路的组装过程中,又以引线框架的质量最为重要,引线框架作于集成电路的核心支撑,对集成电路的质量起到非常大的作用。
3.现有技术中,集成电镀封装过程中的压焊工艺稳定性主要取决于引线框架包括的引脚的高低程度以及引脚的位置,普通的引线框架受铜材轧制过程中及冲压过程中产生的应力影响,导致引脚高低以及引脚位置稳定性很难保证的问题,进一步导致压焊过程中与塑封过程中稳定性难以保证的问题。
技术实现要素:
4.本发明实施例提供集成电路引线框架热处理方法及引线框架,用以解决现有引线框架因引脚高度不一以及引脚位置难以确定而导致后续工艺稳定性低的问题。
5.本发明实施例提供集成电路引线框架热处理方法,包括:
6.将冲压完成的初始引线框架放置在脱脂炉内进行脱脂;
7.脱脂后的所述初始引线框架放置到加热炉内加热60~90秒,所述加热炉的温度为380℃~460℃;
8.加热后的所述初始引线框架放置到水冷设备冷却60~90秒,得到集成电路引线框架,所述水冷设备的温度为8℃~15℃。
9.优选地,所述初始引线框架的制备材料为c7025合金。
10.优选地,所述加热炉的温度为420℃~460℃。
11.优选地,所述加热炉的温度为450℃。
12.优选地,所述初始引线框架的制备材料为c19400合金。
13.优选地,所述加热炉的温度为380℃~440℃。
14.优选地,所述将冲压完成的初始引线框架放置在脱脂炉内进行脱脂,具体包括:
15.将冲压完成的初始引线框架在清线设备内使用脂粉以4.5
±
1m/min的速度进行脱脂。
16.本发明实施例还提供一种引线框架,采用上述集成电路引线框架热处理方法制备。
17.本发明实施例提供集成电路引线框架热处理方法及引线框架,处理方法包括:将冲压完成的初始引线框架放置在脱脂炉内进行脱脂;脱脂后的所述初始引线框架放置到加热炉内加热60~90秒,所述加热炉的温度为380℃~460℃;加热后的所述初始引线框架放置到水冷设备冷却60~90秒,得到集成电路引线框架,所述水冷设备的温度为8℃~15℃。
该处理方法通过脱脂、快速加热和冷却,能够去除制备引线框架的材料在轧制和冲压过程中产生的应力,从而可以确保引线框架包括的引脚具有相同的高度,且提高引脚位置的稳定性问题;进一步地,在后续工艺中也避免引线框架因引脚位置不稳定而导致压焊不稳定的问题,从而可以保证压焊过程中不会出现虚焊的问题以及塑封过程中不会出现引脚相接触的问题。通过本发明实施例提供的热处理方法,解决了现有引线框架因引脚高度不一以及引脚位置难以确定导致后续工艺稳定性低的问题。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1为本发明实施例提供的集成电路引线框架热处理方法流程示意图;
20.图2a为本发明实施例提供的初始引线框架引脚位置结构示意图;
21.图2b为本发明实施例提供的图2a局部放大示意图;
22.图3a为本发明实例提供的引线框架引脚位置结构示意图;
23.图3b为本发明实例提供的图3a局部放大示意图。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
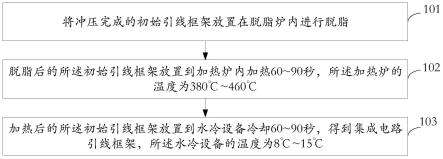
25.图1为本发明实施例提供的集成电路引线框架热处理方法流程示意图;如图1所示,本发明实施例提供的集成电路引线框架热处理方法包括以下步骤:
26.步骤101,将冲压完成的初始引线框架放置在脱脂炉内进行脱脂;
27.步骤102,脱脂后的所述初始引线框架放置到加热炉内加热60~90秒,所述加热炉的温度为380℃~460℃;
28.步骤103,加热后的所述初始引线框架放置到水冷设备冷却60~90秒,得到集成电路引线框架,所述水冷设备的温度为8℃~15℃。
29.在步骤101中,将冲压完成的初始引线框架放置在清线设备内使用脂粉f-1550进行脱脂,其中,初始引线框架在清线设备内的旋转速度为4.5
±
1m/min。
30.在步骤102中,将完成脱脂的初始引线框架放置到加热炉内加热,需要说明的是,在本发明实施例中,该加热炉采用上下辐射管加热方式,在5米长的加热通道内由石墨滚轮支撑匀速运动,上下辐射管加热为快速加热,其可以在60~90秒的时间内,将加热炉内的温度加热至380℃~460℃。
31.示例地,本发明实施例中,设置在加热炉内的加热元件的材料为0cr20ni80高温镍合金丝,上下辐射管加热方式,在5米长的加热通道内由石墨滚轮支撑匀速运动,温度控制在
±
5℃。
32.示例地,当本发明实施例提供的初始引线框架的制备材料为c7025合金时,其设置在加热炉内时,其状态为1/2h(h是一般金属材料的标准硬度代号)时,加热炉需要在60~90秒的时间内,将加热炉内的温度加热至420℃~460℃之间。
33.为了能够对加热炉内的温度进行控制,优选地,加热炉内的温度为450℃。
34.示例地,当本发明实施例提供的初始引线框架的制备材料为c19400合金时,其设置在加热炉内时,加热炉需要在60~90秒的时间内,将加热炉内的温度加热至380℃~440℃之间。
35.进一步地,当c19400合金的状态为fh时,其温度需要加热至400~440℃。这里的,f是完全退火的代号,h是均匀化退火的代号,而fh是完全退火加均匀化退火状态。
36.需要说明的是,本发明实施例中,c7025合金又称铜镍硅合金,为含有镍和硅的铜合金;其具有良好的成形性和耐应力松弛性能,导电性适度,可用作触点弹簧、接插件和引线框架等。c19400合金是美标铁青铜,具有良好的导电导热性能,同时兼具较高的强度、硬度,高耐软化温度及耐蚀性、耐应力腐蚀等。带材精度高、板型良好、无残余应力,用于电子工业接插件及大规模集成电路引线框架材料等。
37.在步骤103中,将加热后的初始引线框架放置到水冷设备内快速冷却,得到集成电路引线框架。水冷设备的其冷却时间为60~90秒,水冷设备的温度为8℃~15℃。
38.需要说明的是,无论引线框架的制备材料为c7025合金,还是c19400合金,其放置到水冷设备进行快速冷却的时间均为60~90秒,且水冷设备的温度也均为8℃~15℃。
39.在本发明实施例中,水冷设备的冷却过程为通过5米长的冷却水箱由石墨滚轮支撑匀速运动,冷却水的压力为1-3bar,温度控制在8~15℃,冷却时间为60~90秒。
40.示例地,一种lqfp(1414)100(180x180)-2p初始引线框架,其在热处理之前引脚位置结构如图2a和图2b所示,当其通过本发明实施例提供的热处理方法之后,其引脚位置结构可以如图3a和图3b所示。图2b和图3b分别为45倍显微镜下的图片,热处理前,引脚存在高度不一致以及位置不稳定的问题,而当该初始引线框架经过热处理之后,从图中可以看到,其引脚的高度一致且引脚位置比较稳定。
41.本发明实施例还提供一种引线框架,其通过本发明实施例通过的引线框架热处理方法制备。
42.综上所示,本发明实施例提供集成电路引线框架热处理方法及引线框架,处理方法包括:将冲压完成的初始引线框架放置在脱脂炉内进行脱脂;脱脂后的所述初始引线框架放置到加热炉内加热60~90秒,所述加热炉的温度为380℃~460℃;加热后的所述初始引线框架放置到水冷设备冷却60~90秒,得到集成电路引线框架,所述水冷设备的温度为8℃~15℃。该处理方法通过脱脂、快速加热和冷却,能够去除制备引线框架的材料在轧制和冲压过程中产生的应力,从而可以确保引线框架包括的引脚具有相同的高度,且提高引脚位置的稳定性问题;进一步地,在后续工艺中也避免引线框架因引脚位置不稳定而导致压焊不稳定的问题,从而可以保证压焊过程中不会出现虚焊的问题以及塑封过程中不会出现引脚相接触的问题。通过本发明实施例提供的热处理方法,解决了现有引线框架因引脚高度不一以及引脚位置难以确定导致后续工艺稳定性低的问题。
43.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优
选实施例以及落入本发明范围的所有变更和修改。
44.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1