一种铁水浇铸过程中自动添加孕育剂装置及方法与流程
1.本发明涉及自动添加孕育剂技术领域,特别涉及一种铁水浇铸过程中自动添加孕育剂装置及方法。
背景技术:
2.为提高铸件质量,工艺部增加铁水随流孕育,孕育剂由人工添加,它的工作流程是行车工将铁水包调运到浇铸位置,浇铸工在浇铸时由行车工添加孕育剂,孕育剂随铁水流入铸造型腔,行车工不断地加入孕育剂直至浇铸工序结束,增加了行车工的工作量,同时人工操作在添加过程中孕育剂也不均匀,孕育效果也不好,此种流程测试精度差,操作者的劳动强度大。
3.并且孕育剂在小车中倾倒中,由于孕育剂呈固状块,则在孕育剂排料的过程中,容易导致孕育剂残留在小车内,无法完全排干净。
技术实现要素:
4.本发明的目的在于提供一种铁水浇铸过程中自动添加孕育剂装置及方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种铁水浇铸过程中自动添加孕育剂装置,包括小车轨道、传输链和孕育剂添加小车,孕育剂添加小车卡在小车轨道上,并且孕育剂添加小车上设有提供移动动力的驱动组件;
6.所述孕育剂添加小车的侧面设有倾斜的排料管,并在排料管内安装有延伸至孕育剂添加小车内腔的螺旋出料组件,孕育剂添加小车的内部还安装有推料组件,推料组件连接的动力组件设置在孕育剂添加小车的外壁上,用于推料组件和出料组件同时工作,推料组件推动孕育剂至排料管内并通过螺旋出料组件排出;
7.所述传输链的其中一段与小车轨道并排设置,形成浇铸区域,传输链上设置砂箱,孕育剂添加小车沿着小车轨道移动,孕育剂排放至浇铸区域内砂箱中。
8.进一步地,螺旋出料组件包括传动轴和螺旋叶片,所述传动轴位于排料管内与螺旋叶片相接,排料管的端口上设有套在传动轴的轴承座,螺旋叶片与排料管接触连接。
9.进一步地,推料组件包括横轴、推料板、导向条和进料管,进料管和排料管位于同一竖直平面上,并且进料管设置于孕育剂添加小车的顶部;
10.所述横轴的一端贯穿孕育剂添加小车并与动力组件相接,横轴通过锥齿轮与延伸至孕育剂添加小车的传动轴端口连接,横轴位于孕育剂添加小车内部的外壁上设置有螺纹部和光滑部,并且横轴上的锥齿轮侧平面上还固定有弹簧,弹簧覆盖光滑部并延伸至螺纹部上;
11.所述导向条设置在孕育剂添加小车的内壁上,并且导向条和传动轴平行,推料板的中心套在传动轴上与螺纹部啮合,并且推料板的外壁上设有供导向条插入的凹槽。
12.进一步地,动力组件包括电机、电机架和减速机,电机架安装在孕育剂添加小车的
外壁上,电机和减速机并排设置于电机架上,电机的输出轴和减速机相接,减速机的输出轴与横轴通过轴键连接。
13.进一步地,驱动组件包括驱动电机、驱动轮和驱动架,驱动架设置在孕育剂添加小车的底部,驱动电机和驱动轮安装于驱动架内,驱动电机和驱动轮通过皮带连接,驱动电机通过红外与遥控器无线连接,并且驱动电机通过导线受控于孕育剂添加小车上的控制按钮。
14.进一步地,孕育剂添加小车上还安装有红外传感器,用于检测砂箱的位置,排料管上设置的测温传感器检测砂箱浇铸口的温度。
15.本发明提出的另一种技术,包括铁水浇铸过程中自动添加孕育剂装置的方法,包括以下步骤:
16.s1:砂箱在传输链上移动,传输链由液压缸推动,砂箱移动至浇铸区域内;
17.s3:小车可根据生产要求在任一位置启动,驱动电机启动,孕育剂添加小车沿着小车轨道南北移动,孕育剂添加小车运行到排料管对准浇铸砂箱的浇铸口位置时,控制孕育剂添加小车停止移动;
18.s3:测温传感器检测砂箱浇铸口的温度大于1200℃时,电机启动经过减速机降速后动力传递至横轴,横轴在旋转的过程中,推料板沿着导向条朝排料管方向移动,孕育剂慢慢推至排料管,并且传动轴和螺旋叶片同时转动,孕育剂添加小车内的孕育剂定量排出至砂箱内,若测量温度小于1200℃时,螺旋叶片自动停止。
19.与现有技术相比,本发明的有益效果是:
20.本发明提出的一种铁水浇铸过程中自动添加孕育剂装置及方法,孕育剂添加小车有手动和自动选择,选为自动时,通过遥控器的红外开关启动驱动电机,孕育剂添加小车到砂箱浇铸区域时通过红外检测下达命令停止,实现自动或手动两者方式控制,完成移动控制。电机动力传递至横轴,横轴在旋转的过程中,推料板沿着导向条朝排料管方向移动,孕育剂被慢慢推至排料管,若测量温度小于1200℃时,螺旋叶片自动停止,而随着不断的向砂箱中添料,在加料的过程中,料不会从排料管排出,从而能够将孕育剂的残渣完全排出,避免排放不完全的问题。
附图说明
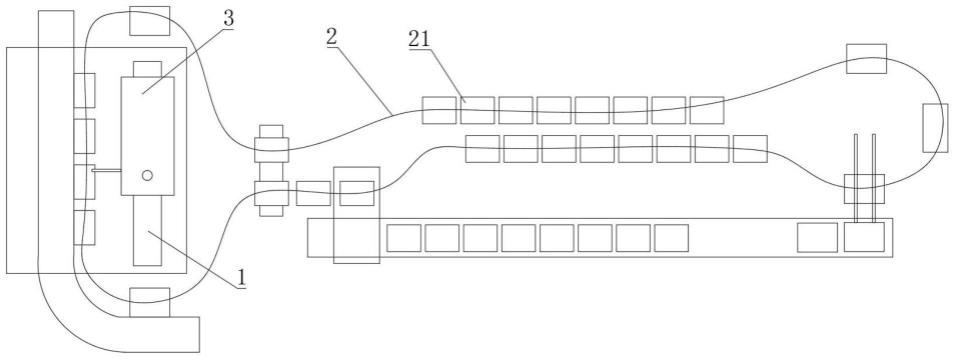
21.图1为本发明的整体简图;
22.图2为本发明的孕育剂添加小车内部状态图一;
23.图3为本发明的图2的a处放大图;
24.图4为本发明的孕育剂添加小车内部状态图二;
25.图5为本发明的孕育剂添加小车内部侧面结构图;
26.图6为本发明的孕育剂添加小车控制程序图一;
27.图7为本发明的孕育剂添加小车控制程序图二。
28.图8为本发明的孕育剂添加小车控制程序图三;
29.图9为本发明孕育剂添加小车控制程序图四;
30.图10为本发明孕育剂添加小车控制程序图五。
31.图中:1、小车轨道;2、传输链;21、砂箱;3、孕育剂添加小车;31、排料管;4、螺旋出
料组件;41、传动轴;42、螺旋叶片;5、推料组件;51、横轴;52、推料板;53、导向条;54、进料管;6、驱动组件;61、电机;62、驱动轮;63、驱动架;7、动力组件;71、电机;72、电机架;73、减速机。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.为了解决现有小车无法自动添加孕育剂,并且小车的操控无法自动化实现移动的问题,给出以下技术,请参阅图1-3;
34.一种铁水浇铸过程中自动添加孕育剂装置,包括小车轨道1、传输链2和孕育剂添加小车3,孕育剂添加小车3卡在小车轨道1上,并且孕育剂添加小车3上设有提供移动动力的驱动组件6;
35.驱动组件6包括驱动电机61、驱动轮62和驱动架63,驱动架63设置在孕育剂添加小车3的底部,驱动电机61和驱动轮62安装于驱动架63内,驱动电机61和驱动轮62通过皮带连接,驱动电机61通过红外与遥控器无线连接,并且驱动电机61通过导线受控于孕育剂添加小车3上的控制按钮。
36.孕育剂添加小车3上还安装有红外传感器,用于检测砂箱21的位置,排料管31上设置的测温传感器检测砂箱21浇铸口的温度;
37.孕育剂添加小车3的侧面设有倾斜的排料管31,并在排料管31内安装有延伸至孕育剂添加小车3内腔的螺旋出料组件4,孕育剂添加小车3的内部还安装有推料组件5,推料组件5连接的动力组件7设置在孕育剂添加小车3的外壁上,用于推料组件5和螺旋出料组件4同时工作,推料组件5推动孕育剂至排料管31内并通过螺旋出料组件4排出;
38.传输链2的其中一段与小车轨道1并排设置,形成浇铸区域,传输链2上设置砂箱21,孕育剂添加小车3沿着小车轨道1移动,孕育剂排放至浇铸区域内砂箱21中。
39.具体的,铸造砂箱21到达浇铸区域时,孕育剂添加小车3有手动和自动选择,当选为手动时,按下前进或后退按钮,孕育剂添加小车3的驱动电机61启动,驱动驱动轮62正旋或者反旋,从而实现前进或者后退;
40.当选为自动时,通过遥控器的红外开关启动驱动电机61,孕育剂添加小车3在驱动电机61控制下,驱动轮62也要到达该位置,孕育剂添加小车3到砂箱21浇铸区域时通过红外检测下达命令停止,实现自动或手动两者方式控制,完成移动控制。
41.为了解决行车工不断地加入孕育剂直至浇铸工序结束,增加了行车工的工作量,同时人工操作在添加过程中孕育剂也不均匀,孕育效果也不好,此种流程测试精度差,操作者的劳动强度大,给出以下技术;
42.孕育剂在小车中倾倒中,由于孕育剂呈固状块,则在孕育剂排料的过程中,容易导致孕育剂残留在小车内,无法完全排干净的问题,给出以下技术,请参阅图4-10;
43.螺旋出料组件4包括传动轴41和螺旋叶片42,传动轴41位于排料管31内与螺旋叶片42相接,排料管31的端口上设有套在传动轴41的轴承座,螺旋叶片42与排料管31接触连
接。
44.推料组件5包括横轴51、推料板52、导向条53和进料管54,进料管54和排料管31位于同一竖直平面上,并且进料管54设置于孕育剂添加小车3的顶部;
45.横轴51的一端贯穿孕育剂添加小车3并与动力组件7相接,横轴51通过锥齿轮与延伸至孕育剂添加小车3的传动轴41端口连接,横轴51位于孕育剂添加小车3内部的外壁上设置有螺纹部和光滑部,并且横轴51上的锥齿轮侧平面上还固定有弹簧,弹簧覆盖光滑部并延伸至螺纹部上,动力组件7包括电机71、电机架72和减速机73,电机架72安装在孕育剂添加小车3的外壁上,电机71和减速机73并排设置于电机架72上,电机71的输出轴和减速机73相接,减速机73的输出轴与横轴51通过轴键连接;
46.导向条53设置在孕育剂添加小车3的内壁上,并且导向条53和传动轴41平行,推料板52的中心套在传动轴41上与螺纹部啮合,并且推料板52的外壁上设有供导向条53插入的凹槽。
47.具体的,测温传感器检测砂箱21浇铸口的温度大于1200℃时,电机71动力传递至横轴51,横轴51在旋转的过程中,推料板52沿着导向条53朝排料管31方向移动,孕育剂被慢慢推至排料管31,并且传动轴41和螺旋叶片42同时转动,螺旋叶片42在旋转的过程中将孕育剂定量排出并至砂箱21内,若测量温度小于1200℃时,螺旋叶片42自动停止,而随着不断的砂箱21添料,推料板52不断的移动,推料板52会与弹簧接触,并慢慢压缩弹簧,推料板52移动至光滑部,推料板52将料完全推至排料管31上方,推料板52停止旋转,螺旋叶片42始终保持旋转,将孕育剂排出;
48.孕育剂添加小车3需要加料时,横轴51和螺旋叶片42反向旋转,弹簧推动推料板52旋入横轴51的螺纹部,并且慢慢朝远离排料管31的位置移动,而随着螺旋叶片42反向旋转,在加料的过程中,料不会从排料管31排出,从而能够将孕育剂的残渣完全排出,避免排放不完全的问题。
49.本发明提出的另一种技术,包括铁水浇铸过程中自动添加孕育剂装置的方法,包括以下步骤:
50.步骤一:砂箱21在传输链2上移动,传输链2由液压缸推动,砂箱21移动至浇铸区域内;
51.步骤二:小车可根据生产要求在任一位置启动,驱动电机61启动,孕育剂添加小车3沿着小车轨道1南北移动,孕育剂添加小车3运行到排料管31对准浇铸砂箱的浇铸口位置时,控制孕育剂添加小车3停止移动;
52.步骤三:测温传感器检测砂箱21浇铸口的温度大于1200℃时,电机71启动经过减速机73降速后动力传递至横轴51,横轴51在旋转的过程中,推料板52沿着导向条53朝排料管31方向移动,孕育剂慢慢推至排料管31,并且传动轴41和螺旋叶片42同时转动,孕育剂添加小车3内的孕育剂定量排出至砂箱21内,若测量温度小于1200℃时,螺旋叶片42自动停止。
53.综上所述;本发明的铁水浇铸过程中自动添加孕育剂装置及方法,孕育剂添加小车3有手动和自动选择,当选为手动时,按下前进或后退按钮,驱动驱动轮62正旋或者反旋,从而实现前进或者后退;当选为自动时,通过遥控器的红外开关启动驱动电机61,孕育剂添加小车3到砂箱21浇铸区域时通过红外检测下达命令停止,实现自动或手动两者方式控制,
完成移动控制。
54.测温传感器检测砂箱21浇铸口的温度大于1200℃时,电机71动力传递至横轴51,横轴51在旋转的过程中,推料板52沿着导向条53朝排料管31方向移动,孕育剂被慢慢推至排料管31,若测量温度小于1200℃时,螺旋叶片42自动停止,而随着不断的向砂箱21中添料,在加料的过程中,料不会从排料管31排出,从而能够将孕育剂的残渣完全排出,避免排放不完全的问题。
55.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1