一种FeCrW基铁马合金及其制备方法和应用与流程
一种fecrw基铁马合金及其制备方法和应用
技术领域
1.本发明涉及核材料制备技术,具体涉及一种fecrw基铁马合金及其制备方法和应用。
背景技术:
2.铅冷快堆在中子经济性、热工水力学特性、化学稳定性及安全性等方面具有独特的优势被认为是最具应用前景且有望率先实现工业示范的第四代核能系统。目前,我国铅冷快堆的设计运行温度为500℃~600℃,冷却剂为铅铋共晶金属液体,运行辐照剂量约50-100dpa之间。从上述运行工况参数可以看出,铅基反应堆结构材料面临高温、高剂量中子辐照及强烈的液态金属腐蚀等极端恶劣的服役环境,因此,要求反应堆结构材料具有优异的高温性能、抗中子辐照及抗液态铅铋合金腐蚀性能。
3.铁马合金具有出色的抗辐照肿胀性能、良好的强韧性配合、稳定的热物理性能及较好的抗高温氧化和腐蚀能力,是铅冷快堆首选的结构材料。但现有的铁马合金在高温环境的长期服役过程中,材料的微观组织结构会发生一系列的变化,如位错和板条结构的回复,析出相的粗化以及金属间化合物的形成,导致材料的软化、脆化及快速断裂,最终导致材料的失效。因此,在高温(500℃~600℃)、高剂量(50~100dpa)中子辐照及强烈的液态金属腐蚀等极端恶劣的服役环境中,现有的铁马合金材料不能满足长时间服役的要求。
技术实现要素:
4.本发明的目的在于提供一种fecrw基铁马合金,以解决现有的铁马合金材料不能作为反应堆结构材料长时间在高温条件下服役的问题。
5.一方面,本发明提供一种fecrw基铁马合金,fecrw基铁马合金中包含有质量百分数为0.1%~1%的si,fecrw基铁马合金在500℃~600℃范围内且连续使用5000小时后的断裂韧性大于160mpa
·m1/2
。
6.本发明的有益效果:通过向现有铁马合金的原料中添加质量分数为0.1%~1%的si,不仅能够获得综合性能良好的fecrw基铁马合金,而且在550℃左右的温度下,在一定的时间范围内,随着时间的增长,fecrw基铁马合金的断裂韧性逐渐提高,有利于长期服役,可以作为制备堆芯结构的材料使用。
7.作为一种优选的方式,si的质量百分数为0.3%~0.7%。
8.作为一种可能的实现方式,fecrw基铁马合金包括以下质量百分数的组分:8.8%~9.2%cr,0.1%~0.2%c,1%~2%w,0.3%~0.5%mn,0.2%~0.4%vb族元素,0.01%~0.1%zr,0.1%~1%si,其余为fe。
9.作为一种优选的方式,fecrw基铁马合金包括以下质量百分数的组分:8.8%~9.2%cr,0.1%~0.12%c,1%~1.5%w,0.3~0.5%mn,0.2%~0.3%vb族元素,0.01%~0.03%zr,0.3%~0.7%si,其余为fe。
10.作为一种优选的方式,vb族元素为ta和/或v。
11.另一方面,本发明还提供了一种fecrw基铁马合金的制备方法,包括:
12.将各原料混合后进行真空感应熔炼,得到铸锭;
13.将铸锭在1050℃~1250℃下保温1.5~2.5小时后进行锻造处理,得到板材,锻造终点的温度为950℃~1050℃;
14.将板材依次进行轧制和热处理。
15.作为一种优选的方式,在制备铸锭的过程中,p、s以及o的含量之和小于0.003wt%,n含量小于0.02wt%。
16.作为一种可能实现的方式,热处理包括在1050℃~1100℃保温50~70分钟后淬火和在700℃~750℃保温80~100分钟后空冷。
17.作为一种优选的方式,制备方法还包括在热处理后在500℃~600℃下进行热时效处理。
18.本发明的有益效果为:通过真空感应熔炼、均匀化、锻造、轧制以及热处理的结合,有利于提高fecrw基铁马合金的综合力学性能,置于550℃环境中5000小时后,室温屈服强度可达700mpa,抗拉强度可达816mpa,延伸率可达16.2%,断裂韧度k
j0
可达165.4mpa
·m1/2
。
附图说明
19.图1为不同时效时间、不同si含量fecrw基铁马合金的力学性能测试结果;
20.图2为fm-1在550℃下进行5000h的时效处理后断裂韧度测试曲线;
21.图3为fm-2在550℃下进行5000h的时效处理后断裂韧度测试曲线;
22.图4为fm-3在550℃下进行5000h的时效处理后断裂韧度测试曲线;
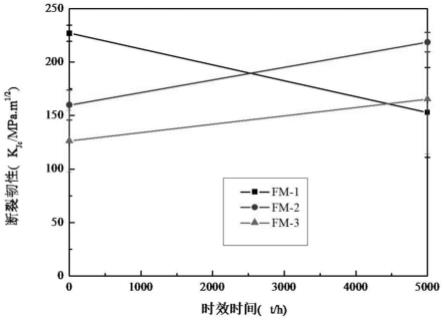
23.图5为fm-1、fm-2和fm-3在550℃下进行5000h的时效处理前后断裂韧度的变化曲线。
具体实施方式
24.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.本发明的发明人发现铅基反应堆结构面临高温、高剂量中子辐照及强烈的液态金属腐蚀等极端恶劣的服役环境,因此对铅基反应堆结构的制备材料提出了要求;目前由于铁马合金具有出色的抗辐照肿胀性能、良好的强韧性配合、稳定的热物理性能及较好的抗高温氧化和腐蚀能力,是铅基反应堆结构的首选材料,但是本发明的发明人发现现有的铁马合金在高温环境的长期服役过程中,铁马合金的微观组织结构会发生一系列的变化,如位错和板条结构的回复,析出相的粗化以及金属间化合物的形成,导致铁马合金的软化、脆化及快速断裂,最终铁马合金的失效,由此可知现有的铁马合金不适应于作为铅基反应堆结构的材料。
26.由于现有的铁马合金存在的上述问题,本发明的发明人发现,向fecrw基铁马合金中掺入0.1wt%~1wt%si,一方面,使合金中的铁素体相含量有所增加,吸收了部分裂纹扩展能量,而且在一定时间范围内,随着服役时间的延长,断裂模式逐渐由沿晶断裂转变为沿马氏体板条断裂,马氏体板条数量较多,裂纹扩展路径曲折,使得铁马合金的断裂韧性反而
有所增加,其他力学性能虽然有波动,但是仍然使得铁马合金表现出良好的综合性能;由此可知通过添加si有利于提高fecrw基铁马合金的长期服役性能,另一方面,铁马合金的综合力学性能也得到了提升,提高了使用过程中的安全性。
27.本发明提供一种fecrw基铁马合金,fecrw基铁马合金中包含有质量百分数为0.1%~1%的si,fecrw基铁马合金在500℃~600℃范围内且连续使用5000小时后的断裂韧性大于160mpa
·m1/2
。
28.如本文所用,所述“fecrw基铁马合金”是指以fe、cr以及w为主要元素的合金材料,如本文所用,所述“主要元素”是指在合金材料中按质量百分数从高到低排列的前三位元素。
29.本发明中,通过向现有的fecrw基铁马合金中添加si元素,使得铁马合金的长期服役性能和综合力学性能均有提升,能够用于铅基反应堆结构的制备;特别是在高温环境中能够长期服役;如本文所用,所述“高温”是指温度在500℃~600℃;如本文所用,所述“长期服役”是指服役时间大于5000h;合适地,所述si的添加量为0.1wt%~1wt%,更合适地,0.4wt%~0.7wt%;合适地,fecrw基铁马合金在500℃~600℃范围内且连续使用5000小时后的断裂韧性大于160mpa
·m1/2
;本发明中,所述断裂韧性的测量方法参照gb/t21143-2014。
30.本发明中,所述fecrw基铁马合金可以具体包括以下质量百分数的组分:8.8%~9.2%cr,0.1%~0.2%c,1%~2%w,0.3%~0.5%mn,0.2%~0.4%vb族元素,0.01%~0.1%zr,0.1%~1%si,其余为fe;合适地,8.8%~9.2%cr,0.1%~0.12%c,1%~1.5%w,0.3~0.5%mn,0.2%~0.3%vb族元素,0.01%~0.03%zr,0.3%~0.7%si,其余为fe;其中,vb族元素可以为ta或v或两者的组合,合适地,vb族元素为ta和v;当vb族元素为ta和v时,两者的质量百分数为0.1%~0.2%ta和0.2%~0.3%v。
31.另一方面,本发明还提供一种上述fecrw基铁马合金的制备方法,包括以下步骤:
32.s1.将各原料混合后进行真空感应熔炼,得到铸锭;
33.如本文所用,所述“真空感应熔炼”的英文全称为vacuum induction melting,简称vim,是指在电磁感应过程中会产生涡电流,使金属熔化,用以提炼高纯度的金属及合金,得到的金属及合金的韧性、疲劳强度、耐腐蚀性能,高温蠕变性能以及磁性合金的磁导率均有明显地提升;本发明中,所述真空感应熔炼可以在相应的熔炼设备中完成,比如:真空感应炉熔炼、悬浮熔炼和冷坩埚熔炼。
34.本发明中,在所述真空感应熔炼过程中,p、s、o等杂质含量一般小于0.003wt%,n含量一般小于0.02wt%,有利于得到高纯度的铸锭,从而提高后续制备得到的合金材料的力学性能和长期服役性能。
35.s2.将所述铸锭在1050℃~1250℃下保温1.5~2.5小时后进行锻造处理,得到板材,锻造终点的温度为950℃~1050℃;
36.本发明中,将得到的所述铸锭进行均匀化处理,确保制备得到的材料性能稳定;如本文所用,所述“均匀化处理”是指将物质置于一定的温度下保温一定的时间,其该物质中的各组分充分分散均匀;本发明中,均匀化的温度一般为1050℃~1250℃,合适地,1100℃~1200℃,更合适地,1150℃;均匀化的时间根据均匀化的温度进行相应的调整,一般为1.5~2.5小时,合适的2小时。
37.为了避免所述铸锭的冒口对均匀化的影响可以将冒口先切除后在进行均匀化处理。
38.本发明中,所述锻造处理中锻造后所得板材的厚度可以为25~35mm,锻造的温度可以与均匀化处理的温度相同,也可以根据需求进行调整,合适地,锻造的温度可以与均匀化处理的温度相同,可直接进行锻造;如本文所用,所述“锻造终点”是指锻造结束时锻造室的温度,锻造终点的温度一般为950℃~1050℃,合适地,950℃~1000℃,更合适地,1000℃。
39.s3.将所述板材依次进行轧制和热处理。
40.为了使得板材中的各原料能够进一步均匀化,可以在对其进行轧制前进行再次均匀化处理,均匀化处理的温度一般为700℃~850℃,合适地,800℃~850℃,更合适地,800℃,均匀化的时间根据均匀化的温度进行相应的调整,一般为0.8~1.5小时,合适地,1小时。
41.本发明中,所述轧制可以将板材的厚度改变成10~20mm,合适地,10~15mm,更合适地,15mm。
42.本发明中,所述“空冷”是指采用空气的方式进行冷却。
43.本发明中,为了进一步提高材料的韧性,采用热处理,所述热处理包括但不限于正火处理和回火处理;所述正火处理的温度一般为1050℃~1100℃,合适地,1100℃,时间可以根据相应的温度进行调整,一般为50~70分钟,所述正火处理可以采用淬火的方式结束;所述回火处理的温度一般为700℃~750℃,合适地,700℃,时间可以根据相应的温度进行调整,一般为80~100分钟,所述回火处理可以采用空冷的方式实现冷却。
44.通过上述方法制备得到的fecrw基铁马合金,置于550℃环境中5000小时后,室温屈服强度可达700mpa,抗拉强度可达816mpa,延伸率可达16.2%,断裂韧度k
j0
可达165.4mpa
·m1/2
。
45.本发明中,屈服强度、抗拉强度和弹性模量的测量方法为gb/t228.1-2021。
46.实施例
47.实施例1
48.(1)按比例将9%cr,0.12%c,1.5%w,0.5%mn,0.1ta,0.2%v,0.01%zr,0.4%si以及其余为fe的粉末进行混合,以上均为质量百分数;
49.(2)进行真空感应熔炼,制备30kg级铁马合金铸锭,p、s、o等杂质含量《0.003wt%,n含量《0.02wt%;
50.(3)在1100℃,保温60分钟后开始锻造;锻造终点的温度为900℃,锻造得到的板材厚度为30mm;
51.(4)将锻造后的板材在800℃保温60分钟,然后开始热轧,厚度从30mm轧制到15mm;
52.(5)轧制后,首先对板材进行正火处理:1020℃保温60分钟,淬火;然后对板材进行回火处理:700℃保温90分钟,空冷,得到fecrw基铁马合金,记为fm-2。
53.实施例2
54.(1)按比例将9%cr,0.12%c,1.5%w,0.5%mn,0.1ta,0.2%v,0.01%zr,0.7%si以及其余为fe的粉末进行混合,以上均为质量百分数;
55.(2)进行真空感应熔炼,制备30kg级铁马合金铸锭,p、s、o等杂质含量《0.003wt%,
n含量《0.02wt%;
56.(3)在1100℃,保温60分钟后开始锻造;锻造终点的温度为900℃,锻造得到的板材厚度为30mm;
57.(4)将锻造后的板材在800℃保温60分钟,然后开始热轧,厚度从30mm轧制到15mm;
58.(5)轧制后,首先对板材进行正火处理:1020℃保温60分钟,淬火;然后对板材进行回火处理:700℃保温90分钟,空冷,得到fecrw基铁马合金,记为fm-3。
59.对比例1
60.(1)按比例将9%cr,0.12%c,1.5%w,0.5%mn,0.1ta,0.2%v、0.01%zr以及其余为fe的粉末进行混合,以上均为质量百分数;
61.(2)进行真空感应熔炼,制备30kg级铁马合金铸锭,p、s、o等杂质含量《0.003wt%,n含量《0.02wt%;
62.(3)在1100℃,保温60分钟后开始锻造;锻造终点的温度为900℃,锻造得到的板材厚度为30mm;
63.(4)将锻造后的板材在800℃保温60分钟,然后开始热轧,厚度从30mm轧制到15mm;
64.(5)轧制后,首先对板材进行正火处理:1020℃保温60分钟,淬火;然后对板材进行回火处理:700℃保温90分钟,空冷,得到fecrw基铁马合金,记为fm-1。
65.现对fm-1在550℃下分别进行0和5000h的时效处理,时效处理结束采用空气冷却的方式冷却至室温,结果如表1所示。
66.现对fm-2在550℃下分别进行0和5000h的时效处理,时效处理结束采用空气冷却的方式冷却至室温,结果如表1所示。
67.现对fm-3在550℃下分别进行0和5000h的时效处理,时效处理结束采用空气冷却的方式冷却至室温,结果如表1所示。
68.表1不同时效时间、不同si含量fecrw基铁马合金的力学性能测试结果
[0069][0070]
由表1可知,si含量一定时,当时效处理的时间在一定范围内时,随着时效处理的时间增加,fecrw基铁马合金的断裂韧性不降低反而有所增加,其他性能(弹性模量、屈服强度、抗拉强度以及延伸率)虽有变化,但是依然表现出优异的性能,使得fecrw基铁马合金具有优良的综合力学性能;并且与对比例1相比,添加一定含量的si有利于提高fecrw基铁马合金的长期服役性能和综合力学性能,适合在核壳结构中推广应用。
[0071]
对比例fm-1在550℃下分别进行0和5000h的时效处理后,以及fm-2和fm-3在550℃下分别进行0和5000h时效处理后,力学性能测试结果如图1所示,需要说明的是,由于fm-3在5000h时效前后下的性能接近,因此2条线基本重合,在图中的位置为最上面那一条曲线。
[0072]
由图1可知,时效处理对fecrw基铁马合金的抗拉强度没有明显的影响。
[0073]
图2为fm-1在550℃下进行5000h的时效处理后断裂韧度测试曲线,图3为fm-2在550℃下进行5000h的时效处理后断裂韧度测试曲线,图4为fm-3在550℃下进行5000h的时效处理后断裂韧度测试曲线,图5为fm-1、fm-2和fm-3在550℃下进行5000h的时效处理前后断裂韧度的变化曲线;
[0074]
由图2~图4可知,fm-1、fm-2和fm-3在550℃下进行5000h的时效处理后,在进行断裂韧度测试时,经过一定的塑性变形后脆断,从载荷-cod曲线上可以获得载荷最大值,通过多项式拟合和线弹性段拟合可以获得该试样断裂韧度的计算参数,从而获得该试样的断裂韧度值;
[0075]
由图5可知,对比例fm-1在550℃下进行5000h的时效处理后,抗断裂性能退化,断裂韧性降低,而fm-2和fm-3在550℃下进行5000h的时效处理后,断裂韧度出现了不同程度的提高,说明本发明制备得到的fecrw基铁马合金经过时效处理有利于断裂韧性的提高,从而使得其长期服役性能更好。
[0076]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1