耐热铸件的制作方法
耐热铸件
1.本技术是申请日为2016年7月29日,申请号为201680002437.6,发明名称为“耐热铸件”的分案申请。
技术领域
2.本发明涉及一种具有塑性加工性优异的轴状部的耐热铸件。
背景技术:
3.对于汽车发动机等中搭载的涡轮增压器,存在有被称为可变喷嘴涡轮增压器的涡流增压器。对于可变喷嘴涡轮增压器而言,由于生产商的不同,有时被称为可变容量涡轮、vg涡轮、可变喷嘴叶片式涡轮、可变翼片式涡轮、vgs涡轮。
4.可变喷嘴涡轮增压器通过对处于排气侧涡轮壳体内的气体排出通路中的喷嘴叶片进行开闭,从而使气体排出通路的开口面积变化,与发动机的转速相应地控制向排气侧涡轮叶轮排出的气体的流速以及流量,以提高增压效果。
5.在可变喷嘴涡轮增压器中装入许多个喷嘴叶片。另外,可变喷嘴涡轮增压器由于要利用高温的排出气体,因此被要求具有较高的耐热性。
6.喷嘴叶片等的耐热钢制或者耐热合金制的耐热铸件通过焊接或者铆接(日文:
カシメ
)等塑性加工来装入于可变喷嘴涡轮增压器主体。
7.在耐热铸件通过焊接装入于主体的情况下,由于局部的加热冷却而产生应变,或者耐热铸件或主体受到热的影响,或者有时由于焊接溅射而需要进行后处理。
8.另一方面,在通过铆接等塑性加工进行安装的情况下,如上所述那样对耐热铸件或者主体性状的影响较少。但是,通常,耐热铸件由于塑性变形性较低,因而,有时不会以均匀的状态变形,会引起不期望的变形或者产生裂纹。
9.因此,迫切期望耐热性优异且塑性加工性优异的耐热铸件。
10.作为喷嘴叶片的制造方法,公开有如下方法:在压铸等铸造工序或者金属注射成形后,沿轴向按压轴部并按压其后翼部来进行成型(例如,参照专利文献1)。
11.作为vgs型涡轮增压器中的可变翼的制造方法,公开有以下方法:使铸造时的原材料的凝固组织变细,之后对轴部进行滚轧加工,然后进行精加工(例如,参照专利文献2)。
12.专利文献1:日本特开2010-196583号公报
13.专利文献2:日本特开2003-49655号公报
技术实现要素:
14.发明要解决的问题
15.但是,在专利文献1中示出的技术中,由于没有针对凝固组织进行有意识的控制,因此难以进行变形量较大的塑性加工。
16.另外,在专利文献2中示出的技术中,由于仅将组织细微化,因此难以进行变形量较大的塑性加工。
17.本发明的一个实施方式的课题是提供一种耐热铸件,该耐热铸件在进行以铆接为代表的塑性变形量较大的加工的情况下能够抑制不被期望的变形和裂纹的产生,塑性加工性优异。
18.用于解决问题的方案
19.用于解决问题的方案包含以下的实施方式。
20.《1》一种耐热铸件,其是具有轴状部的耐热铸件,所述轴状部的能被塑性加工的区域中的组织包含枝晶,所述枝晶是所述轴状部的中心轴线的垂直方向和所述枝晶的主轴所成的角度的平均值为20
°
以内的枝晶。
21.枝晶是具有主轴和从主轴分支出的二次枝晶的树枝状晶体,主轴是指相当于主干的部位。
22.在本说明书中,耐热铸件是指由耐热钢或者耐热合金形成的铸件。本实施方式的耐热铸件由于具有塑性加工性优异的部分,因此能够适当地使用于需要与其他构件卡合的用途中。即,可以认为,在针对本实施方式的耐热铸件进行塑性变形量较大的加工例如铆接时,与现有的耐热铸件相比塑性加工性优异的区域的变形量较大,因此向通过进行铆接来固定的构件的槽等的填充性进一步提高,从而接合力进一步提高。
23.《2》在《1》中记载的耐热铸件包含铁、超过0质量%且为1.4质量%以下的碳、超过0质量%且为69质量%以下的镍、6质量%以上且52质量%以下的铬。
24.《3》在《1》中记载的耐热铸件是涡轮增压器的喷嘴叶片。
25.发明的效果
26.采用本发明的一个实施方式,能够提供一种耐热铸件,其在进行以铆接为代表的塑性变形量较大的加工的情况下,能抑制不被期望的变形和裂纹的产生,且塑性加工性优异。
附图说明
27.图1是利用包含轴状部的中心轴线在内的平面将实施例以及比较例的耐热铸件剖切所得到的剖面的示意图,示意性地示出了由网格线表示的枝晶的主轴和轴状部的中心轴线的垂直方向所成的角度α。
28.图2a是利用包含轴状部的中心轴线在内的平面将实施例1的耐热铸件的第一样品剖切所得到的剖面的显微镜照片。
29.图2b是在图2a的框内表示的供塑性加工的区域的局部放大照片。
30.图3a是利用包含轴状部的中心轴线在内的平面将实施例1的耐热铸件的第二样品剖切所得到的剖面的显微镜照片。
31.图3b是在图3a的框内表示的供塑性加工的区域的局部放大照片。
32.图4a是利用包含轴状部的中心轴线在内的平面将实施例1的耐热铸件的第三样品剖切所得到的剖面的显微镜照片。
33.图4b是在图4a的框内表示的供塑性加工的区域的局部放大照片。
34.图5a是利用包含轴状部的中心轴线在内的平面将实施例1的耐热铸件的第四样品剖切所得到的剖面的显微镜照片。
35.图5b是在图5a的框内表示的供塑性加工的区域的局部放大照片。
36.图6a是将实施例1的耐热铸件的第五样品沿着与轴状部的中心轴线垂直的方向剖切所得到的剖面的显微镜照片。
37.图6b是在图6a的左侧的框内表示的区域的局部放大照片。
38.图6c是在图6a的右侧的框内表示的区域的局部放大照片。
39.图7a是利用包含轴状部的中心轴线在内的平面将比较例1的耐热铸件剖切所得到的剖面的显微镜照片。
40.图7b是在图7a的框内表示的供塑性加工的区域的局部放大照片。
41.图8是作为铆接构件来使用的耐热铸件的概略局部侧视图。
42.图9a是与图8的铆接构件接合的板状的铆接接合零件(以下仅记为接合零件)的概略局部俯视图。
43.图9b是与图8的铆接构件接合的板状的接合零件的概略局部剖视图。
44.图10a是表示在接合零件的开口部插入有铆接构件的状态的概略局部俯视图。
45.图10b是表示在接合零件的开口部插入有铆接构件的状态的概略局部剖视图。
46.图11a是表示将铆接构件插入于接合零件的开口部并进行了铆接之后的状态的概略局部俯视图。
47.图11b是表示将铆接构件插入于接合零件的开口部并进行了铆接之后的状态的概略局部剖视图。
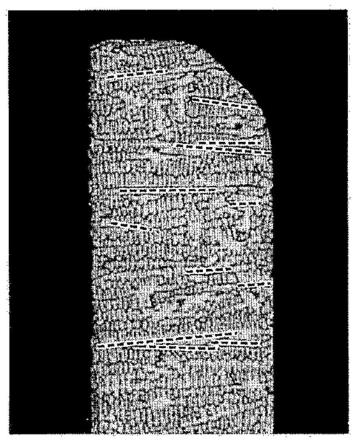
48.图12是利用包含轴状部的中心轴线在内的平面将比较例2的耐热铸件剖切所得到的剖面的显微镜照片。
49.图13是实施例1的耐热铸件的铆接加工后从上部观察的外观俯视照片。
50.图14a是比较例1的耐热铸件的不合格品的铆接加工后从上部观察的外观俯视照片。
51.图14b是比较例2的耐热铸件的不合格品的铆接加工后从上部观察的外观俯视照片。
具体实施方式
52.下面,详细说明本发明的一个实施方式。
53.本发明人针对具有轴状部的耐热铸件做出了如下发现:所述轴状部的能被塑性加工的区域的组织中包含有枝晶,所述枝晶是所述轴状部的中心轴线的垂直方向和所述枝晶的主轴所成的角度的平均值为20
°
以内的枝晶,此时,枝晶向主轴方向的塑性变形性得到提高。
54.其作用机制尚不明确,但是,可以认为其原因是:由于存在使轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值为20
°
以内的枝晶,因而在加工时枝晶沿主轴方向滑动,改善了塑性变形性。
55.对于本实施方式的耐热铸件而言,如上所述那样,在进行以铆接为代表的塑性变形量较大的加工的情况下能抑制不期望的变形和裂纹的产生,因此,作为能够通过塑性加工而与其他构件卡合的耐热铸件是有用的。
56.另外,本实施方式不受上述推定机制任何限制。
57.从具有效果的观点出发,本实施方式的耐热铸件通过使轴状部的中心轴线的垂直
方向和枝晶的主轴所成的角度的平均值为20
°
以内来实现本实施方式的效果。该角度更优选为在15
°
以内,进一步优选在10
°
以内。
58.作为枝晶的主轴的确认方法,存在下述方法:利用含有酸的适当的液体将进行镜面研磨后的耐热铸件的样品腐蚀,使用实体显微镜,在倍率20倍~80倍下对腐蚀后的表面进行观察并确认。
59.另外,在本说明书中,轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值使用通过如下方法得到的值,即,针对一个样品,在多个位置处测量在剖面中能够明确确认的枝晶的主轴和轴状部的中心轴线的垂直方向所成的角度,求出测量值的平均值。
60.利用图1,对耐热铸件的轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度进行说明。图1是利用包含轴状部的中心轴线在内的平面将耐热铸件剖切所得到的剖面的示意图,利用网格线示意性地示出枝晶的主轴。
61.附图标记a表示轴状部的中心轴线,附图标记b表示轴状部的中心轴线的垂直线,附图标记c表示利用网格线示意性地示出的枝晶的主轴的方向。
62.本说明书中的耐热铸件的轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度是指,图1所示的轴状部的中心轴线的垂直线b和表示枝晶的主轴方向的线c所成的角度α。
63.图2a~图5b所示的样品是从利用后述的实施例1得到的多个样品中随机选择出的四个样品即第一样品~第四样品,将选择出的各个样品作为观察对象。
64.例如,对于轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值而言,在图2b所示的第一样品中为18.4
°
。同样,在图3b所示的第二样品中为10.3
°
,在图4b所示的第三样品中为12.1
°
,在图5b所示的第四样品为3.4
°
。
65.图6a所示的样品是从利用后述的实施例1得到的多个样品中随机选择出的第五样品,图6a中可见的由白色表示的条纹状的图案是枝晶的主轴,可知枝晶的主轴朝向轴状部的与图6a中纸面垂直地存在于线a和线b的交点处的中心轴线,呈放射状地延伸。
66.如图2b、图3b、图4b、图5b所示,由于轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值存在于20
°
以内这样的本实施方式规定的范围内,因而在铆接加压时,枝晶向相邻地存在的枝晶的主轴方向滑动,能够改善塑性变形性。由此,向通过铆接来固定的构件的槽等的填充性提高,能够有效地抑制耐热铸件的应变、变形、裂纹的产生,进一步提高铆接所实现的接合力。
67.图7b所示的比较例1的耐热铸件的、能被塑性加工的区域的轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值为26.7
°
,落在本实施方式的范围之外。
68.在本实施方式的耐热铸件中,从容易进行铆接等塑性加工的观点出发,对于供塑性加工的轴状部的轴径,优选为15mm以下,更优选为10mm以下,进一步优选为7mm以下。
69.尽管对于轴径的下限值没有特别地限制,但从具有经得起塑性加工的强度的观点出发,优选为2mm以上。
70.优选的是,本实施方式的耐热铸件包含铁、超过0质量%且为1.4质量%以下的碳、超过0质量%且为69质量%以下的镍、6质量%以上且52质量%以下的铬。
71.作为适于制造的耐热合金,可举出例如jis g5122(2003年)“耐热钢以及耐热合金铸件”中记载的合金中的sch21、sch22等。
72.例如,sch21是包含铁、0.25质量%~0.35质量%的碳、19.00质量%~22.00质量%的镍、23.00质量%~27.00质量%的铬、1.75质量%以下的硅、0.040质量%以下的磷、0.040质量%以下的硫、1.50质量%以下的锰的合金。
73.作为控制本实施方式的耐热铸件的枝晶的主轴方向的方法,没有特别地限制。例如,可以列举直接控制铸模的温度条件的方法、使用结晶细微化剂的方法等,能够根据目的从这些方法中适当地选择一种或者两种以上进行使用。作为结晶细微化剂,可列举出例如铝酸钴、氧化钴等。
74.对于铸造时的熔液的温度、流动性、熔液的主入口的位置、注入速度、铸模温度等条件,可以根据目的进行最优化。
75.将注入铸模后的耐热合金冷却固化之后,将其从铸模中取出,从而制作出作为本实施方式的耐热铸件的原形的铸件。
76.之后,能够通过实施切削、表面研磨等加工来获得最终产品。
77.例如,能够在形成了成为原形的铸件之后,对具有包含大量枝晶的优选形态在内的组织的部分进行切削加工,从而形成耐热铸件。
78.通过将得到的耐热铸件的轴状部与安装对象零件组合并进行铆接加工,能够进行接合。
79.在铆接加工中,使用被称为嵌件的工具,使顶端中心位于轴状部的中心轴线上来进行铆接。
80.本实施方式的耐热铸件的能被塑性加工的区域的组织包含枝晶,所述枝晶是所述轴状部的中心轴线的垂直方向和所述枝晶的主轴所成的角度的平均值为20
°
以内的枝晶,因此,铆接部一样地塑性变形,均匀地进行延伸,轴状部的顶端形成为在俯视时接近圆形的铆接部,实现稳定的固定,并能够抑制铆接加工后的裂纹、应变等的产生。
81.本实施方式的耐热铸件具有塑性变形性优异的部位。
82.因此,能够适用于在高温条件下使用的发动机零件、锅炉零件等伴有接合的零件,其应用范围广泛。
83.尤其是,能够适当地用于要求耐热性的可变容量涡轮增压器的喷嘴叶片。
84.实施例
85.以下,例举具体例子,详细地说明本实施方式。
86.实施例1
87.(铸模的制作)
88.首先,制作具有与耐热铸件对应的凹形状的原形用模具,注入蜡,制作出蜡模型。
89.为了形成铸模的初始层,将以相对于耐火材料总量包含0.5质量%的铝酸钴的锆沙为主要材料的浆料作为耐火材料的原料,通过浸渍法,将初始层形成用的耐火材料覆盖在得到的蜡模型上并使其干燥,从而形成了铸模的初始层。
90.浆料包含80质量%的锆沙和20质量%的熔融二氧化硅的混合物。
91.初始层的干燥后的厚度为0.05mm~0.50mm。
92.在形成初始层之后,反复进行浆料的覆盖、干燥的步骤,制作出具有覆盖层的蜡模型,该覆盖层由具有适当强度的耐火材料形成。
93.在本实施例中,耐火材料的覆盖是通过浸渍法进行的,但也可以通过利用刷毛等
进行涂敷的涂敷法、利用喷涂等进行喷吹的喷吹法等进行。
94.接着,对具有由耐火材料形成的覆盖层的蜡模型进行加压,在加热炉内,在490kpa~1642kpa、150℃~200℃的温度范围内进行加热,将蜡模型熔融去除。
95.然后,进行干燥,制作出由耐火材料形成的铸造模具(铸模)。
96.进一步,实施在1000℃~1200℃的温度范围内进行烧制的烧制工序,得到具有可用于铸造的强度的铸造模具。
97.(铸造)
98.将耐热合金sch21(jis g5122(2003年))加热至1650℃而得到熔液。
99.使如上述那样得到的铸造模具的温度为1000℃~1100℃,将所述熔液在减压状态下且铸造温度为1650℃的状态下浇注于铸造模具内。
100.确认熔液的凝固并在大气中放置2小时之后,将铸造模具破坏,得到耐热铸件的原形。
101.之后进行喷砂、切削加工,得到实施例1的耐热铸件。
102.图8是铆接轴的概略侧视图,各部位的尺寸如下所述。
103.h1:4.0mm
104.h2:1.6mm、
105.d1:
106.d2:
107.(观察剖面组织)
108.选择从多个制造批次中随机选择出的四件实施例1的耐热铸件,分别利用包含各个轴状部的中心轴线在内的平面进行剖切,并利用盐酸和硝酸的容积比为3:1的混合物即王水对剖面进行腐蚀,对腐蚀后的剖面进行水洗将王水去除之后,利用实体显微镜,在倍率20倍(例如图2a)以及80倍(例如图2b)下拍摄。得到的剖面的显微镜照片如图2b、图3b、图4b、图5b所示。观察到枝晶的主轴为白色的条纹状的层。在各图中,在枝晶的主轴上引出虚线,便于观察。
109.如图2b所示,对于轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值而言,在第一样品中为18.4
°
。如图3b所示,在第二样品中为10.3
°
,在图4b所示的第三样品中为12.1
°
,在图5b所示的第四样品中为3.4
°
。
110.根据图6a~图6c的剖面照片可知,枝晶的主轴从周缘部朝向图6a中的轴状部的、通过线a和线b的交点且与纸面垂直的中心轴线呈放射状地形成。
111.(性能评价)
112.将实施例1的耐热铸件用作铆接构件10,将其插入于接合零件12的开口部14并进行铆接。
113.图9a是具有开口部14的接合零件12的概略局部俯视图,图9b是供铆接构件插入的部分附近的概略局部剖视图,图9b所示的尺寸如下所示。
114.h3:3.0mm
115.h4:1.5mm、
116.d3:
117.d4:
118.图10a是表示在接合零件12的开口部14中插入有铆接构件10的状态的概略局部俯视图,图10b是图10a的铆接部的概略局部剖视图。
119.作为铆接装置,利用吉川铁工株式会社制us-36,使铆接构件10的顶端塑性变形来进行接合。
120.以0.95mm、1.05mm、1.15mm以及1.25mm的铆接余量(轴状部的高度方向上的减少量)进行铆接。该减少量越大,表示铆接时的变形量越多。
121.铆接装置的嵌件利用板状形状,在顶端径为4.5mm、角度5
°
、载荷2300n、转速1460rpm(次/分钟)的条件下进行。
122.图11a是将铆接构件10插入于接合零件12并进行铆接之后的概略俯视图,图11b是图11a的铆接部的概略局部剖视图。如图11b所示,铆接构件10的顶端发生塑性变形,以与接合零件12的铆接部的形状配合的方式进行变形并固定。
123.《铆接加工试验的要求规格》
124.铆接加工部均匀地变形且不产生破裂的条件为铆接加工试验的要求规格。将满足该要求规格的样品视为合格。
125.从在多个制造批次中制造出的实施例1的耐热铸件中选择出160个耐热铸件,在各个条件下分别使用40个耐热铸件进行铆接加工试验,结果如下所示。
126.(1)铆接余量:0.95mm
127.·
40个耐热铸件全部合格。
128.(2)铆接余量:1.05mm
129.·
40个耐热铸件全部合格。
130.(3)铆接余量:1.15mm
131.·
40个耐热铸件全部合格。
132.(4)铆接余量:1.25mm
133.·
40个耐热铸件全部合格。
134.即,在实施例1中得到的160个耐热铸件全部为合格品。
135.比较例1
136.在实施例1的制造方法中,变更熔液的主入口的位置,制作出具有轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值大于20
°
的角度的、比较例1的耐热铸件。
137.(观察剖面组织)
138.在图7a中示出利用包含轴状部的中心轴线在内的平面将比较例1的耐热铸件剖切后所得到的剖面的显微镜照片。图7b为图7a的框内的放大照片。
139.如图7b所示可知,轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值为26.7
°
,是平均值落在本实施方式的范围以外的耐热铸件。在图7b中观察到枝晶的主轴为白色的条纹状的层。在图7b中,在枝晶的主轴上引出虚线,便于观察。需要说明的是,在图7a以及图7b中观察到的黑点是在测量耐热铸件的硬度时产生的压痕,与耐热铸件的组织无关。
140.从比较例1的耐热铸件中选择出160个耐热铸件,在各条件下分别使用40个耐热铸件进行铆接加工试验,结果如下所示。
141.(1)铆接余量0.95mm
142.·
40个耐热铸件中有37个合格。
143.(2)铆接余量1.05mm
144.·
40个耐热铸件中有36个合格。
145.(3)铆接余量1.15mm
146.·
40个耐热铸件中有35个合格。
147.(4)铆接余量1.25mm
148.·
40个耐热铸件中有31个合格。
149.根据上述的结果可知,在比较例1的耐热铸件中,随着铆接加工时的塑性变形量增加,耐热铸件的合格率下降。
150.比较例2
151.在与实施例1相同的制造方法中,除了没有使用结晶细微化剂以外,与实施例1相同地制作出比较例2的耐热铸件并进行了评价。
152.(剖面组织观察)
153.在图12中示出利用包含轴状部的中心轴线在内的平面将比较例2的耐热铸件剖切所得到的剖面的显微镜照片。
154.如图12所示可知,其是在左半部分没有形成枝晶,在右半部分存在轴状部的中心轴线的垂直方向和枝晶的主轴所成的角度的平均值为62.6
°
且落在本实施方式的范围以外的耐热铸件。在图12中,在枝晶主轴上引出虚线,便于观察。
155.从比较例2的耐热铸件中选择出160个耐热铸件,在各条件下分别使用40个耐热铸件来进行铆接加工试验,结果如下所示。
156.(1)铆接余量:0.95mm
157.·
40个耐热铸件中有29个合格。
158.(2)铆接余量:1.05mm
159.·
40个耐热铸件中有23个合格。
160.(3)铆接余量:1.15mm
161.·
40个耐热铸件中有19个合格。
162.(4)铆接余量:1.25mm
163.·
40个耐热铸件中有18个合格。
164.根据结果可知,在比较例2的耐热铸件中,在塑性变形量较少时,合格率也较低,随着铆接余量增大合格率会大幅度下降。
165.铆接部的试验后的外观照片如图13、图14a以及图14b所示。
166.图13是全部为合格品的实施例1的耐热铸件的一个例子的外观照片,被均匀地塑性加工,没有观察到破裂。
167.图14a是比较例1的耐热铸件的不合格品的一个例子的外观照片,变形不均匀,因此在箭头所示的位置处观察到白色的破裂。
168.图14b是比较例2的耐热铸件的不合格品的一个例子的外观照片,变形不均匀,因此在箭头所指的位置处观察到白色的破裂。
169.如上所述可知,本实施方式的耐热铸件具有塑性加工性优异的区域,因此,即使进
行以铆接为代表的塑性变形量较大的加工,也不会引起不均匀的变形、破裂的产生。
170.对于本说明书中记载的全部的文献、专利申请以及技术规格而言,各个文献、专利申请以及技术规格通过参照的方式引入的情况与具体地且分别记载的情况相同程度地,通过参照的方式引入于本说明书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1