一种袋笼加工用骨架打磨装置的制作方法
1.本发明涉及袋笼骨架加工技术领域,更具体地说,它涉及一种袋笼加工用骨架打磨装置。
背景技术:
2.在袋笼生产的过程中,受焊接的影响,纵筋和环筋相互搭接的位置极易在焊接时产生毛刺,在使用过程中将会严重影响零件的安全性以及使用寿命。
3.然而袋笼骨架通常又分为圆柱形骨架与椭圆形骨架两种,目前的袋笼骨架打磨设备的加工只能满足单种类的袋笼骨架打磨,适用性较差。并且在打磨时的打磨头不方便根据实际的打磨需求进行角度以及位置的调整,导致整个袋笼骨架的打磨效率并不高。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种袋笼加工用骨架打磨装置。
5.为实现上述目的,本发明提供了如下技术方案:
6.一种袋笼加工用骨架打磨装置,包括打磨台,所述打磨台上滑动安装有第一调节座、第二调节座,所述第一调节座上转动安装有定位室,所述第二调节座上固定安装有打磨室;
7.所述定位室内腔设置有四个定位架,所述定位架上转动安装有定位皮带,所述定位室同侧固定安装有四个定位组件,所述定位组件用于驱动第二丝杠旋转,所述第二丝杠两端螺纹面沿中部呈对称设置,所述第二丝杠两端螺纹连接两个连接块,所述连接块上转动安装有转动杆,所述转动杆转动连接定位架;
8.所述打磨室内壁固定安装有导向架,所述导向架上滑动安装有周转组件,所述周转组件用于驱动周转架旋转,所述周转架上固定安装有固定架,所述固定架上滑动安装有移动块,所述移动块上固定安装有若干定位杆,所述定位杆固定连接推拉组件,所述推拉组件用于驱动打磨组件移动,所述打磨组件用于驱动打磨头转动。
9.进一步的,所述打磨台一侧固定安装有调节组件,所述调节组件用于驱动第一丝杠旋转,所述第一丝杠两端螺纹面沿中部呈对称设置,所述第一丝杠两端分别螺纹连接第一调节座、第二调节座。
10.进一步的,所述第一调节座内固定安装有旋转组件,所述旋转组件用于驱动定位室旋转。
11.进一步的,所述定位架上转动安装有两个定位辊,两个定位辊之间通过定位皮带传动连接,所述定位架上固定安装有驱动组件,所述驱动组件用于驱动定位辊转动。
12.进一步的,所述定位室两侧为敞开状,所述打磨室一侧为敞开状。
13.进一步的,所述导向架一侧固定安装有导向组件,所述导向组件用于驱动第三丝杠转动,所述第三丝杠螺纹连接周转组件。
14.进一步的,所述固定架一侧固定安装有移动组件,所述移动组件用于驱动第四丝杠转动,所述第四丝杠螺纹连接移动块。
15.进一步的,若干定位杆等弧度固定安装于移动块上。
16.进一步的,该打磨装置的工作过程如下:
17.步骤一:将袋笼骨架放入定位室内,开启定位组件,定位组件驱动第二丝杠旋转,第二丝杠带动两个连接块相向移动,连接块带动转动杆旋转,转动杆带动定位架移动,当袋笼骨架为圆柱形骨架时,四个定位架的移动距离相同,当袋笼骨架为椭圆形骨架时,上、下的定位架移动距离相比两侧的定位架的移动距离更长,定位架上的定位皮带与袋笼骨架相接触,而后驱动组件驱动定位辊旋转,定位辊带动定位皮带旋转,定位皮带对袋笼骨架进行输送,并将袋笼骨架的一侧输送至打磨室内,进而打磨室内的周转架插入袋笼骨架内;
18.步骤二:当袋笼骨架为圆柱形骨架时,移动组件驱动第四丝杠转动,第四丝杠带动移动块移动,移动块通过定位杆带动推拉组件移动,推拉组件通过打磨组件带动打磨头移动,进而调整打磨头的位置,调整后推拉组件推动打磨组件,直至打磨头与袋笼骨架上的纵筋和环筋搭接位置接触,而后打磨组件驱动打磨头转动,打磨头对袋笼骨架进行打磨,周转组件驱动周转架转动,打磨头对袋笼骨架上不同位置的纵筋和环筋搭接位置进行打磨,当袋笼骨架为椭圆形骨架时,导向组件驱动第三丝杠转动,第三丝杠带动周转组件水平移动,周转组件带动周转架水平移动,打磨头重复上述操作对袋笼骨架进行打磨;
19.步骤三:袋笼骨架的一侧打磨后,定位皮带对袋笼骨架反向输送,将袋笼骨架从打磨室内输送出,调节组件驱动第一丝杠旋转,第一调节座与第二调节座反向移动,进而定位室与打磨室反向移动,而后旋转组件驱动定位室旋转
°
,而后定位室与打磨室相向移动,重复步骤二对袋笼骨架的另一侧进行打磨,打磨后定位皮带将袋笼骨架输送出。
20.与现有技术相比,本发明具备以下有益效果:
21.1、设置可相向或反向移动的定位室与打磨室,同时定位室可以旋转,方便对袋笼骨架两侧进行打磨,同时打磨在打磨室内进行,可以避免打磨过程中粉尘四溅,设置四个可调节的定位架,可以满足对不同尺寸以及形状的袋笼骨架进行定位以及输送,适用性强;
22.2、设置可水平移动的周转架,可以满足对椭圆形骨架进行打磨,设置周转组件,可以调整打磨头的打磨角度,满足不同角度的打磨需求,在周转架内设置固定架,使得推拉组件可以在周转架内水平移动,并且设置多组打磨头,可以同时对袋笼骨架的多处位置进行打磨。
附图说明
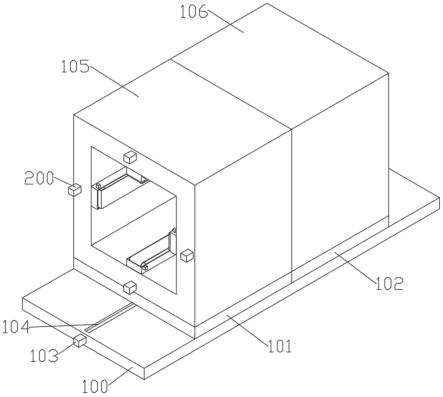
23.图1为一种袋笼加工用骨架打磨装置的结构示意图;
24.图2为本发明定位室与第一调节座的剖视图;
25.图3为本发明打磨室的剖视图;
26.图4为本发明导向架的剖视图;
27.图5为本发明周转架的剖视图;
28.图6为本发明固定架的剖视图。
29.100、打磨台;101、第一调节座;102、第二调节座;103、调节组件;104、第一丝杠;105、定位室;106、打磨室;107、旋转组件;200、定位组件;201、第二丝杠;202、连接块;203、
转动杆;204、定位架;205、定位辊;206、定位皮带;207、驱动组件;300、导向架;301、导向组件;302、第三丝杠;303、周转组件;304、周转架;305、固定架;306、移动组件;307、第四丝杠;308、移动块;309、定位杆;310、推拉组件;311、打磨组件;312、打磨头。
具体实施方式
30.参照图1至图6,一种袋笼加工用骨架打磨装置,包括打磨台100,打磨台100上滑动安装有第一调节座101、第二调节座102,第一调节座101上转动安装有定位室105,第二调节座102上固定安装有打磨室106。打磨台100一侧固定安装有调节组件103,调节组件103用于驱动第一丝杠104旋转,第一丝杠104两端螺纹面沿中部呈对称设置,第一丝杠104两端分别螺纹连接第一调节座101、第二调节座102。第一调节座101内固定安装有旋转组件107,旋转组件107用于驱动定位室105旋转。定位室105两侧为敞开状,打磨室106一侧为敞开状。设置可相向或反向移动的定位室105与打磨室106,同时定位室105可以旋转,方便对袋笼骨架两侧进行打磨,同时打磨在打磨室106内进行,可以避免打磨过程中粉尘四溅。
31.定位室105内腔设置有四个定位架204,定位架204上转动安装有定位皮带206,定位室105同侧固定安装有四个定位组件200,定位组件200用于驱动第二丝杠201旋转,第二丝杠201两端螺纹面沿中部呈对称设置,第二丝杠201两端螺纹连接两个连接块202,连接块202上转动安装有转动杆203,转动杆203转动连接定位架204。定位架204上转动安装有两个定位辊205,两个定位辊205之间通过定位皮带206传动连接,定位架204上固定安装有驱动组件207,驱动组件207用于驱动定位辊205转动。设置四个可调节的定位架204,可以满足对不同尺寸以及形状的袋笼骨架进行定位以及输送,适用性强。
32.打磨室106内壁固定安装有导向架300,导向架300上滑动安装有周转组件303,周转组件303用于驱动周转架304旋转,周转架304上固定安装有固定架305,固定架305上滑动安装有移动块308,移动块308上固定安装有若干定位杆309,定位杆309固定连接推拉组件310,推拉组件310用于驱动打磨组件311移动,打磨组件311用于驱动打磨头312转动。导向架300一侧固定安装有导向组件301,导向组件301用于驱动第三丝杠302转动,第三丝杠302螺纹连接周转组件303。固定架305一侧固定安装有移动组件306,移动组件306用于驱动第四丝杠307转动,第四丝杠307螺纹连接移动块308。若干定位杆309等弧度固定安装于移动块308上。设置可水平移动的周转架304,可以满足对椭圆形骨架进行打磨,设置周转组件303,可以调整打磨头312的打磨角度,满足不同角度的打磨需求,在周转架304内设置固定架305,使得推拉组件310可以在周转架304内水平移动,并且设置多组打磨头312,可以同时对袋笼骨架的多处位置进行打磨。
33.工作原理:
34.步骤一:将袋笼骨架放入定位室105内,开启定位组件200,定位组件200驱动第二丝杠201旋转,第二丝杠201带动两个连接块202相向移动,连接块202带动转动杆203旋转,转动杆203带动定位架204移动,当袋笼骨架为圆柱形骨架时,四个定位架204的移动距离相同,当袋笼骨架为椭圆形骨架时,上、下的定位架204移动距离相比两侧的定位架204的移动距离更长,定位架204上的定位皮带206与袋笼骨架相接触,而后驱动组件207驱动定位辊205旋转,定位辊205带动定位皮带206旋转,定位皮带206对袋笼骨架进行输送,并将袋笼骨架的一侧输送至打磨室106内,进而打磨室106内的周转架304插入袋笼骨架内;
35.步骤二:当袋笼骨架为圆柱形骨架时,移动组件306驱动第四丝杠307转动,第四丝杠307带动移动块308移动,移动块308通过定位杆309带动推拉组件310移动,推拉组件310通过打磨组件311带动打磨头312移动,进而调整打磨头312的位置,调整后推拉组件310推动打磨组件311,直至打磨头312与袋笼骨架上的纵筋和环筋搭接位置接触,而后打磨组件311驱动打磨头312转动,打磨头312对袋笼骨架进行打磨,周转组件303驱动周转架304转动,打磨头312对袋笼骨架上不同位置的纵筋和环筋搭接位置进行打磨,当袋笼骨架为椭圆形骨架时,导向组件301驱动第三丝杠302转动,第三丝杠302带动周转组件303水平移动,周转组件303带动周转架304水平移动,打磨头312重复上述操作对袋笼骨架进行打磨;
36.步骤三:袋笼骨架的一侧打磨后,定位皮带206对袋笼骨架反向输送,将袋笼骨架从打磨室106内输送出,调节组件103驱动第一丝杠104旋转,第一调节座101与第二调节座102反向移动,进而定位室105与打磨室106反向移动,而后旋转组件107驱动定位室105旋转180
°
,而后定位室105与打磨室106相向移动,重复步骤二对袋笼骨架的另一侧进行打磨,打磨后定位皮带206将袋笼骨架输送出。
37.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本模板的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1