一种减薄机及其控制方法与流程
1.本发明涉及晶圆减薄技术领域,尤其涉及一种减薄机及其控制方法。
背景技术:
2.晶圆指的是制作硅半导体集成电路所用的硅晶片,晶圆为圆柱形的单晶硅,是生产集成电路所用的载体。其中,在对晶圆的加工过程中,需要使用减薄机对晶圆进行减薄,即对晶圆的厚度进行减薄,以使具有较小尺寸的晶圆能够用于制作更为复杂的集成电路。
3.具体地,减薄机包括承片台以及进给组件,晶圆水平放置在承片台上的吸盘上,进给组件包括沿竖直方向上呈直线设置的电机、主轴以及磨轮,电机与主轴驱动连接,主轴与磨轮固定连接,电机能够驱动主轴向靠近晶圆的方向竖直向下移动,以使磨轮竖直向下移动至晶圆的表面,从而对晶圆进行磨削,进而获得厚度值满足条件的晶圆。
4.其中,由于主轴以及磨轮竖直向下移动的高度以及下降的速率均会影响最终晶圆的厚度磨削效果,但目前的减薄机通常仅涉及对晶圆的厚度检测,从而能够根据检测到的晶圆的厚度控制主轴竖直向下的具体下降高度;较少涉及对主轴竖直向下的下降速率的研究,进而无法保证对晶圆的最终磨削效果。
5.因此,亟需一种减薄机及其控制方法,能够解决以上问题。
技术实现要素:
6.本发明的一个目的在于提出一种减薄机,其能够根据测力传感器检测到的磨削力值控制主轴在竖直方向上的下降速率,以使磨轮能够始终以恒定的预设磨削力对晶圆进行磨削,以保证对晶圆的最终磨削效果。
7.为达此目的,本发明采用以下技术方案:
8.一种减薄机,包括:
9.承片台,所述承片台上水平设置有吸盘,所述吸盘用于吸附晶圆;
10.进给组件,其与所述吸盘相对设置且位于所述吸盘的上方,所述进给组件包括在竖直方向上呈直线设置的主轴以及磨轮,所述磨轮固定设置在所述主轴上靠近所述晶圆的一端,所述主轴能够竖直向下移动,以带动所述磨轮竖直向下移动并抵接至所述晶圆;
11.测力传感器,其设置在所述主轴上,所述测力传感器用于检测所述主轴施加至所述磨轮的磨削力f,且磨削力f与所述主轴在竖直方向上的下降速率fa呈幂指数关系;
12.控制器,其与所述测力传感器信号连接,所述控制器与所述主轴控制连接,所述控制器用于根据所述测力传感器检测的磨削力值控制所述主轴在竖直方向上的下降速率fa,以使磨削力f保持为预设磨削力。
13.进一步地,所述减薄机还包括:
14.测厚传感器,其设置在所述承片台上,所述测厚传感器用于检测所述晶圆的厚度,所述控制器与所述测厚传感器信号连接,所述控制器还用于根据所述测厚传感器检测的厚度值控制所述主轴在竖直方向上的下降高度。
15.进一步地,所述进给组件还包括:
16.驱动件及丝杆,所述驱动件与所述丝杆传动连接,所述主轴为空心轴,所述空心轴的一端螺纹套设在所述丝杆上,所述空心轴的另一端与所述磨轮固定连接,所述驱动件用于驱动所述丝杆转动,以使所述主轴在所述丝杆上竖直向下移动;
17.两个固定块及两个导轨,所述固定块固定设置在所述主轴上,两个所述导轨分别位于所述主轴的相对两侧,一个所述固定块能够在一个所述导轨上滑动。
18.本发明的另一个目的在于提出一种减薄机,其能够保证对晶圆减薄加工的准确性。
19.为达此目的,本发明采用以下技术方案:
20.一种减薄机的控制方法,其基于如上所述的减薄机,所述减薄机的控制方法包括对所述主轴在竖直方向上的下降速率fa的控制,对所述主轴在竖直方向上的下降速率fa的控制包括以下步骤:
21.s11:所述测力传感器检测出所述主轴施加至所述磨轮的磨削力f,并反馈至所述控制器,所述控制器判断磨削力f是否等于预设磨削力;
22.s12:当所述控制器判断出磨削力f等于预设磨削力时,所述控制器控制所述主轴以此时的预设下降速率f
a1
竖直下降;当所述控制器判断出磨削力f不等于预设磨削力时,所述控制器将此时所述主轴的下降速率fa调整至预设下降速率f
a1
再进行竖直下降。
23.进一步地,在所述步骤s12中,根据以下公式计算所述主轴的预设下降速率f
a1
:
[0024][0025]
其中,f为磨削力,cf为比例常数,a
p
为磨削的切入深度,ns为所述磨轮的转速,单位为rpm,vf为所述承片台竖直向上的移动速率,单位为um/min,α、β、γ为是各项的指数且均为常数,磨削的切入深度其中fa为所述主轴的下降速率,nw为所述承片台的旋转速率;当f为预设磨削力时,对应计算出的所述主轴的下降速率fa为所述主轴的预设下降速率f
a1
。
[0026]
进一步地,所述进给组件还包括驱动件及丝杆,所述驱动件与所述丝杆传动连接,所述主轴螺纹套设在所述丝杆上,且所述驱动件与所述丝杆之间设置有减速器;所述减薄机的控制方法还包括对所述驱动件的选择控制,以能够根据所述主轴的预设下降速率f
a1
选择所述驱动件的型号。
[0027]
进一步地,对所述驱动件的选择控制包括以下步骤:
[0028]
s21:根据公式和已知的预设磨削力,计算出所述主轴的预设下降速率f
a1
;
[0029]
s22:根据以下公式计算出所述驱动件的转速nm:
[0030][0031]
其中,ph为所述丝杆的导程,i为所述减速器的减速比;
[0032]
s23:根据计算出所述驱动件的转速nm选择所述驱动件的型号。
[0033]
进一步地,测厚传感器包括支座、第一测杆、第二测杆、第一测头及第二测头,所述支座固定设置在所述承片台上,所述第一测杆和所述第二测杆均设置在所述支座上,所述第一测头与所述第二测头分别设置在所述第一测杆与所述第二测杆上;所述减薄机的控制方法还包括对所述主轴在竖直方向上的下降高度的控制,对所述主轴在竖直方向上的下降高度的控制包括以下步骤:
[0034]
s31:测厚传感器检测出所述晶圆的厚度,在测量前,使所述第一测头和所述第二测头分别接触所述吸盘的上表面,以进行调零;在测量时,使所述第一测头与所述晶圆的上表面接触,所述第二测头与所述晶圆的下表面接触,记录所述第一测头的测量高度ha,所述第二测头的测量高度hb,则所述晶圆的厚度h为h
a-hb的绝对值;
[0035]
s32:所述控制器能够根据所述测厚传感器检测出的所述晶圆的厚度值h,控制所述主轴在竖直方向上的下降高度。
[0036]
进一步地,所述步骤s31包括以下步骤:
[0037]
s311:使所述第一测杆移动至所述晶圆的上方且水平设置,再使所述第一测杆在重力作用下带动所述第一测头落至所述晶圆的上表面,所述控制器内的角位移传感器记录此时所述第一测杆与水平面之间的角位移量为θ1,则所述第一测头下降的高度ha为r1sinθ1,由于θ1接近0,则ha=r1sinθ1≈r1θ1,r1为所述第一测杆的长度;
[0038]
s312:使所述第二测杆移动至所述晶圆的上方且水平设置,所述第二测杆的位置与所述第一测杆在下落之前的位置位于同一水平面,再使所述第二测杆在重力作用下带动所述第二测头落至所述吸盘的上表面,所述控制器内的角位移传感器记录此时所述第二测杆与水平面之间的角位移量为θ2,则所述第二测头下降的高度hb为r2sinθ2,由于θ2接近0,则hb=r2sinθ2≈r2θ2,r2为所述第二测杆的长度;
[0039]
s313:将h
a-hb取绝对值,以得到所述晶圆的厚度值h=r2θ
2-r1θ1。
[0040]
进一步地,所述减薄机的控制方法还包括对所述晶圆磨削后的厚度值的误差控制,对所述晶圆磨削后的厚度值的误差控制包括以下步骤:
[0041]
s41:初始校正,采用厚度为h mm的测量规,所述测量规包括第一分规和第二分规,所述第一分规的厚度为h mm,所述第二分规的厚度为h+γmm;先将所述第一分规放置在所述吸盘上,并使所述主轴竖直下降至使所述磨轮抵接至所述第一分规,且所述第一分规能够在所述磨轮与所述吸盘之间移动,所述第二分规不能移进至所述磨轮与所述吸盘之间,以使所述磨轮与所述吸盘之间的相对距离为h mm,且相对距离误差小于γ,4mm≤h≤6mm,20um≤γ≤50um;
[0042]
s42:二次校正,当所述磨轮对所述晶圆进行第一次的厚度磨削后,使用所述测厚传感器对所述晶圆进行厚度测量,以使所述主轴根据测量出的所述晶圆的厚度值与所述晶圆磨削完后的预设厚度值之间的差值再次进行竖直向下移动,以使所述磨轮对所述晶圆进行第二次的厚度磨削,此时,需要对所述主轴竖直向下移动的距离进行误差γ的补偿校正,以将所述主轴的下降高度的机械误差过渡到所述测厚传感器的测厚误差;
[0043]
s43:实时校正,在进行所述二次校正后,且每进行完一次厚度磨削后,将前后相邻两次所述主轴的坐标作差,以得到所述磨轮在每一次磨削过程中产生的磨损量,并对所述主轴竖直向下移动的距离进行所述磨轮的磨损量的补偿校正,以使所述磨轮磨削后的所述晶圆的实际厚度值与所述晶圆磨削完后的预设厚度值之间的误差在γ/10um与/10um之间。
可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0063]
在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的结构或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
[0064]
实施例一
[0065]
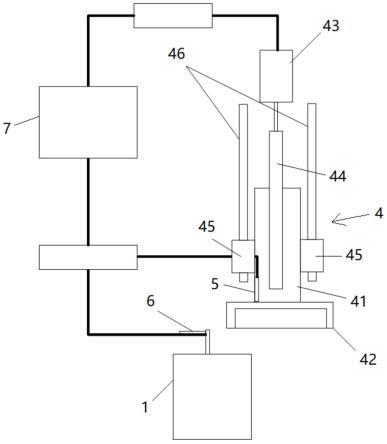
本实施例中提出了一种减薄机,如图1所示,该减薄机能够保证对晶圆3的磨削效果,以使磨削后的晶圆3的厚度值能够满足条件,且不会造成晶圆3的破损;具体地,减薄机包括承片台1、进给组件4、测力传感器5以及控制器7;其中,在承片台1上水平设置有吸盘2,吸盘2用于真空吸附晶圆3,以便于对晶圆3进行磨削加工;进给组件4与吸盘2相对设置且位于吸盘2的上方,进给组件4包括在竖直方向上呈直线设置的主轴41以及磨轮42,磨轮42固定设置在主轴41上靠近晶圆3的一端,主轴41能够竖直向下移动,以带动磨轮42竖直向下移动并抵接至晶圆3,以便于磨轮42对晶圆3的厚度进行磨削;测力传感器5设置在主轴41上,测力传感器5用于检测主轴41施加至磨轮42的磨削力f,且磨削力f与主轴41在竖直方向上的下降速率fa呈幂指数关系;控制器7与测力传感器5信号连接,控制器7与主轴41控制连接,控制器7能够根据测力传感器5检测的磨削力值控制主轴41在竖直方向上的下降速率fa,以使磨削力f保持为预设磨削力,以实现对晶圆3进行恒力磨削。
[0066]
通过在主轴41上设置测力传感器5,并使控制器7与测力传感器5信号连接,控制器7与主轴41控制连接,由于主轴41的磨削力与主轴41在竖直方向上的下降速率呈幂指数关系,因此可以通过控制器7依据测力传感器5检测的磨削力值控制主轴41在竖直方向上的下降速率,以使磨削力能够始终保持为预设磨削力,进而对晶圆3实现恒力磨削,以使磨削效率较高以及能够降低对晶圆3的破损率,以实现根据检测到的磨削力控制主轴41的下降速率,以使主轴41的下降速率较为适宜,从而保证磨轮42对晶圆3施加的磨削力为力度较为适宜且能够保持不变的预设磨削力,进而能够保证对晶圆3的最终磨削效果。
[0067]
具体而言,测力传感器5为三向力传感器,三向力传感器具有检测精度较高的特点;且三向力传感器的数量设置有三个,三个三向力传感器均匀分布在主轴41的外周面,从而能够通过获得三个三向力传感器检测的平均值作为最终的主轴41的磨削力值,以使获得的磨削力值较为准确。
[0068]
其中,如图2所示,测力传感器5通过主轴法兰11、固定螺栓10以及上下夹设的上盖板8和下盖板9固定在主轴41的外周面上,上盖板8、下盖板9以及主轴法兰11均设置在主轴41上,且测力传感器5设置在上盖板8与下盖板9之间,固定螺栓10能够依次穿过上盖板8、下盖板9和主轴法兰11,从而将测力传感器5固定在主轴41上。在此,对于测力传感器5在主轴41上的具体固定方式不作限定,只要保证将测力传感器5固定在主轴41上即可。
[0069]
进一步地,如图1所示,减薄机还包括测厚传感器6,测厚传感器6设置在承片台1上,测厚传感器6能够实时检测晶圆3的厚度,控制器7与测厚传感器6信号连接,控制器7还
能够根据测厚传感器6检测的厚度值控制主轴41在竖直方向上的下降高度,以使磨削后的晶圆3的最终厚度能够满足条件。本实施例中的控制器7为现有技术中常见的控制结构,此处,不再对控制器7的控制原理进行详细赘述。
[0070]
具体地,如图3所示,测厚传感器6包括气缸、支座61、第一测杆62、第二测杆64、第一测头63及第二测头65,支座61固定设置在承片台1上,第一测杆62和第二测杆64均设置在支座61上,气缸分别与第一测杆62和第二测杆64驱动连接,气缸能够驱动第一测杆62和第二测杆64在竖直方向上移动,且第一测头63与第二测头65通过调节螺丝分别设置在第一测杆62与第二测杆64上;控制器7与气缸驱动连接,以使控制器7能够控制气缸的运转,进而控制第一测杆62和第二测杆64在竖直方向上的移动。
[0071]
进一步地,如图1所示,进给组件4还包括驱动件43及丝杆44,驱动件43与丝杆44传动连接,主轴41为空心轴,空心轴的一端螺纹套设在丝杆44上,空心轴的另一端与磨轮42固定连接,驱动件43用于驱动丝杆44转动,以使主轴41能够在丝杆44上竖直向下移动,从而实现主轴41在竖直方向上的移动;其中,在驱动件43与丝杆44之间设置有减速器,以实现对驱动件43的输出速率的减速。本实施例中,驱动件43具体可以为伺服电机,减速器具体可以为谐波齿轮减速器。
[0072]
具体地,如图1所示,进给组件4还包括两个固定块45及两个导轨46,两个固定块45相对且固定设置在主轴41上,两个导轨46分别位于主轴41的相对两侧;当主轴41在丝杆44上竖直向下移动时,一个固定块45能够在一个导轨46上滑动,以能够为主轴41的移动提供导向作用,以使主轴41的运动轨迹较为准确。
[0073]
实施例二
[0074]
本实施例中提出了一种减薄机的控制方法,该减薄机的控制方法基于实施例一中的减薄机;具体地,如图4所示,减薄机的控制方法包括对主轴41在竖直方向上的下降速率fa的控制,以使主轴41的下降速率fa能够始终保持为较为适宜的预设下降速率f
a1
,进而使主轴41和磨轮42能够以预设磨削力对晶圆3进行恒力磨削,以使磨削效率较好且不会对晶圆3造成破损。
[0075]
具体地,如图4所示,对主轴41在竖直方向上的下降速率fa的控制包括以下步骤:s11:先通过测力传感器5检测出主轴41施加至磨轮42的磨削力f,并反馈至控制器7,控制器7判断磨削力f是否等于预设磨削力;s12:当控制器7判断出磨削力f等于预设磨削力时,说明此时主轴41的下降速率fa等于预设下降速率f
a1
,控制器7只需使主轴41以此时的预设下降速率f
a1
竖直下降即可;当控制器7判断出磨削力f不等于预设磨削力时,说明此时主轴41的下降速率fa不等于预设下降速率f
a1
,控制器7需要将此时主轴41的下降速率fa调整至预设下降速率f
a1
再使主轴41进行竖直下降。
[0076]
其中,预设磨削力需要控制器7根据测厚传感器6检测出的晶圆3的实际厚度值与晶圆3磨削完后的预设厚度值之间的差值进行确定,从而能够使磨轮42在以预设磨削力进行磨削的过程中,不会出现由于预设磨削力过大而造成晶圆3的破损问题,也不会出现由于预设磨削力过小而造成晶圆3的磨削效率较低的问题。
[0077]
进一步地,在步骤s12中,可根据公式计算出主轴41的预设下降速率f
a1
:
[0078]
[0079]
其中,f为磨削力,cf为比例常数,a
p
为磨削的切入深度,ns为磨轮42的转速,单位为rpm,vf为承片台1竖直向上的移动速率,单位为um/min,α、β、γ为是各项的指数且均为常数。
[0080]
具体地,磨削的切入深度其中fa为主轴41的下降速率,nw为承片台1的旋转速率,即当磨轮42的转速ns与承片台1的旋转速率nw确定后,磨削力f与进主轴41的下降速率fa之间呈现幂指数关系;当f为预设磨削力时,代入上述公式对应计算出的主轴41的下降速率fa即为主轴41的预设下降速率f
a1
。
[0081]
进一步地,如图5所示,减薄机的控制方法还包括对驱动件43的型号的选择控制,以能够根据主轴41的预设下降速率f
a1
选择与之相匹配的驱动件43的具体型号,以使驱动件43的转速能够与主轴41的预设下降速率f
a1
相匹配,避免由于主轴41的预设下降速率f
a1
较低而使驱动件43的转速过低引起驱动件43发生振动的问题,进而能够较好地保护驱动件43,以延长驱动件43的使用寿命。
[0082]
具体地,如图5所示,对驱动件43的型号的选择控制包括以下步骤:s21:根据上述公式和已知的预设磨削力值,计算出主轴41的预设下降速率f
a1
;s22:再根据以下公式计算出驱动件43的转速nm;
[0083][0084]
由于nm=in
bs
,且n
bs
=v/ph,则可以推导出其中,ph为丝杆44的导程,n
bs
为丝杆44的转速,i为减速器的减速比;当将计算出的主轴41的预设下降速率f
a1
代入上述公式中,则可以计算得出驱动件43的转速nm;s23:根据计算出的驱动件43的转速nm选择驱动件43的具体型号。
[0085]
具体而言,当减速器的减速比i=10000:1,丝杆44的导程ph=4mm,所需的主轴41的预设下降速率f
a1
=1.2mm/min时,代入上述公式,可以计算得出驱动件43的转速nm为3000rpm;也即是说,想要实现主轴41的预设下降速率f
a1
为1.2mm/min,则需要选择转速nm为3000rpm的驱动件43,以能够使驱动件43在整个运转过程中不会产生振动的问题。
[0086]
进一步地,如图6所示,减薄机的控制方法还包括对主轴41在竖直方向上的下降高度的控制,以使主轴41能够带动磨轮42以较为适宜的进给高度对晶圆3进行磨削,以使磨削后的晶圆3的厚度能够满足条件。
[0087]
具体地,如图6-8所示,对主轴41在竖直方向上的下降高度的控制包括以下步骤:s31:先通过测厚传感器6检测出晶圆3的厚度;具体而言,在测量之前,使第一测头63和第二测头65分别接触吸盘2的上表面,以对第一测头63和第二测头65进行调零;在测量的过程中,使第一测头63与晶圆3的上表面接触,第二测头65与晶圆3的下表面接触,记录第一测头63的测量高度ha,第二测头65的测量高度hb,则晶圆3的厚度h为h
a-hb的绝对值;s32:再使控制器7根据测厚传感器6检测出的晶圆3的厚度值h,控制主轴41在竖直方向上的下降高度。
[0088]
进一步地,如图9和图10所示,步骤s31具体包括以下步骤:s311:使第一测杆62在气缸的作用下移动至晶圆3的上方且水平设置,再关闭气缸,以使第一测杆62在自身重力作用下带动第一测头63落至晶圆3的上表面,此时控制器7内的角位移传感器记录的第一测杆
62与水平面之间的角位移量为θ1,则根据勾股定理可以计算得出第一测头63下降的高度ha为r1sinθ1,由于θ1接近0,则ha=r1sinθ1≈r1θ1,r1为第一测杆62的长度;s312:使第二测杆64在气缸的作用下移动至晶圆3的上方且水平设置,第二测杆64的位置与第一测杆62在下落之前的位置位于同一水平面,再关闭气缸,以使第二测杆64在自身重力作用下带动第二测头65落至吸盘2的上表面,此时控制器7内的角位移传感器记录的第二测杆64与水平面之间的角位移量为θ2,则根据勾股定理可以计算得出第二测头65下降的高度hb为r2sinθ2,由于θ2接近0,则hb=r2sinθ2≈r2θ2,r2为第二测杆64的长度;s313:将h
a-hb取绝对值,以得到晶圆3的厚度值h=r2θ
2-r1θ1。其中,第一测杆62的长度r1和第二测杆64的长度r2相等。其它实施例中,还可以使第一测杆62的长度r1与第二测杆64的长度r2不相等。
[0089]
由于主轴41在竖直方向上的下降高度与最终磨削后的晶圆3的厚度值的误差息息相关,因此,减薄机的控制方法还包括对晶圆3磨削后的厚度值的误差控制,以使经过磨轮42磨削后的晶圆3的实际厚度值与晶圆3磨削完后的预设厚度值之间的误差较小,从而能够保证磨削出满足厚度条件的晶圆3。
[0090]
具体地,如图11所示,对晶圆3磨削后的厚度值的误差控制包括以下步骤:s41:初始校正,采用厚度为h mm的测量规,测量规包括第一分规和第二分规,第一分规的厚度为h mm,第二分规的厚度为h+γmm;先将第一分规放置在吸盘2上,并使主轴41竖直下降至使磨轮42抵接至第一分规,且第一分规能够在磨轮42与吸盘2之间移动,第二分规不能移进至磨轮42与吸盘2之间,以使磨轮42与吸盘2之间的相对距离为h mm,且相对距离误差小于γ,4mm≤h≤6mm,20um≤γ≤50um;s42:二次校正,当磨轮42对晶圆3进行第一次的厚度磨削后,使用测厚传感器6对晶圆3进行厚度测量,以使主轴41根据测量出的晶圆3的厚度值与晶圆3磨削完后的预设厚度值之间的差值再次进行竖直向下移动,以使磨轮42对晶圆3进行第二次的厚度磨削,此时,需要对主轴41竖直向下移动的距离进行误差γ的补偿校正,以将主轴41的下降高度的机械误差过渡到测厚传感器6的测厚误差;s43:实时校正,在进行二次校正后,且每进行完一次厚度磨削后,将前后相邻两次主轴41的坐标作差,以得到磨轮42在每一次磨削过程中产生的磨损量,并对主轴41竖直向下移动的距离进行磨轮42的磨损量的补偿校正,以使磨轮42磨削后的晶圆3的最终的实际厚度值与晶圆3磨削完后的预设厚度值之间的误差在γ/10um与(γ+10)/10um之间。
[0091]
其中,h=5mm,γ=20um,在初始校正中,则磨轮42与吸盘2之间的相对距离为5mm,且相对距离误差小于20um;在二次校正中需要对主轴41的移动坐标进行误差20um的补偿校正,以使主轴41的下降高度较为准确;并在实时校正中,对主轴41的下降高度进行磨轮42的磨损量补偿校正,同时结合减薄机中的其它零部件的机械误差,进而能够通过上述补偿校正过程,以使经过磨轮42磨削完成后的且经测厚传感器6测出的晶圆3的实际厚度值与预先设置好的需要将晶圆3的厚度磨削成的预设厚度值之间的误差在2um-3um之间,也即是说,通过误差控制能够保证最终磨削后的晶圆3的厚度能够与预设厚度值之间的差值较小,以最大可能地将晶圆3的厚度磨削成预设厚度值。
[0092]
值得说明的是,由于主轴41是在驱动件43的驱动作用下进行移动,因此,本实施例中涉及的对主轴41的下降速率以及对主轴41的下降高度的控制,其实质均为控制器7对驱动件43的工作参数的控制,从而实现控制器7对主轴41的控制。
[0093]
本实施例中的减薄机的控制方法具体包括以下控制步骤,如图12所示:
[0094]
对主轴41的下降高度的控制:测厚传感器6检测出晶圆3此时的厚度值,并反馈至控制器7,控制器7根据测厚传感器6的检测值与预先设置好的需要将晶圆3的厚度磨削成的预设厚度值之间的差值决定具体的预设磨削力;同时,控制器7能够根据测厚传感器6的检测值与预先设置好的需要将晶圆3的厚度磨削成的预设厚度值之间的差值决定主轴41的下降高度,以使磨轮42以适宜的下降高度对晶圆3进行磨削。
[0095]
对主轴41的下降速率的控制:测力传感器5检测出此时主轴41施加至磨轮42的磨削力,并反馈至控制器7,控制器7根据测力传感器5的检测值与预设磨削力之间的差值决定主轴41的下降速率,以使控制器7控制主轴41以与预设磨削力相匹配的下降速率进行下降,从而使磨轮42能够以适宜的下降速率和预设磨削力对晶圆3进行磨削。
[0096]
通过上述控制过程,能够实现对主轴41的下降速率和下降高度的控制,从而使磨轮42能够以适宜的下降速率和下降高度对晶圆3进行切削,以获得满足厚度条件的晶圆3,并且能够提高晶圆3的磨削效率以及降低对晶圆3的破损率。
[0097]
以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1