一种用于航空发动机叶片原位打磨的机械手
1.本发明属于机器人技术领域,具体的说是一种用于航空发动机叶片原位打磨的机械手。
背景技术:
2.航空发动机是一种高度复杂和精密的热力机械,作为飞机的心脏,不仅是飞机飞行的动力,也是促进航空事业发展的重要推动力,人类航空史上的每一次重要变革都与航空发动机的技术进步密不可分。
3.航空发动机叶片生产过程中,需要进行打磨,为了保证打磨的效率与打磨精度,现在常采用基于机器人的自动打磨系统,在打磨过程中要求打磨力恒定,且对工件表面适应性强。而现有的打磨机械手对于叶片表面复杂曲面的打磨仍旧存在不足,打磨过程中,机械手上的打磨头不能充分贴合叶片表面,末端打磨工具轨迹与机械手控制程序中预设的指令轨迹之间存在偏差,难以进一步提升打磨质量,同时,机械手上打磨头的刚性结构,也会影响到打磨头与叶片之间的贴合,使得打磨时的接触面积相对较小,影响到打磨效率。
技术实现要素:
4.为了弥补现有技术的不足,使打磨头适应叶片表面复杂曲面,充分贴合到叶片的表面,提高叶片的打磨质量与打磨效率,本发明提出一种用于航空发动机叶片原位打磨的机械手。
5.本发明解决其技术问题所采用的技术方案是:本发明所述一种用于航空发动机叶片原位打磨的机械手,包括机械手,所述机械手的末端安装有执行器,所述执行器上安装有打磨头,机械手用于带动执行器原位移动,调节执行器相对叶片的角度与位置,执行器带动打磨头转动,对叶片进行打磨,所述打磨头的端面上安装有气囊,所述气囊上安装有砂纸,所述砂纸将气囊接触叶片的区域覆盖。
6.优选的,所述气囊内部均匀安装有多组限位绳,所述限位绳的一端连接在气囊内靠近打磨头的侧壁上,所述限位绳的另一端连接在气囊内靠近叶片的侧壁上。
7.优选的,所述气囊内部的内容物为非牛顿流体。
8.优选的,所述打磨头的端面上开设有固定槽,固定槽环绕气囊设置,所述固定槽内卡接安装有卡环,所述卡环上对称开设有通槽,所述砂纸的两端插入到通槽内,所述砂纸被卡环的侧壁与固定槽的侧壁卡接固定。
9.优选的,所述气囊垂直于打磨头端面的侧壁上设置有压块,所述砂纸的两端穿过通槽后朝向气囊的侧壁,所述压块位于固定槽的内侧,所述压块接触并挤压砂纸的末端。
10.优选的,所述压块朝向砂纸的侧面上设置有凸起,所述凸起共有多组,所述凸起呈同心分布。
11.优选的,所述气囊朝向叶片的侧面上覆盖有隔离层,所述砂纸紧贴在隔离层的表面上,所述隔离层为具有粘性的硅胶层。
12.优选的,所述隔离层的表面上开设有均匀分布的微孔,所述微孔呈喇叭形。
13.本发明的有益效果如下:
14.1.本发明所述一种用于航空发动机叶片原位打磨的机械手,通过设置气囊与砂纸,在打磨过程中充分适应叶片表面的复杂曲面,充分贴合叶片,提高叶片打磨的质量与效率。
15.2.本发明所述一种用于航空发动机叶片原位打磨的机械手,通过设置卡环、压块以及隔离层,能够保证砂纸与气囊之间相对位置的稳定,避免打磨过程中,砂纸出现相对移动与褶皱,影响到砂纸的正常使用,进而影响到叶片的打磨质量与打磨效率。
附图说明
16.下面结合附图对本发明作进一步说明。
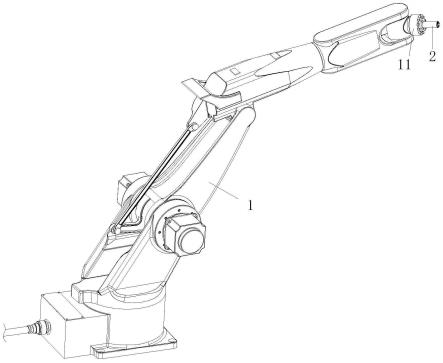
17.图1是本发明的主视图;
18.图2是本发明打磨头的结构示意图;
19.图3是本发明打磨头的局部剖视图;
20.图4是打磨头上气囊的局部剖视图;
21.图5是打磨头上卡环的结构示意图;
22.图6是图3中a处局部放大图;
23.图7是图6中b处局部放大图;
24.图8是图4中c处局部放大图;
25.图中:机械手1、执行器11、打磨头2、固定槽21、气囊3、限位绳31、隔离层32、微孔321、压块33、凸起331、砂纸4、卡环5、通槽51。
具体实施方式
26.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
27.如图1至图8所示,本发明所述一种用于航空发动机叶片原位打磨的机械手1,包括机械手1,所述机械手1的末端安装有执行器11,所述执行器11上安装有打磨头2,机械手1用于带动执行器11原位移动,调节执行器11相对叶片的角度与位置,执行器11带动打磨头2转动,对叶片进行打磨,所述打磨头2的端面上安装有气囊3,所述气囊3上安装有砂纸4,所述砂纸4将气囊3接触叶片的区域覆盖;
28.工作时,工作人员将待打磨的叶片在工装夹具上固定完毕,之后,工作人员启动机械手1,机械手1在内部控制器中程序的控制下开始运动,使其末端的执行器11移动到叶片上待打磨区域,并调整好执行器11相对叶片的角度与位置,之后,机械手1内的控制器启动执行器11,使得执行器11带的打磨头2开始运动,从而对叶片进行打磨,同时,在打磨过程中,控制器在内部程序的控制下进行移动,对叶片上不同区域进行打磨;
29.同时,在打磨的过程中,由于打磨头2上安装有气囊3,在对叶片进行打磨的时候,气囊3受到挤压,发生变形,使得气囊3与叶片接触部位贴合充分,从而提高气囊3上砂纸4对叶片进行打磨时的接触面积,提高打磨效率,同时,由于气囊3的作用,使得砂纸4能够紧贴在叶片上待打磨的区域,从而在打磨过程中,适应叶片表面的复杂曲面,以提高打磨的效
果,避免打磨过程中,砂纸4不能充分接触叶片表面,影响到打磨的效果与效率,同时,由于气囊3内各处压力相等,通过气囊3紧贴到叶片表面的砂纸4对于叶片的压力也相同,从而保证对叶片各处的打磨作用力相同,避免打磨过程中打磨力出现相对较大的波动,影响到最终的打磨效果,导致叶片的表面精度不符合标准;
30.同时,当机械手1受到内部程序控制,精确进行移动后,打磨头2与叶片之间的距离已知,通过连通到气囊3内部的管道,使用外置设备向气囊3内定量充入(抽出)内容物,使得气囊3进一步发生膨胀(收缩),从而控制气囊3对叶片的作用,进而改变打磨时的打磨力,以适应不同叶片的打磨需求,提高打磨效果。
31.作为本发明一种实施方式,所述气囊3内部均匀安装有多组限位绳31,所述限位绳31的一端连接在气囊3内靠近打磨头2的侧壁上,所述限位绳31的另一端连接在气囊3内靠近叶片的侧壁上;
32.工作时,由于限位绳31的长度相同,因此,在气囊3未接触叶片之前,气囊3朝向叶片方向的侧面与气囊3朝向打磨头2方向的侧面之间相互平行,从而避免气囊3内部充入内容物后,气囊3朝向叶片方向的侧壁,在内部压力作用下向外凸出,导致气囊3与叶片接触时,气囊3上的凸出部分先接触叶片,在打磨的时候,气囊3朝向叶片方向的侧面上其他部分不能充分接触到叶片,导致打磨时的接触面积减小,影响打磨效率,同时,也能避免气囊3上存在凸出部分,导致机械手1移动后,打磨头2与叶片之间的距离小于机械手1内部程序中记载的预设值,从而引起打磨力相对过大,导致叶片正对气囊3上凸出部分的区域打磨过度,影响到打磨效果,同时,通过限位绳31对气囊3朝向叶片方向的侧面的形状进行限制,能够避免气囊3朝向叶片方向的侧面出现凸出后,气囊3表面的砂纸4不能充分贴合,导致砂纸4出现褶皱,导致砂纸4对叶片进行打磨的时候,出现不良影响以及打磨误差,影响到打磨效果与叶片表面粗糙度。
33.作为本发明一种实施方式,所述气囊3内部的内容物为非牛顿流体;
34.工作时,由于非牛顿流体的特性,在打磨头2高速转动的时候,气囊3内部的非牛顿流体受到离心力作用,其粘度增加、硬度变大,从而使气囊3与叶片紧贴区域的形状保持不变或减缓变化速度,避免打磨头2对叶片表面进行打磨的时候,气囊3硬度较低,气囊3表面的砂纸4形状迅速发生变化,不能很好的保持对叶片的紧贴与挤压,从而影响砂纸4对叶片的打磨效果,同时,由于气囊3内部填充的非牛顿流体在离心力作用下粘度增加、硬度变大,因此,在打磨头2高速转动时,气囊3内部的非牛顿流体受到限位绳31的作用,使得气囊3与其内部的非牛顿流体呈整体状态,避免气囊3与其内部的非牛顿流体出现相对移动,影响到气囊3的正常使用,同时,在打磨头2转动的过程中,通过限位绳31对气囊3内部粘度增加、硬度增大的非牛顿流体进行连接、固定,也能减小非牛顿流体转动时产生的离心力对气囊3的影响,使得非牛顿流体转动时产生的离心力通过限位绳31分散到气囊3整体上,避免气囊3垂直于打磨头2端面的侧壁受到作用力过大,导致气囊3的侧壁膨胀,厚度减小,使得打磨头2与叶片之间的实际距离小于机械手1内部程序中记载的预设值,导致误差增大,影响到打磨效果。
35.作为本发明一种实施方式,所述打磨头2的端面上开设有固定槽21,固定槽21环绕气囊3设置,所述固定槽21内卡接安装有卡环5,所述卡环5上对称开设有通槽51,所述砂纸4的两端插入到通槽51内,所述砂纸4被卡环5的侧壁与固定槽21的侧壁卡接固定;
36.在使用过程中,随着打磨过程的进行,气囊3表面上的砂纸4不断磨损,在砂纸4磨损到极限之后,工作人员暂时停止机械手1的运行,并控制气囊3内的内容物被抽出,使得气囊3收缩,之后,工作人员利用工具将卡环5从固定槽21中取出,之后,将砂纸4的两端分别从卡环5上对称设置的通槽51中取出,再将砂纸4从气囊3表面揭下,从而将不能继续使用的砂纸4取下,之后,将新的砂纸4按照相反的顺序重新安装到气囊3表面后,继续启动机械手1对叶片进行打磨;
37.通过使砂纸4的两端插入到通槽51中,并卡接在固定槽21内,完成对砂纸4的固定,从而在砂纸4使用到极限之后,能够轻松的对砂纸4进行更换,便于工作人员对打磨头2的维护,同时,由于砂纸4与气囊3之间相互分离,在更换砂纸4的时候无需取下气囊3,降低工作人员维护成本与维护时间,提高打磨效率。
38.作为本发明一种实施方式,所述气囊3垂直于打磨头2端面的侧壁上设置有压块33,所述砂纸4的两端穿过通槽51后朝向气囊3的侧壁,所述压块33位于固定槽21的内侧,所述压块33接触并挤压砂纸4的末端;
39.当气囊3内部充入内容物后,气囊3膨胀,从而使得气囊3的侧壁垂直于打磨头2的端面,进而设置在气囊3上的压块33能够接触并挤压砂纸4的末端,通过压块33对砂纸4末端的接触与挤压,能够进一步的砂纸4进行固定,避免在打磨过程中,受到砂纸4与叶片之间的摩擦力影响,使得砂纸4受到过大的作用力,引起砂纸4位于通槽51内的两端出现移动,导致砂纸4与气囊3之间出现相对移动,以及砂纸4不能与气囊3朝向叶片的表面充分贴合,影响到砂纸4的正常使用,导致打磨效果不佳;
40.在实际使用过程中,压块33还存在另一种实施方式,即压块33的一部分接触并挤压砂纸4的末端,压块33的另一部分接触并挤压到卡环5的上表面上,从而在对砂纸4进行进一步固定的同时,也能对卡环5的位置进行限制,避免在打磨过程中,卡环5受到振动的影响,而逐步从固定槽21中脱出,影响到对砂纸4的固定,进而影响到最终的打磨效率与打磨效果。
41.作为本发明一种实施方式,所述压块33朝向砂纸4的侧面上设置有凸起331,所述凸起331共有多组,所述凸起331呈同心分布;
42.在使用过程中,通过压块33上设置的凸起331,能够有效的增加压块33与凸起331之间的摩擦力,进一步提高对砂纸4的固定效果,避免砂纸4在打磨过程中,受到的作用力过大,导致砂纸4的相对位置出现移动,使得砂纸4出现滑移,影响砂纸4的正常使用。
43.作为本发明一种实施方式,所述气囊3朝向叶片的侧面上覆盖有隔离层32,所述砂纸4紧贴在隔离层32的表面上,所述隔离层32为具有粘性的硅胶层;
44.在使用过程中,利用硅胶层自身具有的粘性以及较大的摩擦系数,使得砂纸4贴在隔离层32表面后不易出现移动,避免砂纸4在打磨过程中,相对气囊3出现滑移或者褶皱,影响到砂纸4的正常使用以及打磨效果,同时,在使用过程中,由于硅胶层自身的特性,在硅胶层受到外界灰尘等杂质影响后,硅胶层能够通过水洗去除表面杂质,恢复粘性,从而无需进行更换,降低工作人员的维护压力,同时,在使用过程中,当砂纸4出现磨损、破裂后,气囊3与叶片之间仍旧存在一层隔离层32,避免气囊3与叶片之间的直接接触,从而对气囊3造成损伤,同时,通过隔离层32的作用,也能避免叶片表面的毛刺或杂质刺穿砂纸4后,对气囊3产生损伤。
45.作为本发明一种实施方式,所述隔离层32的表面上开设有均匀分布的微孔321,所述微孔321呈喇叭形;
46.在使用的时候,由于硅胶层同样具有一定的弹性,砂纸4紧贴到隔离层32的表面上以及打磨过程中受到压力后,隔离层32中的硅胶会发生一定的变形,从而使得微孔321对砂纸4产生一定的吸附效果,进一步提高砂纸4与气囊3之间的贴合效果,避免打磨过程中,砂纸4与气囊3之间出现滑移或褶皱,影响到砂纸4的正常使用以及影响到打磨效果。
47.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1