一种下置式变曲率沟槽球体循环研磨装置及方法
1.本发明属于高精度球体研磨加工设备领域,具体涉及一种下置式变曲率沟槽球体循环研磨装置及方法。
背景技术:
2.球轴承的运动精度、噪声及寿命等技术指标受到轴承球的精度(球形偏差、球直径变动量和表面粗糙度)直接影响,进而影响设备、仪器的性能。
3.轴承球的研磨加工一直是一大难题,过去申请人采用一种变曲率沟槽球体加工设备对轴承球进行研磨加工,该设备具体参见公开号为cn213858723u的中国专利,该设备虽然能够实现沿轴承球的研磨加工,但是依然存在以下问题:
4.1)该设备采用外部球体提升机构实现球体循环研磨,但是外部球体提升机构结构过于复杂,成本过高;
5.2)该设备中落料桶的洞口容易堵塞,影响设备的正常运行。
技术实现要素:
6.为了弥补现有技术的不足,本发明提供一种下置式变曲率沟槽球体循环研磨装置技术方案。
7.一种下置式变曲率沟槽球体循环研磨装置,包括:
8.下研磨盘,所述下研磨盘由驱动装置带动旋转,其上表面设置螺旋形的变曲率沟槽,所述变曲率沟槽供工件在其上滚动,该变曲率沟槽内端具有入口,外端具有出口;
9.上研磨盘,所述上研磨盘位于下研磨盘上端,其相对下研磨盘不发生转动,用以压紧变曲率沟槽上的球体;
10.进料组件,所述进料组件的下端与变曲率沟槽的入口连接,其用以为变曲率沟槽输送球体;以及
11.循环管道,所述循环管道的下端与变曲率沟槽的出口连接,上端伸至进料组件上方,其用以将变曲率沟槽出来的球体输送至进料组件。
12.进一步地,所述进料组件包括漏斗和下球管道,所述漏斗设置于下研磨盘上端,所述下球管道上端与漏斗的下料口连接,下端与变曲率沟槽的入口连接,所述上研磨盘上具有用以容置漏斗和下球管道的中空部。
13.进一步地,所述进料组件还包括托盘,所述托盘位于漏斗上端,所述循环管道的上端伸至托盘的上方。
14.进一步地,所述漏斗内设置搅拌机构,所述搅拌机构用以对漏斗中的球体进行搅拌。
15.进一步地,所述搅拌机构包括搅拌挡片和用以驱动搅拌挡片转动的驱动组件。
16.进一步地,所述搅拌挡片为橡胶材质或硅胶材质。
17.进一步地,所述驱动组件包括电机和锥齿轮传动结构,所述电机与锥齿轮传动结
构传动配合,所述锥齿轮传动结构与搅拌挡片传动配合。
18.本发明还提供一种下置式变曲率沟槽球体循环研磨方法,采用如上所述的研磨装置实现,包括如下步骤:
19.步骤1,先把循环管道安装在出口处,漏斗安装在下研磨盘中心;
20.步骤2,再将球体均匀铺放在下研磨盘的变曲率沟槽中,调节上研磨盘的高度与球体接触,给出一定压力,最后安装托盘,调节循环管道出口位置,使球体准确落入托盘中;
21.步骤3,研磨液从上研磨盘输送孔中通入,下研磨盘由主轴控制转动,在上研磨盘的负载作用和下研磨盘转动的作用下,球体可以从变曲率沟槽中心缓慢滚至出球口,再滚入循环管道,掉入托盘后沿着壁面滚入漏斗,经由搅拌挡片的拨动,从漏斗中心孔依次掉入,可以从下球管道滚入变曲率沟槽的入口,最后滚到变曲率沟槽在外端的出口,实现球体的循环,同时在球体、上研磨盘、下研磨盘及注入加工区域的磨粒之间的相互作用下实现球面材料去除,从而实现变曲率沟槽球体的循环研磨作用。
22.与现有技术相比,本发明的有益效果是:
23.1)本发明通过循环管道实现球体的循环研磨,结构更加简单,成本更低;
24.2)本发明在漏斗上设置了搅拌机构,能够避免漏斗洞口堵塞,保证设备正常运行。
附图说明
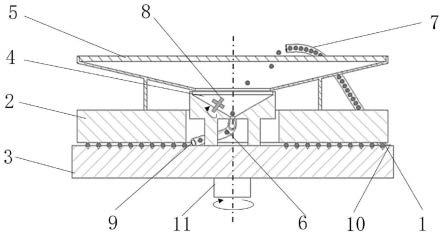
25.图1为本发明的一种下置式变曲率沟槽球体循环研磨装置结构示意图;
26.图2为本发明的一种下置式变曲率沟槽球体循环研磨装置中下研磨盘、循环管道、托盘连接结构示意图;
27.图3为本发明的一种下置式变曲率沟槽球体循环研磨装置中漏斗和搅拌机构连接结构示意图;
28.图4为本发明的一种下置式变曲率沟槽球体循环研磨方法流程图。
具体实施方式
29.在本发明的描述中,需要理解的是,术语“一端”、“另一端”、“外侧”、“上”、“内侧”、“水平”、“同轴”、“中央”、“端部”、“长度”、“外端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.下面结合附图对本发明作进一步说明。
31.请参阅图1-3,一种下置式变曲率沟槽球体循环研磨装置,包括下研磨盘3、上研磨盘2、进料组件和循环管道7,下研磨盘3由驱动装置带动旋转,其上表面设置螺旋形的变曲率沟槽17,变曲率沟槽17供工件1在其上滚动,该变曲率沟槽17内端具有入口9,外端具有出口10。上研磨盘2位于下研磨盘3上端,其相对下研磨盘3不发生转动,用以压紧变曲率沟槽17上的球体1。进料组件的下端与变曲率沟槽17的入口9连接,其用以为变曲率沟槽17输送球体1。循环管道7的下端与变曲率沟槽17的出口10连接,上端伸至进料组件上方,其用以将变曲率沟槽17出来的球体1输送至进料组件。
32.其中,上研磨盘2为铸铁平盘,表面开有研磨液输送孔,并外部加载系统控制加压。下研磨盘3上表面开设变曲率沟槽17,变曲率沟槽17的横截面为v形,变曲率沟槽17上任意
一点相对于磨盘中心的曲率半径都不同,并且是连续的,由主轴11驱动旋转。
33.其中,循环管道7为一弯管,管道入口与下研磨盘3最外端的变曲率沟槽17出口通过第一卡扣12连接,第一卡扣12的结构为公知技术,不做赘述,管道出球口在托盘5上放。在加工过程中,球体1连续从最外端沟槽出球口滚出进入循环管道7,在循环管道7内,由后面的球体1将前面的球体1推上去,球体1沿着循环管道7掉入托盘5,经出球滚道缓冲后滚至变曲率沟槽17中,最终又回到出球口。
34.继续参阅图1,进料组件包括自上而下设置的托盘5、漏斗4和下球管道6,漏斗4设置于下研磨盘3上端,下球管道6上端与漏斗4的下料口连接,下端与变曲率沟槽17的入口9连接,上研磨盘2上具有用以容置漏斗4和下球管道6的中空部。托盘5位于漏斗4上端,循环管道7的上端伸至托盘5的上方。
35.其中,托盘5与漏斗4通过螺栓固定在下研磨盘3上,可随之一起转动。此外,托盘5也可固定设置,不随下研磨盘3转动,托盘5为多孔结构,用于定位安装,壁面为弧面且有凸起挡块,起到缓冲球体1冲击作用。当球体1从循环管道7掉出,球体7可沿着弧面旋转掉入下端的漏斗4。
36.其中,漏斗4底部的下球管道6为一螺旋向下弯管,最高端与漏斗4的中心孔对齐,最低端与下研磨盘3中心沟槽入口处光滑相连,出球平稳,减少球体1之间相互挤压、碰撞。
37.继续参阅图3,漏斗4内设置搅拌机构,搅拌机构用以对漏斗4中的球体1进行搅拌,搅拌机构包括搅拌挡片8和用以驱动搅拌挡片8转动的驱动组件,搅拌挡片8为十字形叶片结构,具体采用橡胶材质或硅胶材质,驱动组件包括电机16和锥齿轮传动结构,电机16与锥齿轮传动结构传动配合,锥齿轮传动结构与搅拌挡片8传动配合。
38.具体地,锥齿轮传动结构包括两个锥齿轮14和两个转轴15,两个转轴15垂直设置,两个锥齿轮14分别套接于两个转轴15上并且相啮合,其中一个转轴15与电机16的输出端固定连接,另一转轴与搅拌挡片8连接,该转轴连接第二卡扣13,该第二卡扣13固定在漏斗4底部。
39.其中,驱动组件控制搅拌挡片8正反转,防止球体1相互粘结,堵塞洞口。
40.本发明的一种下置式变曲率沟槽球体循环研磨装置工作时,在上研磨盘2的加压和下研磨盘3转动的共同作用下,球体1依序从磨盘中心沿着整个变曲率沟槽17向出口10滚出,经过循环管道7、托盘5、下球管道6,最后回到变曲率沟槽17的入口9。同时在球体1、研磨盘及加工区域的磨粒之间的相互作用下实现球面材料去除,降低表面粗糙度、球度误差,提高球体表面质量。
41.其中,球体1从出口10滚入循环管道7,掉入托盘5,再沿着托盘5壁面旋转掉入漏斗4中,搅拌挡片8拨动,防止球体1堆积。最后经过下球管道6的缓冲作用滚入下研磨盘3的变曲率沟槽17中,球体1缓慢沿着变曲率沟槽17再次滚入出口10,达到循环加工效果。
42.本发明的一种下置式变曲率沟槽球体循环研磨装置循环装置结构简单、机构运行稳定,能达到连续循环加工的状态;研磨液可滞留,加工效率较高;单周期内球体加工路径一致,可实现加工球高精度、高一致性的批量加工,对发展球体的超精密加工技术具有重要意义。
43.请参阅图4,一种下置式变曲率沟槽球体循环研磨方法,采用上述研磨装置实现,具体包括如下步骤:
44.1)先把循环管道7利用卡扣12安装在出口10处,漏斗通过螺栓安装在下研磨盘3中心;
45.2)再将球体1均匀铺放在下研磨盘3的变曲率沟槽17中,调节上研磨盘2的高度与球体1接触,给出一定压力,最后利用螺栓把托盘5固定在下研磨盘3上,调节循环管道7出口位置,使球体1准确落入托盘5中;
46.3)研磨液从上研磨盘2输送孔中通入,下研磨盘3由主轴11控制转动,在上研磨盘2的负载作用和下研磨盘3转动的作用下,球体1可以从变曲率沟槽17中心缓慢滚至出球口10,再滚入循环管道7,掉入托盘5后沿着壁面滚入漏斗4,经由搅拌挡片8的拨动,从漏斗4中心孔依次掉入,可以从下球管道6滚入变曲率沟槽17的入口9,最后滚到变曲率沟槽17在外端的出口10,实现球体1的循环,同时在球体1、研磨盘及注入加工区域的磨粒之间的相互作用下实现球面材料去除,从而实现变曲率沟槽球体的循环研磨作用。
47.实施例选取
48.利用本发明装置,加工氮化硅轴承球,加工条件如表1:
49.表1加工条件
[0050][0051]
加工的磨料选择游离磨料,所述待加工陶瓷轴承球在上、下研磨盘工作面,在给定载荷和磨料的作用下得到均匀研磨,并通过循环系统进行多轮研磨,研磨效率较高,表面一致性较好。
[0052]
由表2可知,加工出的陶瓷球的精度水平已达到g3精度,与传统上置式变曲率沟槽球体循环研磨方法相比,球形误差、球直径变动量、表面粗糙度、球批直径变动量和研磨效率都有所提高。
[0053]
表2两种方法加工对比结果
[0054][0055]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1