一种适于焊接的粉末冶金双相不锈钢及其制备方法和焊接件与流程
1.本发明涉及一种适于焊接的粉末冶金双相不锈钢及其制备方法和应用,具体的,该适于焊接的粉末冶金双相不锈钢具有奥氏体-铁素体双相组织且无镍,具有高强度和耐蚀性,该双相不锈钢在焊接时焊缝中具有低气孔面积率,甚至是无气孔的,并且焊缝的强度和韧性性能优异,特别适用于焊接结构件。
背景技术:
2.双相不锈钢在核电、石油、化工等领域应用广泛,由于其强度和耐蚀性优异,通常作为结构件使用。传统的双相不锈钢中,ni通常作为保证强度和耐蚀性以及奥氏体形成元素的必要元素。但是近年来,由于ni材料价格较高以及ni存在毒性等问题,以n代ni的双相不锈钢逐渐被开发出来。
3.为了替代ni的作用,双相不锈钢中往往需要加入较高的n,n在奥氏体中的固溶度较高,从而通过在双相不锈钢中加入较高的n促进奥氏体的形成并固溶在奥氏体中实现固溶强化并且提高耐蚀性。
4.双相不锈钢作为结构件材料,在使用过程中经常需要焊接,例如管材等。然而,以n代ni的双相不锈钢在焊接时会在焊缝中夹杂大量的气孔,因此使其应用范围受限。原因在于:在焊接过程中,双相不锈钢的焊接区域被重新熔融,在熔池区凝固过程中,金属组织将会由单相的铁素体逐渐变成铁素体-奥氏体双相组织。但是,焊接后的冷却速度通常很快,导致较多的铁素体没有足够的时间充分转变为奥氏体,进而使得焊缝组织相对于原始组织的铁素体含量升高而奥氏体含量下降。由于n主要是固溶在奥氏体中,铁素体中固溶的n含量很低,因此,奥氏体含量的下降将使原来固溶在奥氏体的n逸出并且彼此结合变成氮气,在熔池凝固过程中被裹挟在焊缝中,形成气孔缺陷。这样,气孔缺陷的存在将大大降低焊缝处的强度和耐冲击韧性,导致双相不锈钢的使用范畴受限。
5.基于以上问题,本发明提供一种适用于焊接的以n代ni的双相不锈钢,经由该双相不锈钢焊接得到的焊缝气孔率极低,或者是无气孔的,特别适用于焊接结构件的应用。
技术实现要素:
6.本发明的发明人通过对上述背景技术中指出的问题进行研究,提供了一种适用于焊接的以n代ni的双相不锈钢,经由该双相不锈钢焊接得到焊接件其焊缝气孔率极低,甚至是无气孔的,焊缝强度和韧性良好,特别适用于焊接结构件的应用。
7.本发明的技术效果是通过如下技术方案实现的。
8.本发明提供一种适于焊接的粉末冶金双相不锈钢,其具有奥氏体-铁素体双相组织,其成分组成为:c:0.08%以下、si:1.5%以下、mn:4-10%、p:0.05%以下、s:0.05%以下、cr:23-30%、n:0.5-1.0%、ti:1.8-3.5%、其余为fe和不可避免的杂质,并且满足0≤ti-3.42n≤0.10,ti和n分别代表ti和n的质量百分数。
9.下面,对本发明的技术原理进行阐述。
10.如背景技术中指出的,在以n代ni的双相不锈钢,在焊接时n容易逸出并且被金属液在凝固过程中裹挟从而形成夹杂。
11.本发明一方面采用了高ti的设计,另一方面采用粉末冶金(pm)的工艺,将n在粉末冶金的烧结工序中通过渗氮的方式加入。首先,在pm过程中,通过渗氮的工艺加入n,由于pm的温度相对熔炼来说较低,并且pm过程中金属粉末主要呈固相,n与ti的反应热力学条件和动力学条件很差,因此,在pm工艺中渗入的n主要固溶到奥氏体中,与ti结合的量非常少,进而得到n主要固溶在奥氏体中而极少量n与ti结合成tin的高n双相不锈钢烧结体,确保n固溶在基体的奥氏体中起到稳定奥氏体和强化奥氏体以及改善耐蚀性的作用。在后续的焊接过程中,由于焊接熔池的温度远高于熔炼温度,部分工艺甚至能够达到2000℃以上,钢液处于高活度的熔融状态,ti和n的反应动力学条件和热力学条件优异,此时,n将被ti捕获,在焊接完成后的冷却过程中,由于n被ti固定,不再具备逸出的条件,焊缝熔池区形成的tin粒子在凝固过程中形成钉扎细化晶粒并且起到增强相的作用,既避免了焊缝气孔缺陷,又可以提高焊缝的强度和耐冲击性能。
12.故此,本发明的ti和n含量关系对于获得本发明的效果具有重要影响。限定ti-3.42n在0-0.1之间是重要的,如果小于0,则捕获n的ti含量不足,导致n仍然会在凝固过程中形成气孔,如果在0.1以上,则ti含量过高,在捕获n的ti之外,还有相当部分的ti游离存在于熔融区中,这部分ti在焊接保护气氛消除后冷却过程中与氧结合形成二氧化钛夹杂,恶化焊缝的强度和韧性。
13.并且,本发明n的加入方式对于获得本发明的效果是至关重要的。n必须是在pm烧结过程中通过渗氮方式加入,由此,才能避免n与ti大规模的反应,保证双相不锈钢的n固溶到基体的奥氏体相中,同时确保在后续的焊接过程中焊接熔融区域通过ti捕捉n。
14.假设,采用本发明明确排除的熔炼法,在本发明高ti的成分设计下,采用常规的将n通过加压法加入到熔体中则会导致n直接与ti反应,无法实现n在奥氏体基体中的固溶,虽然其也可以避免焊缝气孔的出现,但是其n没有固溶在奥氏体中,n加入代ni的作用没有得到发挥,无法满足本发明双相不锈钢的金相组织要求,也无法得到本发明兼顾基体n固溶到奥氏体中以及焊缝n被捕获而不产生气孔的技术效果。
15.作为本发明双相不锈钢的成分中,c是奥氏体形成元素;si通常作为脱氧剂存在,过高会导致加工性降低;mn是强烈的奥氏体形成元素,在本发明无ni双相不锈钢中,mn的含量尤为重要,其提高淬透性从而获得高的奥氏体体积分数有决定性影响;cr也是急剧提高淬透性、强烈的奥氏体形成元素,并且cr对于获得相应的强度和耐蚀性是至关重要的;n是奥氏体形成元素,固溶在奥氏体中,强化奥氏体,并且强烈的提高耐蚀性和强度,同时对于本发明的无ni双相不锈钢来说,n的作用是替代ni,弥补省略ni后带来的性能的损失以及促进奥氏体形成的作用,高的n含量对于全面替代ni是至关重要的;ti是提高耐蚀性和强度作用元素,本发明中ti的作用是在基体中起到提高耐蚀性和强度的作用,在焊接过程中捕获n,在焊缝中形成的tin在凝固过程中形成钉扎细化晶粒并且起到增强相的作用,既避免了焊缝气孔缺陷,又可以提高焊缝的强度和耐冲击韧性性能。
16.本发明所述的适于焊接的粉末冶金双相不锈钢的基体中,其奥氏体面积率为35-65%,铁素体的面积率为35-65%。
17.作为本发明技术方案的进一步改进,所述双相不锈钢的成分组成中还包括选自
mo:3.0%以下、w:3.0%以下、cu:2.0%以下、co:2.0%以下中的一种或几种。mo和w均是提高不锈钢耐蚀性的重要元素,mo是稳定铁素体的元素,mo和w均是改善耐点蚀性和耐应力腐蚀性的元素,cu和co均是奥氏体稳定化元素,并且均有利于提高耐蚀性,但是过高会导致加工性能劣化。
18.作为本发明技术方案的另一个方面,所述双相不锈钢中的n元素是通过在粉末冶金烧结工序中渗氮加入的,优选的,所述渗氮的氮源为氮气,如前所述,本发明适于焊接的粉末冶金双相不锈钢的氮应该是通过渗氮加入的,其他的方法,如熔炼加压法加入,将无法确保基体的n固溶在奥氏体中并且在焊接时ti将n捕获。
19.作为本发明的另一方面的发明内容,本发明提供了前述适于焊接的粉末冶金双相不锈钢的制备方法,所述方法包括在粉末冶金烧结工序中渗氮。如发明人在前文中阐述的那样,对于本发明高ti和高n的设计,通过在pm烧结工序中渗氮,即可以确保n固溶在基体的奥氏体中起到稳定奥氏体和强化奥氏体以及改善耐蚀性的作用,又能够保证焊接过程中焊缝熔融区的n被ti捕获,在避免焊缝气孔的同时提高焊缝的强度和韧性。
20.作为上述方案的进一步改进,该制备方法包括s1:将双相不锈钢中除n之外的所有元素混合并压制成型得到生坯;s2:对生坯在氮气气氛下烧结渗氮;s3:冷却。如前所述,首先将双相不锈钢中除n之外的所有元素混合,然后压制成型,之后对生坯在氮气气氛下烧结渗氮,烧结过程中金属粉末主要呈固相,n与ti的反应热力学条件和动力学条件很差,因此,在pm工艺中渗入的n主要固溶到奥氏体中,与ti结合的量非常少,进而得到n主要固溶在奥氏体中而极少量n与ti结合成tin的高n双相不锈钢烧结体,确保n固溶在基体的奥氏体中起到稳定奥氏体和强化奥氏体以及改善耐蚀性的作用。优选的,渗氮烧结温度为1050-1300℃,渗氮压力为5-20mpa,渗氮时间为2-15h。
21.作为进一步改进的技术方案,步骤s1中除n之外的所有元素混合具体是s11:将除n之外的所有元素熔炼成钢液;s12:对钢液进行雾化制粉。通过对除n之外的元素进行熔炼雾化制粉,可以实现除n元素之外的其它合金元素的预合金化,从而提高烧结生坯中各元素的均匀性,确保力学性能均匀。雾化制粉可以选择为氩气雾化制粉或者水雾化制粉。
22.作为进一步的改进,步骤s3冷却过程中保持渗氮压力,如此,可以确保双相不锈钢烧结体在冷却过程中始终处于较高的氮气分压之中,使尽量多的n固溶在双相不锈钢烧结体中,确保渗氮效果稳定。
23.作为本发明第三方面的内容,本发明还提供了一种焊接件,所述焊接件使用前述的一种适于焊接的粉末冶金双相不锈钢或者使用前述的一种适于焊接的粉末冶金双相不锈钢的制备方法制备得到的适于焊接的粉末冶金双相不锈钢焊接得到。
24.如前文所描述,本发明的适于焊接的粉末冶金双相不锈钢烧结体或者适于焊接的粉末冶金双相不锈钢的制备方法制备得到的适于焊接的粉末冶金双相不锈钢烧结体中含有ti和固溶在奥氏体中的n,在焊接过程中,熔池区域的n与ti结合形成tin,避免了冷却过程中氮气在焊缝组织中形成气孔,改善了焊缝的形貌和力学性能,同时,形成的tin具有钉扎细化晶粒和增强相的效果,最终,通过气孔的消除和tin的形成,共同提高了焊缝的强度和冲击韧性。
25.作为进一步改进的技术方案,焊缝中气孔面积率为0.8%以下,优选0.5%以下,优选焊缝中气孔面积率0.2%以下,更优选为0.05%以下,当然,无气孔的焊缝组织也是本发
明最优选可获得的。通过控制ti和n含量之间的关系,可以确保焊接时焊缝熔池部分的ti能够将n全部结合,从而完全避免焊后冷却过程中氮气的逸出和焊缝中气孔的形成。
26.本发明的有益效果如下。
27.本发明的双相不锈钢在成分设计上添加了较高的ti,并且以n代ni,采用了高ti高n无ni的设计,同时采用pm法制备,n通过在粉末冶金烧结的过程中渗氮的方式引入到双相不锈钢烧结体中,确保烧结体中绝大多数n固溶在奥氏体相中,实现了以n代ni、通过n促进奥氏体相生成、n固溶到奥氏体中强化以及n改善耐蚀性;通过控制双相不锈钢中的ti和n的成分含量关系,在双相不锈钢焊接过程中,熔池内的n被ti捕获,从而避免了焊接后n以氮气形式逸出并被裹挟在焊缝组织中影响焊缝强度和韧性的问题,同时生成的tin起到钉扎细化晶粒的以及增强体的作用,从而提高了焊缝组织的强度和韧性。
28.即本发明通过ti、n含量的设计以及pm和渗氮工艺的配合,实现了以n代ni,能够有效促进奥氏体的形成,将高含量的n固溶到奥氏体中能够起到强化和改善耐蚀性的作用,又不会在焊接过程中会出现氮气的逸出导致在焊缝处产生气孔缺陷进而影响焊缝的强度和韧性,同时生成的tin还具备细化晶粒和增强的作用,有助于提高焊缝的强度和韧性。本发明在保证了高n代ni实现成本低、保证强化效果和改善耐性效果的基础上,也避免了高n含量下焊接过程中焊缝容易出现气孔的问题,并且焊缝中生成的tin还有助于改善焊缝的强度和韧性,最终获得了成本低、强化效果好、耐蚀性好以及焊接性能优异、焊缝气孔面积率低或者无气孔、焊缝强度和韧性优异的双相不锈钢。
29.通过本发明获得的适于焊接的粉末冶金双相不锈钢焊接后,其焊缝的强度达到950mpa以上,优选1000mpa以上,-40℃冲击韧性达到40j以上,优选70j以上,焊缝气孔率0.8%以下,优选0.5%以下,更优选0.2%以下,最佳的还包括不含有气孔率的情况,即气孔率为0%。
具体实施方式
30.为使本领域普通技术人员充分理解本发明的技术方案和有益效果,以下结合具体的试验例做进行进一步说明。
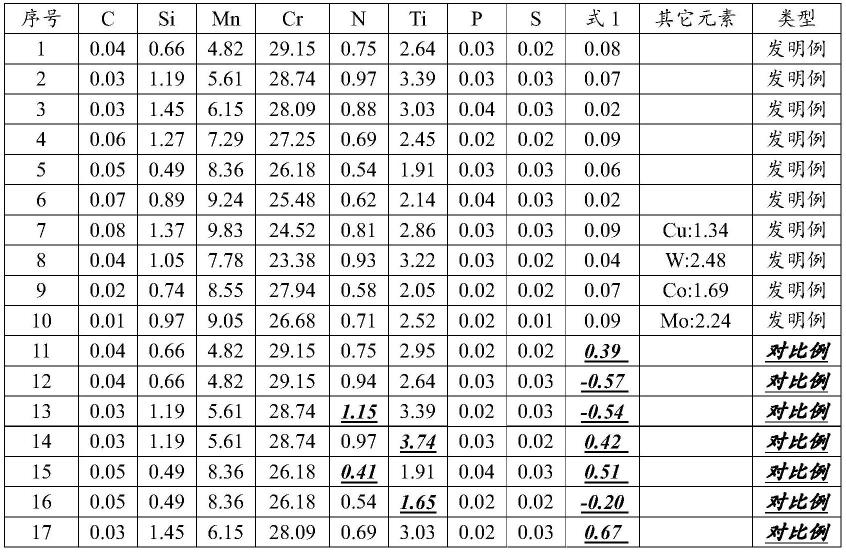
31.按照表1(式1表示ti-3.42n)中设计成分称取除n之外的合金成分,熔炼均匀后通过水雾化制粉,得到预合金钢粉。之后将预合金钢粉在100mpa的压力下冷压成板坯型,板坯尺寸为200mm*100mm*30mm,脱模后在1180℃下进行烧结同时渗氮,渗氮的氮源采用氮气,渗氮压力为12mpa,烧结渗氮时间根据设计成分中n含量的不同而视实际情况调整,烧结完成后,在12mpa的氮气压力冷却坯体得到成品,每块烧结得到的板从中间位置切割得到a、b两块100mm*100mm*30mm的板。
32.对前述获得的板的各个面进行打磨,首先对a板的基体金相组织参照gb/t226-2015进行检测;然后对由同一烧结板切割得到a、b两块板进行氩弧焊焊接,焊接过程电流200a,电压15v。焊接完成后,对焊缝的强度、韧性以及气孔率进行测试。焊缝冲击韧性的测试参照gb/t2650-2008进行,焊缝强度的测试参照gb/t2652-2008进行,焊缝气孔率的测试参照gb/t19418-2003进行。基体金相组织以及焊缝性能展示在表2中。
33.表1适于焊接的粉末冶金双相不锈钢的成分(%),fe余量
[0034][0035][0036]
表2基体组织面积率、焊缝力学性能及气孔率
[0037][0038]
下面,结合试验序号1-18对本发明的作用效果作进一步解释分析。
[0039]
试验序号1-10的各元素含量以及n和ti的关系满足本发明适于焊接的粉末冶金双相不锈钢的成分要求,并且其在烧结过程中渗氮,进而确保了绝大多数的n固溶到奥氏体中而没有和ti反应,在焊接过程中,熔融区域的n释放后被ti捕获形成细小的tin,既避免了焊
缝中气孔的夹杂,又由于tin的钉扎细化晶粒作用和增强体强化效应,共同确保了优异的焊缝强度和韧性,同时气孔率极低。试验序号1-10为发明例,其抗拉强度达到950mpa以上,部分达到1000mpa,-40℃韧性均达到40j以上,部分达到70j以上,更有部分达到100j以上,气孔率均低于0.8%,部分达到0.5%以下、更有部分达到0.1%以下甚至更低。
[0040]
试验序号11-18是对比例,下面逐一进行分析。
[0041]
对比例11、12是发明例1的对比例,对比例11在本发明的ti范围内调整了ti含量,对比例12在本发明的n范围内调整了n含量,结果证明,即使n和ti仍在发明范围内,但是由于n和ti的调整导致ti-3.42n(下称“式1”)不在发明要求范围内,导致对比例11的焊缝的抗拉强度和韧性无法满足本发明要求,对比例12的焊缝的抗拉强度和韧性以及气孔率无法满足本发明的要求。具体的,对比例11的式1为0.39,说明焊接过程中ti能够充分的捕捉n,虽然其气孔率很低为0.01%,但是由于式1过高,导致焊接熔融区相当部分的ti并没有与n结合,这部分ti在焊接保护气氛消除后冷却过程中与氧结合形成二氧化钛夹杂,恶化焊缝的强度和韧性,无法适用于结构件使用;对比例12的式1小于0,说明n含量过高,ti含量过低,导致在焊接过程中没有足量的ti捕捉n,从而,溶解在熔融区金属液中的n在冷却过程中由于奥氏体相不足而被释放,最终裹挟在焊缝凝固组织中,形成了较大面积的气孔夹杂,无法满足本发明对焊缝气孔率的要求,导致焊缝的强度、韧性急剧恶化,无法适用于结构件使用。
[0042]
对比例13、14是发明例2的对比例,对比例13、14分别调整了n、ti的含量,不符合本发明的要求,进而式1也无法满足发明要求,导致对比例13的焊缝的抗拉强度和韧性、气孔率无法满足本发明要求,对比例14的焊缝的抗拉强度和韧性无法满足本发明要求。具体来说,对比例13的n含量过高,导致在焊接过程中没有足量的ti捕捉n,从而,溶解在熔融区金属液中的n在冷却过程中由于奥氏体相不足而被释放,最终裹挟在焊缝凝固组织中,形成了较大面积的气孔夹杂,无法满足本发明对焊缝气孔率的要求,导致焊缝的强度、韧性急剧恶化,无法适用于结构件使用。对比例14的ti含量较高,式1为0.42,说明焊接过程中ti能够充分的捕捉n,焊缝组织中未见气孔,但是由于式1过高,导致焊接熔融区相当部分的ti并没有与n结合,这部分ti在焊接保护气氛消除后冷却过程中与氧结合形成二氧化钛夹杂,恶化焊缝的强度和韧性,无法适用于结构件使用。
[0043]
对比例15、16是发明例5的对比例,对比例15、16分别调整了n、ti的含量,不符合本发明的要求,进而式1也无法满足发明要求,导致对比例15的焊缝的抗拉强度和韧性无法满足本发明要求,对比例16的焊缝的抗拉强度和韧性、气孔率无法满足本发明要求。具体来说,对比例15的n含量较低,式1为0.51,说明焊接过程中ti能够充分的捕捉n,虽然其气孔率很低为0.01%,但是由于式1过高,导致焊接熔融区相当部分的ti并没有与n结合,这部分ti在焊接保护气氛消除后冷却过程中与氧结合形成二氧化钛夹杂,恶化焊缝的强度和韧性,无法适用于结构件使用;对比例16的ti含量过低,导致在焊接过程中没有足量的ti捕捉n,从而,溶解在熔融区金属液中的n在冷却过程中由于奥氏体相不足而被释放,最终裹挟在焊缝凝固组织中,形成了较大面积的气孔夹杂,无法满足本发明对焊缝气孔率的要求,导致焊缝的强度、韧性急剧恶化,无法适用于结构件使用。
[0044]
对比例17、18是发明例3的对比例,对比例17在本发明的n范围内调整了n含量,对比例18在本发明的ti范围内调整了ti含量,结果证明,即使n和ti仍在发明范围内,但是由
于n和ti的调整导致“式1”不在发明要求范围内,使得对比例17的焊缝的抗拉强度和韧性无法满足本发明要求;对比例18的焊缝的抗拉强度和韧性以及气孔率无法满足本发明要求。具体的,对比例17的式1为0.67,说明焊接过程中ti能够充分的捕捉n,焊缝组织中未见气孔,但是由于式1过高,导致焊接熔融区相当部分的ti并没有与n结合,这部分ti在焊接保护气氛消除后冷却过程中与氧结合形成二氧化钛夹杂,恶化焊缝的强度和韧性,无法适用于结构件使用;对比例18的式1小于0,说明n含量过高,ti含量过低,导致在焊接过程中没有足量的ti捕捉n,从而,溶解在熔融区金属液中的n在冷却过程中由于奥氏体相不足而被释放,最终裹挟在焊缝凝固组织中,形成了较大面积的气孔夹杂,无法满足本发明对焊缝气孔率的要求,导致焊缝的强度、韧性急剧恶化,无法适用于结构件使用。
[0045]
为了对比本发明成分设计与本发明粉末冶金工艺和传统熔炼工艺适配性的不同,本发明对制备工艺也安排了试验。按照表1中试验序号1-5(即发明例1-5)的成分使用熔炼方法制备合金a-e,a的成分与序号1对应,依次类推,e的成分与序号5对应,以其对应的合金成分为基础进行熔炼,熔炼过程中喷吹氮气增氮,并模铸得到合金a-e,对得到的合金a-e参照gb/t226-2015检测金相组织,展示于表3中。
[0046]
表3熔炼方法获得的合金a-e的微观组织
[0047][0048]
从表3中可知,通过熔炼方法获得的双相不锈钢材料,无法满足本发明的奥氏体35-65%、铁素体35-65%的组织要求。这是由于合金成分中ti含量较高,采用熔炼法增氮过程中,n将会直接与ti结合形成tin,由于本发明合金成分采用以n代ni(无镍)的设计,合金成分中n与ti的结合导致奥氏体形成能力不足,无法有效促进奥氏体的形成,导致最终钢材基体中奥氏体含量过低。由此,说明采用粉末冶金法对于获得本发明适于焊接的粉末冶金双相不锈钢是至关重要的。
[0049]
以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
[0050]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对于这些实施例的多种修改对本领域的专业技术人员来说是显而易见的,本文所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1