一种强韧持久耐磨刀具钢及其宽幅卷板制备方法与流程
1.本发明涉及马氏体钢技术领域,具体涉及一种强韧持久耐磨刀具钢及其宽幅卷板制备方法。
背景技术:
2.国内外刀剪材料依据产品档次加以选择,低档产品通常采用420系列crl3型马氏体不锈钢,如30cr13、40cr13等,其硬度较低,在(51-55)hrc,而高档产品则采用50cr15mov、60cr13、440b、440c等,其硬度可达(55-58)hrc。由此可见,国内外刀剪材料的发展趋势是:提高碳、铬强化元素含量,并在钢中添加钼、钛、钒等强碳化物形成元素,即高碳高合金化。高碳高合金马氏体钢制成的刀剪虽然锋利度、耐磨性以及耐蚀性均很好,但消耗合金资源多,成本昂贵。另一方面,由于钢中碳含量高,生产难度大,在生产过程中容易出现铸坯纵裂、卷板碳化物偏析等缺陷,对宽幅卷板生产而言尤为如此,国内高碳高合金马氏体钢多以窄带为主,极大程度限制了高端刀具全流程机械化精加工的生产效率。随着社会的发展,人们对高端民生制品的要求越来越高,采用新的合金化途径,开发高性价比刀具新材料以及制备方法已成为当前亟待解决的技术问题。
3.申请号为201711200041.5的专利公开了一种高硬度高韧性刀具用不锈钢及其制备方法,具体如下成分及质量百分比(%):c:0.50-0.70、cr:14-16、mo:0.10-1.00、ni:0.80-1.30、v:0.05-0.50、nb:0.05-0.15、si:≤0.40、mn≤0.40、p≤0.020、s≤0.020,其余为fe及不可避免的杂质。在材料制备过程中,依次采用初炼炉、不锈钢精炼炉、真空除气炉、电渣重熔对原料进行冶炼和处理。该发明中成分设计以cr-mo-v为基础,添加ni、nb稀缺且昂贵合金元素,提高耐蚀性、强度和韧性,不占据成本优势,且其制备工艺通过四步法冶炼,在精炼后通过真空除气炉与电渣重熔,制备工序复杂,又进一步提高了生产成本。申请号为201880032462.8的专利公开了一种刀具用钢带的制造方法及刀具用钢带。成分及质量百分比(%)包含:c:0.55-0.80、cr:12-14、si:≤1.00、mn≤1.00,其余为fe及不可避免的杂质。其所述的刀具用钢带制造方法包括,分批退火步骤以及冷轧步骤。该发明中成分配比为传统的高碳cr13型马氏体不锈钢,仅通过c元素提高刀具的强度、硬度效果可能有点单一,且当c含量高于0.60%时,刀具热处理使用硬度增加不再明显。另一方面该发明仅对退火及冷轧方法进行阐述,未提及制约高碳马氏体不锈钢连铸裂纹、卷板碳化物偏析等共性技术问题的控制方法。申请号为201310001659.4的专利公开了一种低铬高硅钒钛硼多元强化耐磨厨房刀具用钢带,具体如下成分及质量百分比(%):c:0.50-0.60、mn:0.30-0.70、si:2.5-3.5、p≤0.010、s≤0.010、cr:9.00-10.00、ni:≤0.6、v:0.16-0.32、n:0.04-0.08、b:0.0008-0.002,其余为fe及不可避免的杂质。该发明通过高碳高硅提高材料强度与硬度,再通过添加钒、钛、硼多元合金元素细化晶粒,进一步提高材料强度与硬度。金属材料中强度硬度与塑韧性此消彼长,该成分设计侧重于增强材料的强度与硬度,以达到刀具耐磨的效果,而通常刀具加工过程中的热处理工序对材料的塑韧性有较高的要求,塑韧性差往往会出现热处理开裂,直接导致废品。所以需要一种成本低,但韧性高、硬度高、耐磨性能好的刀
具钢,同时还能实现刀具钢宽幅卷板生产。
技术实现要素:
4.针对上述现有技术,本发明的目的是提供一种强韧持久耐磨刀具钢及其宽幅卷板制备方法。本发明在元素成分设计上采用新的合金化途径,避免通过添加稀有昂贵的合金提高性能的传统思路,开发高性价比刀具新材料,成本不足常见高端刀具用钢50cr15mov的70%。本发明的刀具钢在兼具高韧性、高耐磨与高持久性的同时,由于其宽幅设计更进一步满足了高端刀具全流程机械化加工的生产精度与效率要求。
5.为实现上述目的,本发明采用如下技术方案:
6.本发明的第一方面,提供一种强韧持久耐磨刀具钢,包括以下质量百分比的原料:
7.c:0.40-0.50%,si:1.80-2.50%,mn:≤0.60%,p:≤0.010%,s:≤0.010%,cr:9.80-10.80%,ni:≤0.60,mo:≤1.00%,n:≤0.10%,其余部分为fe和不可避免的杂质。
8.优选的,包括以下质量百分比的原料:
9.c:0.40-0.45%,si:2.00-2.50%,mn:0.30-0.35%,p:≤0.010%,s:≤0.003%,cr:10.20-10.60%,ni:≤0.60,mo:0.50-0.80%,n:≤0.10%,其余部分为fe和不可避免的杂质。
10.本发明的第二方面,提供强韧持久耐磨刀具钢的宽幅卷板制备方法,包括以下步骤:
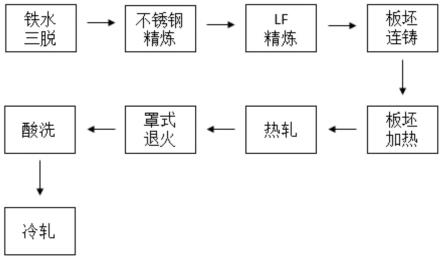
11.按照质量百分比称取原料制备成全铁水,然后全铁水经铁水三脱、不锈钢精炼、lf、连铸、板坯加热、热轧、罩式退火、酸洗、冷轧处理,得到强韧持久耐磨刀具钢的宽幅卷板。
12.优选的,所述宽幅卷板的宽度为1100-1550mm。
13.优选的,所述铁水三脱的工序中,采用喷吹法脱磷,顶吹氧气流量为20-40nm3/min,枪位为0.5-0.8m,喷粉枪喷吹石灰粉流量为40-60kg/min,枪位距离罐底500mm以下,处理后实现铁水中p的含量≤0.001%。
14.优选的,所述连铸的工序中,过热度为30-50℃、拉速为0.8-0.9m/min、结晶器锥度为1.2-1.3、电磁搅拌的电流强度为350-400a,频率为5.0-6.0hz、动态轻压下为在fs=0.4-0.7区间投入1.5-1.8mm压下量。
15.优选的,所述罩式退火采用双阶退火,在830-860℃下保温20-25h,冷却至720-750℃保温20-25h。
16.本发明的有益效果:
17.(1)与现有用量最大的刀具钢40cr13和50cr15mov相比,本发明的刀具钢有更好的淬硬性、耐磨性、持久性,更高的回火稳定性,热处理后强韧性显著,同时由于高硅及mo协同作用,使其具有更优良的抗高温氧化性,可减少刀具加工过程中的烧损。
18.(2)本发明的刀具钢制备方法中,采用全铁水原料连铸生产宽幅马氏体钢卷板,不同于电炉废钢工艺,产品洁净度高,更符合食品级绿色厨用产品标准,且由于其宽幅设计,更满足高端刀具全流程机械化加工的高精度与高效率生产要求。
19.(3)本发明的刀具钢成本较低,其合金成本不足50cr15mov的70%,不受稀缺进口合金供应限制,易于推广使用。
附图说明
20.图1:本发明的刀具钢宽幅卷板生产工艺流程示意图。
具体实施方式
21.应该指出,以下详细说明都是例示性的,旨在对本技术提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本技术所属技术领域的普通技术人员通常理解的相同含义。
22.正如背景技术部分介绍的,目前高端刀具钢一般提高碳、铬强化元素含量,并在钢中添加钼、钛、钒等强碳化物形成元素,即高碳高合金化,以达到刀具锋利度、耐磨性以及耐蚀性优异的目的。但上述原料配比消耗合金资源多,成本昂贵。另一方面,由于钢中碳含量高,生产难度大,在生产过程中容易出现铸坯纵裂、卷板碳化物偏析等缺陷,对宽幅卷板生产而言尤为如此。
23.基于此,本发明的目的是提供一种强韧持久耐磨刀具钢及其宽幅卷板制备方法。与常规高端刀具钢13~15%的cr含量相比,本发明通过降低cr的添加量、同时通过添加微量的mo元素、提高si的含量,开发出一种新的低铬高耐磨钢种。该钢种降低了刀具钢的成本,通过高si和少量mo两者协同作用提高产品的韧性、耐蚀性和抗高温氧化性,降低刀具淬火加工过程中产品开裂的比例,提高产品的基体强度、硬度,以实现提高刀具耐磨性以及刃部锋利度的持久性,本发明成品刀具硬度≥60hrc,耐磨性、持久性与生命周期显著提升。在cr含量降低的同时刀具钢的硬度、韧性、耐磨性等不仅没有下降还得到提高。
24.此外,本发明还控制p含量≤0.010%,马氏体钢淬火后,p仍被保留在马氏体的原奥氏体晶界上,p的晶界偏聚浓度较低时,p以固溶体存在于晶界,而当p偏聚浓度较高时,晶界则形成类似fe3p的结构,这种p在晶界化学状态的改变,将引起晶界脆性的显著升高,造成马氏体钢回火脆性增加,韧性显著降低。
25.本发明的原料配比,在高碳马氏体不锈钢连铸纵裂、卷板碳化物偏析的共性技术难题基础上,由于高si设计,进一步增加基体硬度与强度,不但加剧连铸过程板坯开裂,还会进一步导致板坯分层,发生生产事故。本发明在制备方法上重点对板坯连铸参数及热轧板退火工艺进行设计,实现了本专利产品宽幅卷板的工业生产。具体通过过热度、拉速、电磁搅拌以及动态轻压下参数控制,解决连铸产线生产宽幅高碳马氏体钢板坯纵裂、板坯分层缺陷。通过在奥氏体转化温度区间,分阶段保温退火,消除高碳马氏体钢中碳化物偏析,实现组织均匀化,解决刀具表面水波纹以及刀具刃部切削性不足缺陷。
26.为了使得本领域技术人员能够更加清楚地了解本技术的技术方案,以下将结合具体的实施例详细说明本技术的技术方案。
27.本发明实施例中所用的试验材料均为本领域常规的试验材料,均可通过商业渠道购买得到。
28.实施例1:
29.在本实施例中,一种强韧持久耐磨刀具钢宽幅热轧卷板,其化学成分和制备方法如下:
30.(a)按成分的目标组分质量百分比称量原料:c:0.42%,si:2.3%,mn:0.33%,p:0.010%,s:0.003%,cr:10.5%,ni:0.08%,mo:0.60%,n:0.035%,其余部分为fe和不可
避免的杂质。
31.(b)将在所述步骤a中取用的原料经铁水三脱处理,不锈钢精炼、lf、连铸、板坯加热、热轧、罩式退火、酸洗一系列工艺,得到所需厚度的强韧持久耐磨刀具钢宽幅热轧卷板。本实例采用全铁水原料,铁水经三脱处理后,在不锈钢精炼炉通过顶底复吹大气量搅拌,深度脱氧后得到高洁净钢液;在连铸过程中,控制过热度为35-40℃、拉速为0.85m/min、结晶器锥度为1.2、电磁搅拌的电流强度为400a,频率为5.0hz、并在fs=0.4-0.7区间投入1.5mm的动态轻压下量,得到规格为200
×
1520mm连铸板坯;板坯经热轧后形成规格为5.0
×
1520mm热轧黑皮卷板,热轧黑皮板采用双阶退火工艺,在840℃保温24h,炉冷至730℃保温24h,随炉冷却至300℃出炉,再经酸洗得规格为5.0
×
1520mm强韧持久耐磨刀具钢宽幅热轧卷板。
32.实施例2:
33.在本实施例中,一种强韧持久耐磨刀具钢宽幅冷轧卷板,其化学成分和制备方法如下:
34.(a)按成分的目标组分质量百分比称量原料:c:0.42%,si:2.2%,mn:0.35%,p:0.009%,s:0.002%,cr:10.5%,ni:0.09%,mo:0.60%,n:0.032%,其余部分为fe和不可避免的杂质。
35.(b)将在所述步骤a中取用的原料经铁水三脱处理,不锈钢精炼、lf、连铸、板坯加热、热轧、罩式退火、酸洗、冷轧一系列工艺,得到所需厚度的强韧持久耐磨刀具钢宽幅冷轧卷板。本实例采用全铁水原料,铁水经三脱处理后,在不锈钢精炼炉通过顶底复吹大气量搅拌,深度脱氧后得到高洁净钢液;在连铸过程中,控制过热度为35-40℃、拉速为9.0m/min、结晶器锥度为1.2、电磁搅拌的电流强度为400a,频率为5.0hz、并在fs=0.4-0.7区间投入1.6mm的动态轻压下量,得到规格为200
×
1260mm的连铸板坯;板坯经热轧后形成规格为3.5
×
1260mm热轧黑皮卷板,热轧黑皮板采用双阶退火工艺,在840℃保温22h,炉冷至730℃保温22h,随炉冷却至300℃出炉,再经酸洗、冷轧得规格为2.5
×
1260mm强韧持久耐磨刀具钢宽幅冷轧卷板。
36.本发明上述实施例制备的强韧持久耐磨刀具钢与刀具原料用量较大的40cr13、50cr15mov相对比。
37.对比例1:
38.在本对比例中,一种刀具用40cr13不锈钢组分质量百分比为:c:0.40%,si:0.50%,mn:0.45%,p:0.015%,s:0.002%,cr:13.7%,ni:0.09%,n:0.035%,其余部分为fe和不可避免的杂质。
39.对比例2:
40.在本对比例中,一种刀具用50cr15mov不锈钢组分质量百分比为:c:0.53%,si:0.45%,mn:0.55%,p:0.016%,s:0.003%,cr:14.8%,ni:0.09%,mo:0.63%,n:0.032%,其余部分为fe和不可避免的杂质。
41.对比例3
42.与实施例2相比,不添加mo,制备得到刀具钢宽幅热轧卷板。
43.对比例4
44.与实施例2相比,si的添加量为0.5wt%,制备得到刀具钢宽幅热轧卷板。
45.其合金成本对比,如表1。本发明产品合金成本与40cr13相差不多,但不足高端刀具钢50cr15mov的70%。
46.表1合金成本对比
[0047][0048]
由表1可以看出,实施例2制备的刀具钢其成本与对比例的40cr13不锈钢基本相近,略高1.4%;实施例2制备的刀具钢其成本比对比例2的50cr15mov不锈钢低30%以上。
[0049]
试验例
[0050]
对实施例2与对比例1~4制备的刀具钢进行力学性能、耐磨性、锋利度持久性检测,所得结果见表2-3。
[0051]
表2性能对比
[0052][0053]
依据gb/t 228《金属材料室温拉伸试验方法》、gb/t 230.1《金属材料洛氏硬度试验第一部分:试验方法》、yb/t 5349《金属弯曲力学性能检测方法》对抗拉强度、硬度、抗弯强度进行检测。
[0054]
表3试切试验
[0055]
[0056][0057]
由表1~3可以看出,虽然实施例2的刀具钢其成本比对比例1的刀具钢略高1.4%左右,但其硬度、韧性和耐磨性较对比例1都高出10%以上。相较于对比例1、对比例2,实施例2的退火板具有更高的强度和硬度。
[0058]
对比例1中硅含量与对比例4相同,且对比例1和对比例3都不含mo。所以对比例1可以看做是实施例2和对比例3~4的空白对照例由表2和3可以看出,实施例2的物理机械性能以及刀刃的锋利程度都高于对比例3和4之和。这说明本发明通过提高硅含量并添加少量mo进行协同作用,不仅弥补了降低铬含量带来的性能方面的损失,还提高了刀具的韧性、耐磨性,降低了生产成本。
[0059]
经1060℃淬火后,实施例2的刀具钢淬硬态硬度高达62hrc,相较于对比例1、对比例2有更高的淬火硬度。淬火硬度决定耐磨性,相较于对比例1、对比例2,本发明实施例产品有更好的耐磨性。经1060℃淬火+180℃回火后,相较于对比例1、对比例2,本发明实施例产品具有更高的抗拉弯强度,说明本发明产品作为刀具材料具有更好的强韧性能。试切试验结果表明:试切经切层数为32层的、布宽为5公分的试验棉布,本发明实施例产品在试切650次,刃口锋利度仍较好,无白口,相较于对比例1、对比例2,本发明实施例产品刀具刃部有更好的锋利度持久性。
[0060]
以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1