一种义齿铸造设备的制作方法
1.本技术涉及义齿加工制造设备的领域,尤其是涉及一种义齿铸造设备。
背景技术:
2.义齿就是人们常说的假牙,如今越来越多的人重视口腔健康,通过种植义齿的方式,来维持牙齿的美观和健康。而义齿本身在使用时需要有与天然牙齿几乎没有区别的性能,因此,作为义齿的制造材料必须满足一定的机械、物理、化学及生物性能。当铸造义齿时,往往采用离心铸造机进行生产,离心铸造机包括转动长杆、驱动组件、坩埚固定座、配重块组件和模具固定座。驱动组件带动转动长杆沿自身中心轴线水平转动,坩埚固定座用于固定装有熔融金属的坩埚,模具固定座用于固定模具,坩埚固定座和模具固定座均安装在转动长杆的一端,配重组件安装在转动长杆另一端以平衡整个转动长杆。
3.铸造义齿时,随着驱动组件带动转动长杆转动,转动长杆端部产生离心力,熔融金属通过离心力注入模具中,且通过离心力,熔融金属逐渐填满模具的缝隙,最终形成义齿。
4.常见的义齿材料包括经济实惠的镍铬合金、钛合金以及钴铬合金等等。而空气条件下铬、镍等成分非常容易氧化,当铬、镍等成分加热成熔融金属时会极易与氧气反应形成一定量的氧化物,降低熔融金属铸成的义齿内各种金属含量,从而影响义齿的机械强度和各种性能,降低义齿的成品质量。
技术实现要素:
5.为了尽可能减少金属在加热时与外界空气接触,从而减少熔融金属内氧化物的含量,提高义齿的成品质量。本技术提供一种义齿铸造设备。
6.本技术提供的一种义齿铸造设备采用如下的技术方案:一种义齿铸造设备,包括转动长杆、驱动组件、坩埚固定座、配重块组件、模具固定座,还包括隔离门、开合组件和除氧组件;所述隔离门包括可开合的第一门罩和第二门罩,所述第一门罩和第二门罩沿相互靠近或相互远离的方向滑动安装在转动长杆上,模具固定座和坩埚固定座均位于第一门罩和第二门罩之间,模具固定座位于坩埚固定座背离配重块组件一侧并沿靠近或远离坩埚固定座的方向与转动长杆滑动连接;所述开合组件安装在转动长杆上且用于控制第一门罩和第二门罩在转动长杆上滑动开合,所述除氧组件与隔离门连接,除氧组件用于稀释处于闭合状态下的第一门罩和第二门罩内的空间内的氧气。
7.通过采用上述技术方案,铸造义齿时,首先将装有加热好的金属的坩埚放在坩埚固定座上,其次将模具放在模具固定座上此时除氧组件启动对第一门罩和第二门罩内的氧气进行祛除的同时开合组件带动第一门罩和第二门罩沿相互靠近的方向移动,第一门罩推动模具固定座向坩埚固定座的方向移动直至坩埚与模具连接、第一门罩和第二门罩闭合,从而隔绝隔离门内外气流,驱动组件带动转动长杆转动,通过离心作用使得加热金属流入
模具中定型,整个过程中除氧组件始终处于启动状态,从而尽可能减少金属在加热时与外界空气的接触,从而减少熔融金属内氧化物的含量,提高义齿的成品质量。
8.优选的,所述第一门罩位于第二门罩背离配重块组件一侧,所述转动长杆上端面设置有与第一门罩和第二门罩上滑动连接的导向滑条,所述导向滑条沿所述第一门罩的滑动方向布设。
9.通过采用上述技术方案,当第一门罩和第二门罩沿相互靠近或相互远离的方向移动时,通过导向滑条对第一门罩和第二门罩的滑动方向进行导向,尽量避免第一门罩和第二门罩在滑动时位置发生偏移的情况发生。
10.优选的,所述开合组件包括两组活动件和控制件,两组所述活动件分别位于转动长杆沿第一门罩滑动方向两侧,两组所述活动件与第一门罩和第二门罩连接;所述活动件包括开合齿轮、第一齿条、第二齿条;所述开合齿轮竖直布设转动安装在转动长杆上,所述第一齿条与第一门罩连接并沿第一门罩的滑动方向布设与开合齿轮相啮合,所述第二齿条固定在第二门罩上与开合齿轮相啮合,所述第二齿条位于第一齿条上方并与所述第一齿条平行布设;所述控制件与两组所述活动件上的第一齿条连接且用于带动第一齿条沿第一门罩的滑动方向往复移动。
11.通过采用上述技术方案,当第一门罩和第二门罩沿相互靠近的方向移动时,通过控制件带动第一齿条沿靠近第二门罩的方向水平移动,通过第一齿条与开合齿轮相啮合、开合齿轮与第二齿条相啮合从而带动第二齿条沿靠近第一门罩的方向移动,从而实现带动第一门罩和第二门罩沿相互靠近的方向移动的效果。
12.优选的,所述控制件包括控制气缸和控制连杆;控制气缸沿第一门罩的滑动方向水平安装在转动长杆上且输出轴正对第一门罩,控制连杆一端与控制气缸的输出轴连接,且另一端与两组所述活动件上的第一齿条连接。
13.通过采用上述技术方案,当控制件带动第一齿条沿靠近第二门罩的方向移动时,控制气缸带动控制连杆沿远离第二门罩的方向移动,通过控制连杆和第一齿条连接从而带动第一齿条沿靠近第二门罩的方向移动。
14.优选的,所述模具固定座包括固定底座、限位滑杆和限位弹簧,所述固定底座上端面开设有用于放置模具的放置槽,所述固定底座背离坩埚固定座的一侧设置有用于与模具抵接的限位挡板,所述限位滑杆沿模具固定座的滑动方向滑动设置在限位挡板上,所述限位滑杆的一端位于限位挡板正对坩埚固定座的一侧并与模具的周壁滑动抵接,所述限位滑杆的另一端位于限位挡板背离坩埚固定座的一侧并设置有用于与第一门罩抵接的抵接板,所述限位弹簧的一端与限位挡板抵接,所述限位弹簧的另一端与抵接板抵接。
15.通过采用上述技术方案,当模具放置在模具固定座上时,首先将模具放置在放置槽内,此时第一门罩沿靠近第二门罩的方向移动的过程中与抵接板抵接并通过抵接板推动模具固定座沿靠近坩埚固定座的方向移动,限位弹簧收缩,直至坩埚与模具连接,同时限位滑杆沿靠近坩埚固定座的方向移动与模具的周壁滑动抵接以限定模具的位置,降低模具在离心转动时位置出现大幅度偏移的现象发生的概率。
16.优选的,所述坩埚固定座包括支撑底座和夹持件,所述支撑底座固定在所述转动长杆上,所述夹持件包括夹持电机、双向丝杠、两个相对布设的夹持板和夹持滑杆;
所述夹持电机安装在所述支撑底座上,所述双向丝杠水平布设且一端与夹持电机的输出轴同轴固定,双向丝杠的另一端与支撑底座转动连接,两个所述相对布设的夹持板均与双向丝杠螺纹连接并沿相互靠近和相互远离的方向移动,所述夹持滑杆固定在支撑底座上并滑动穿过两个夹持板,所述夹持滑杆平行于所述双向丝杠。
17.通过采用上述技术方案,当将坩埚放置在坩埚固定架上时,首先将坩埚放置在支撑底座上并位于两个夹持板之间,通过夹持电机带动双向丝杠正向转动,从而带动两个夹持板沿相互靠近的方向移动直至夹紧坩埚,以限定坩埚的位置,加强对坩埚的限位强度,以降低坩埚在离心转动时脱离坩埚固定座的概率。
18.优选的,所述固定底座上设置有沿自身滑动方向布设的连接滑杆,所述支撑底座上开设有供连接滑杆滑动插入的连接滑槽,所述连接滑槽内设置有抵接弹簧,所述抵接弹簧的一端与连接滑杆连接固定,所述抵接弹簧的另一端与所述连接滑槽的槽底固定。
19.通过采用上述技术方案,当固定底座沿靠近支撑底座的方向移动时,连接滑杆沿靠近抵接弹簧的方向在连接滑槽内滑动,抵接弹簧收缩,当第一门罩沿远离第二门罩的方向移动时,抵接弹簧回弹,通过连接滑杆推动固定底座沿远离支撑底座的方向移动,以便于对后续拆离模具和坩埚提供活动空间。
20.优选的,所述驱动组件包括转动底座、转动支杆、驱动电机,主动齿轮和从动齿轮;所述转动底座位于转动长杆下方,所述转动支杆竖直转动安装在转动底座上,所述转动支杆的上端从转动长杆中心处滑动穿过所述转动长杆,所述转动支杆与所述转动长杆键连接,所述驱动电机竖直向上安装在转动底座上,所述主动齿轮与驱动齿轮的输出轴同轴连接,所述从动齿轮同轴固定在转动支杆上并与主动齿轮相啮合。
21.通过采用上述技术方案,当转动长杆转动时,通过驱动电机带动主动齿轮转动,通过主动齿轮与从动齿轮啮合,以带动转动支杆沿自身轴线方向转动,从而带动转动长杆转动。
22.优选的,所述除氧组件包括储气箱、进气管和第一启闭阀,所述储气箱内储藏有惰性气体并安装在转动支杆上,所述进气管的一端位于第二门罩和第一门罩之间,进气管的另一端连接储气箱,第一启闭阀连通所述储气箱与进气管。
23.通过采用上述技术方案,当坩埚放置在坩埚固定座之前便开启启闭阀,使得储气箱内的惰性气体通过进气管输入第一门罩和第二门罩之间,在第一门罩和第二门罩进行闭合的过程中使得惰性气体充满整个隔离门内,从而隔离加热金属周围的氧气,且在转动长杆转动的过程中,启闭阀始终处于开启状态,从而进一步隔离金属与外界空气,从而减少熔融金属内氧化物的含量,提高义齿的成品质量。
24.优选的,所述转动长杆周围设置有防护外壳,所述防护外壳为开口向上的箱体,所述转动长杆和驱动组件均位于防护外壳内,所述防护外壳上铰接有用于盖合在防护外壳开口处的防护外盖。
25.通过采用上述技术方案,由于加热金属温度较高,且在义齿成型的过程中容易出现加热金属飞溅至模具外面的概率,通过防护外壳和防护外盖进行防护,从而提高义齿铸造设备的安全性。
26.综上所述,本技术包括以下至少一种有益技术效果:1.通过除氧组件对第一门罩和第二门罩内的氧气进行祛除的同时开合组件带动
第一门罩和第二门罩沿相互靠近的方向移动,直至第一门罩和第二门罩闭合,从而隔绝隔离门内外的气流流通,驱动组件带动转动长杆转动的过程中除氧组件始终处于启动状态,从而尽可能减少金属在加热时与外界空气的接触,从而减少熔融金属内氧化物的含量,提高义齿的成品质量;2.当控制件带动第一齿条沿靠近第二门罩的方向移动时,控制气缸带动控制连杆沿远离第二门罩的方向移动,通过控制连杆和第一齿条连接从而带动第一齿条沿靠近第二门罩的方向移动;3.当第一门罩沿远离第二门罩的方向移动时,抵接弹簧回弹,通过连接滑杆推动固定底座沿远离支撑底座的方向移动,以便于对后续拆离模具和坩埚提供活动空间。
附图说明
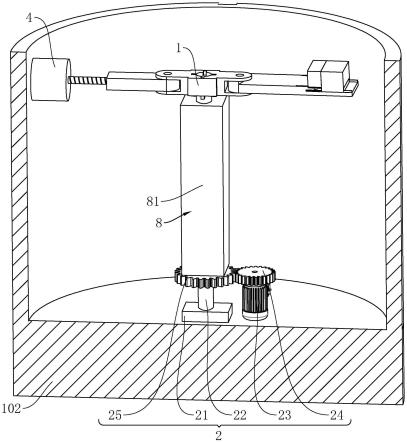
27.图1是本技术实施例的外部结构示意图。
28.图2是本技术实施例中坩埚固定座和模具固定座的连接示意图。
29.图3是本技术实施例中驱动组件和转动长杆的连接示意图。
30.图4是本技术实施例中开合组件和除氧组件的连接示意图。
31.图5是本技术实施例中连接滑杆和抵接弹簧的位置示意图。
32.图中:1、转动长杆;2、驱动组件;21、转动底座;22、转动支杆;23、驱动电机;24、主动齿轮;25、从动齿轮;3、坩埚固定座;31、支撑底座;311、连接滑槽;312、放置槽;32、夹持件;321、夹持电机;322、双向丝杠;323、夹持板;324、夹持滑杆;4、配重块组件;5、模具固定座;51、固定底座;511、限位槽;52、限位挡板;53、限位滑杆;54、限位弹簧;55、抵接板;6、隔离门;61、第一门罩;62、第二门罩;7、开合组件;71、活动件;711、开合齿轮;712、第一齿条;713、第二齿条;72、控制件;721、控制气缸;722、控制连杆;8、除氧组件;81、储气箱;82、进气管;83、启闭阀;9、导向滑条;10、连接滑杆;101、抵接弹簧;102、防护外壳;103、防护外盖。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种义齿铸造设备。参照图1和图2,铸造设备包括转动长杆1、驱动组件2、坩埚固定座3、配重块组件4、模具固定座5、隔离门6、开合组件7、除氧组件8、防护外壳102和防护外盖103;其中防护外壳102为开口向上的箱体,防护外盖103盖合在防护外壳102的开口处并与防护外壳102相铰接,以便于工作人员在防护外壳102内操作。转动长杆1水平布设并位于防护外壳102内,驱动组件2位于防护外壳102内并与转动长杆1连接,配重块组件4安装在转动长杆1的一端,坩埚固定座3和模具固定座5安装在转动长杆1的另一端。模具固定座5沿靠近或远离坩埚固定座3的方向滑动安装在转动长杆1上,模具固定座5位于坩埚固定座3背离配重块组件4一侧。
35.另外,隔离门6包括滑动连接的第一门罩61和第二门罩62,第一门罩61位于第二门罩62背离配重块组件4一侧,模具固定座5和坩埚固定座3均位于第一门罩61和第二门罩62之间。开合组件7安装在转动长杆1上且用于控制第一门罩61和第二门罩62沿相互靠近或相互远离的方向滑动,以便于控制第一门罩61和第二门罩62的开合。转动长杆1上设置有对第
一门罩61和第二门罩62的滑动方向进行导向的导向滑条9,第一门罩61和第二门罩62均与导向滑条9滑动连接。所述除氧组件8与隔离门6连接并用于尽可能祛除处于闭合状态下的第一门罩61和第二门罩62内的空间内的氧气。
36.当铸造义齿时,先将盛有加热金属的坩埚放置在坩埚固定座3上,其次再将模具放置在模具固定座5上,此时除氧组件8启动对坩埚固定座3周围的氧气进行祛除,第一门罩61和第二门罩62通过开合组件7开始闭合,驱动组件2带动转动长杆1转动,过程中除氧组件8持续工作以尽可能减少金属在加热时与外界空气的接触,从而减少熔融金属内氧化物的含量,提高义齿的成品质量。
37.参照图3,驱动组件2包括转动底座21、转动支杆22、驱动电机23,主动齿轮24和从动齿轮25。转动底座21安装在防护外壳102的内底面上,转动支杆22竖直布设且底端与转动底座21竖直转动连接,转动支杆22的顶端与转动长杆1键连接。驱动电机23安装在防护外壳102内底面上且输出轴竖直向上布设,主动齿轮24同轴固定在驱动电机23的输出轴上,从动齿轮25同轴固定在转动支杆22上并与主动齿轮24相啮合。通过驱动电机23带动转动支杆22转动,以实现驱动转动长杆1转动的效果。
38.参照图3和图4,除氧组件8包括储气箱81、进气管82和第一启闭阀83。储气箱81安装在转动支杆22上且储气箱81内部储藏有惰性气体,进气管82的一端连通储气箱81,如图5所示,进气管82的另一端位于第二门罩62和第一门罩61之间,通过进气管82将惰性气体输送至第一门罩61和第二门罩62之间,随着惰性气体的输送从而将第一门罩61和第二门罩62之间的氧气驱逐出隔离门6,从而减少加热金属与氧气接触,以降低金属氧化的概率。第一启闭阀83安装在储气箱81上并连通储气箱81和进气管82,通过第一启闭阀83的开合控制进气管82和储气箱81的连通状态。
39.参照图2和图4,开合组件7包括两组活动件71和控制件72,两组活动件71均安装在转动长杆1上且分别位于第一门罩61沿自身滑动方向的两侧,活动件71与第一门罩61和第二门罩62连接。控制件72安装在转动长杆1上并与两组活动件71连接,且用于驱动两组活动件71同步带动第一门罩61和第二门罩62沿相互靠近或相互远离的方向移动,从而提高开合组件7的结构稳定性。
40.其中,活动件71包括开合齿轮711、第一齿条712、第二齿条713。开合齿轮711竖直转动安装在转动长杆1上,第一齿条712和第一门罩61固定连接且沿第一门罩61的滑动方向布设,第二齿条713与第二门罩62固定连接且第二门罩62的滑动方向布设,第二齿条713位于第一齿条712上方并与第一齿条712平行布设。开合齿轮711位于第一齿条712和第二齿条713之间并与第一齿条712和第二齿条713相啮合。控制件72与第一齿条712连接,当控制件72带动第一齿条712沿靠近第二门罩62的方向移动时,通过开合齿轮711带动第二齿条713和第二门罩62沿靠近第一门罩61的方向移动,从而实现第一门罩61和第二门罩62沿相互靠近的方向移动的效果。
41.另外,控制件72包括控制气缸721和控制连杆722。控制气缸721水平布设并安装在转动长杆1上,控制气缸721的输出轴沿第一门罩61的滑动方向布设。控制连杆722固定在控制气缸721的输出轴上,两组活动件71中第一齿条712均与控制连杆722连接。通过控制气缸721带动控制连杆722移动的同时带动两组活动件71中第一齿条712同步移动,从而提高开合组件7的连接稳定性。
42.参照图2和图5,坩埚固定座3包括支撑底座31和夹持件32。
43.其中支撑底座31安装在转动长杆1上,支撑底座31的上端面开设有放置坩埚的放置槽312,夹持件32安装在支撑底座31的上端面并用于对放置在放置槽312内的坩埚进行限位,以尽量避免坩埚在离心转动而倾倒。
44.另外,夹持件32包括夹持电机321、双向丝杠322、两个相对布设的夹持板323和夹持滑杆324。
45.夹持电机321安装在支撑底座31上,双向丝杠322水平布设且两端分别位于放置槽312相对布设的两侧,双向丝杠322的一端与夹持电机321的输出轴同轴固定,双向丝杠322的另一端转动安装在支撑底座31上。两个相对布设的夹持板323与双向丝杠322螺纹连接并分别位于放置槽312相对布设的两侧。夹持滑杆324沿平行于双向丝杠322的方向布设,夹持滑杆324滑动穿过两个夹持板323并固定在支撑底座31上,以便于对两个夹持板323的移动方向进行限位。
46.当坩埚放置在支撑底座31上时,夹持电机321带动双向丝杠322正向转动时,双向丝杠322带动两个夹持板323沿相互靠近的方向移动,直至两个夹持板323夹紧坩埚。为了提高夹持板323与坩埚的接触面积,从而提高夹持件32的夹持强度,两个夹持板323相对布设的端面上开设有与坩埚外周壁相贴合的弧形夹持槽。
47.参照图2和图5,模具固定座5包括固定底座51、限位滑杆53和限位弹簧54。
48.其中,固定底座51上端面靠近坩埚固定座3开处设有放置模具的限位槽511,固定底座51背离坩埚固定座3处固定有限位挡板52,当模具放置在限位槽511中时,模具和限位挡板52相抵接,通过限位挡板52和限位槽511对模具的位置进行初步限位。
49.另外,限位滑杆53沿模具固定座5的滑动方向布设,限位滑杆53与限位挡板52滑动连接。限位滑杆53的一端位于限位挡板52正对限位槽511的一侧且限位滑杆53的周壁与模具的外周壁滑动抵接,从而对模具进行进一步的限位。限位滑杆53的另一端位于限位挡板52背离限位槽511一侧且设置有抵接板55,抵接板55与第一门罩61相抵接。限位弹簧54套设在限位滑杆53上且位于抵接板55和限位挡板52之间。限位弹簧54的一端与抵接板55抵接,限位弹簧54的另一端与限位挡板52抵接。
50.当第一门罩61沿靠近第二门罩62的方向移动时,第一门罩61和抵接板55相抵接并推动限位滑杆53沿靠近第二门罩62的方向移动,此时限位滑杆53位于限位挡板52正对限位槽511的一侧的长度增长,通过限位滑杆53与模具外周壁抵接面积增大从而加强对模具的限位。限位弹簧54收缩至最大限度后,第一门罩61推动固定底座51沿靠近坩埚固定座3的方向移动,直至模具和坩埚连接。
51.当离心运动完成后,需要将模具拆离模具固定座5,首先需要使模具固定座5沿远离坩埚固定座3的移动,直至模具和坩埚处于分离状态,其次缩短限位滑杆53位于限位挡板52正对限位槽511的一侧的长度,以便于拆离模具。
52.因此参照图5,固定底座51上设置有沿自身滑动方向布设的连接滑杆10,支撑底座31正对固定底座51的侧壁上开设有供连接滑杆10滑动插入的连接滑槽311,连接滑槽311内设置有抵接弹簧101,抵接弹簧101的一端与连接滑杆10的一端抵接,抵接弹簧101的另一端与连接滑槽311的槽底抵接。
53.当固定底座51沿靠近支撑底座31的方向滑动时,连接滑杆10沿靠近抵接弹簧101
的方向移动,抵接弹簧101收缩;当第一门罩61沿远离第二门罩62的方向移动时,限位弹簧54回伸的同时限位滑杆53位于限位挡板52正对限位槽511的一侧的长度缩短,直至抵接板55远离第一门罩61,抵接弹簧101回伸,通过连接滑杆10推动固定底座51沿远离支撑底座31的方向滑动,以便于拆离模具。
54.本技术实施例一种义齿铸造设备的实施原理为:铸造义齿时,首先将装有加热好的金属的坩埚放在坩埚固定座3上,其次将模具放在模具固定座5上,随后启闭阀83开启,惰性气体通过进气管82进入第一门罩61和第二门罩62之间,对坩埚附近的氧气进行驱逐,之后开合组件7带动第一门罩61和第二门罩62沿相互靠近的方向移动,通过限位滑杆53第一门罩61推动模具固定座5沿靠近坩埚固定座3的方向移动,直至模具与坩埚连接,抵接弹簧101收缩,直至第一门罩61和第二门罩62闭合,再者驱动电机23启动带动转动长杆1转动,通过离心力的作用加热好的金属流入模具中定型,整个离心过程中启闭阀83始终处于开启状态,直至离心运动结束,最后通过开合组件7带动第一门罩61和第二门罩62沿相互远离的方向移动,抵接弹簧101回伸推动模具固定座5远离坩埚固定座3,以拆离模具,最终尽可能减少金属在加热时与外界空气的接触,从而减少熔融金属内氧化物的含量,提高义齿的成品质量。
55.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1