多轴PCD刀具工具磨床的制作方法
多轴pcd刀具工具磨床
技术领域
1.本发明涉及磨削设备技术领域,尤其涉及多轴pcd刀具工具磨床。
背景技术:
2.磨床通常为五轴、六轴、八轴等多轴组合,从而驱动部件相互移动配合实现刀具的磨削工作,在磨削刀具的过程中,多轴依次或协同作业的过程中,会产生一种现象共振,当共振强度较大时,会传递给刀具和磨具,造成刀具和磨具产生共振现象,造成其微错位,从而造成刀具磨削的质量下降,传统多轴杆机床无法将轴杆的运动状态和机床的共振参数信息联动结合,无法通过机床的参数状态自动化判断刀具磨削的质量和辅助预提醒工作人员维修检测的功能;
3.针对上述的技术缺陷,现提出一种解决方案。
技术实现要素:
4.本发明的目的在于:在多轴联动磨削刀具的基础上,通过在研磨刀具整个过程对轴杆依次转动作业过程中机床产生谐振的频率和幅度进行整体的参数采集,然后对其参数进行分析、对比、深度处理,实现判断刀具磨削加工后其质量状况对其进行自动划分分类,并辅助预提醒工作人员进行定期维修检测的运维工作,使本发明智能化程度较高,解决了传统多轴杆机床在磨削刀具的过程中,无法将轴杆的运动状态和机床的参数信息并形结合,无法通过机床的参数状态自动化判断刀具磨削的质量和辅助预提醒工作人员维修检测的功能。
5.为了实现上述目的,本发明采用了如下技术方案:
6.多轴pcd刀具工具磨床,包括刀具磨削单元和数据储存单元,刀具磨削单元通过控制多轴运作对刀具进行磨削作业,数据储存单元用于储存信息,还包括:
7.动轴标定单元,将磨削感应单元的若干个动轴分别标定为1、2、3、4、5、
……
i并发送到数据储存单元储存,其中i为动轴的总量,且i为正整数;
8.动轴动作捕捉单元,用于采集磨削感应单元对刀具进行磨削作业过程中动轴的运行状况信息并将其发送到数据储存单元储存;其中动轴的运行状况信息为动轴的转速偏差值、振动频率偏差值和振动幅度偏差值构成;
9.动轴检测单元,通过数据储存单元获取磨削感应单元对刀具进行磨削作业过程中动轴的运行状况信息并生成动轴的运转平均波动值,还将动轴的运转平均波动值与预设阈值进行比较,当动轴的运转平均波动值小于预设阈值的最小值时,则生成优品刀具信号,当动轴的运转平均波动值不小于预设阈值的最小值,且动轴的运转平均波动值小于预设阈值的最大值时,则生成良品刀具信号;当动轴的运转平均波动值不小于预设阈值的最大值时,则生成劣品刀具信号;并立即控制部件将优品刀具信号和良品刀具信号对应的刀具放置到对应的刀板上,且将劣品刀具信号对应的刀具放置到对应的废料桶内;
10.且将到动轴的运转平均波动值、优品刀具信号和良品刀具信号和劣品刀具信号发
送给数据储存单元并按时间线将其进行归纳划分为优品质检数据库、良品质检数据库和劣品质检数据库;
11.运维检测单元,用于实时获取数据储存单元内的良品质检数据库和劣品质检数据库的良品刀具信号的累积个数和劣品刀具信号的累积个数并生成设备的实时运维检测值,当设备的实时运维检测值等于运维预设值时,则自动产生设备的实时运维检测信号并发送到通讯编辑单元;
12.通讯编辑单元,用于接收实时接收设备的实时运维检测信号并编辑运维检修提醒文本,且将编辑的运维检修提醒文本发送到显示屏处显示。
13.进一步的,动轴的运转平均波动值的具体生成过程如下:
14.ha:磨削感应单元对刀具进行磨削作业过程中动轴的运行状况信息中的动轴的转速偏差均值、振动频率偏差均值和振动幅度偏差均值分别标定为ti、qi、ui;
15.hb:然后获取数据储存单元内动轴的常数参数表,常数参数表内含对应动轴的转速偏差均值ti、振动频率偏差均值qi和振动幅度偏差均值ui的常数;常数参数表内的常数为预设值;常数分别为z1i、z2i、z3i,ti、qi、ui、z1i、z2i、z3i均为变量;
16.并依据公式ai=z1i*ti+(z2i*qi+z3i*ui)/2,得到单动轴加工偏差因子ai,单动轴加工偏差因子ai为变量;
17.hc:然后获取若干个单动轴加工偏差因子ai的标准差值和平均值,然后将其标准差值和平均值进行比较生成动轴的运转平均波动值。
18.进一步的,运维检测单元的具体工作步骤如下:
19.运维检测单元通过数据储存单元实时获取良品质检数据库和劣品质检数据库内的良品刀具信号的累积个数和劣品刀具信号的累积个数并将其分别标定为as1和as2,然后依据公式wd=(e1*as1+e2*as2)/2,得到设备的实时运维检测值wd,还通过数据储存单元获取与设备的实时运维检测值wd对应的运维预设值wd;e1、e2均为权重修正系数;
20.当设备的实时运维检测值wd与运维预设值wd相等时,则生成设备的实时运维检测信号,还将生成的设备的实时运维检测信号发给通讯编辑单元和数据储存单元。
21.进一步的,运维检修提醒文本为请运维部门的工作人员及时对设备进行运维检修工作。
22.进一步的,磨削感应单元包括底座,所述底座的顶面设有支座和l形架,所述支座垂直设置两个,且两个支座设于端部,两个所述支座包裹l形架,所述l形架的顶面安装有机械手和刀板,所述刀板活动设于l形架的顶面,其中一个所述支座的顶面滑动设有动力箱,所述动力箱与支座之间设有第一直线电机和x移动轴,且动力箱的侧面滑动卡接有第二发格光栅尺,所述第二发格光栅尺固定安装于支座的两侧,所述x移动轴与动力箱传动连接,所述x移动轴与第一直线电机固定连接,所述x移动轴用于驱动部件沿支座沿x轴水平移动,所述动力箱内转动设有第一旋转轴,所述第一旋转轴的一端传动连接有u移动轴,且u移动轴的一端传动连接有v移动轴,所述v移动轴的一端传动连接有第二旋转轴;
23.其中另一个所述支座的两侧设有第一发格光栅尺,且支座的顶面设有第二直线电机和y移动轴,所述第二直线电机与y移动轴传动连接,所述y移动轴的顶面传动连接有支撑箱,所述机械手设于支撑箱的一侧面,所述支撑箱的另一侧安装有多工位磨具库,所述多工位磨具库与第二旋转轴间隙配合,所述多工位磨具库的侧下方设有磨具修整块和磨具检测
探针,所述支撑箱的侧面对称安装有第三发格光栅尺,所述第三发格光栅尺滑动设有限位板架,所述限位板架与支撑箱之间设有z移动轴,且z移动轴传动连接有z轴驱动电机;
24.所述限位板架与动力箱滑动连接,所述限位板架转动设有旋转轴w,所述旋转轴w的端部固定安装有永磁同步主轴,所述永磁同步主轴贯穿限位板架并与w轴驱动电机的输出端固定连接,所述w轴驱动电机通过永磁同步主轴带动旋转轴w工作,所述旋转轴w处安装有刀具放置区。
25.综上所述,由于采用了上述技术方案,本发明的有益效果是:
26.1、本发明在多轴联动磨削刀具的基础上,通过在研磨刀具整个过程对轴杆依次转动作业过程中机床产生谐振的频率和幅度进行整体的参数采集,然后对其参数进行分析、对比、深度处理,实现判断刀具磨削加工后其质量状况对其进行自动划分分类,并辅助预提醒工作人员进行定期维修检测的运维工作,使本发明智能化程度较高,解决了传统多轴杆机床在磨削刀具的过程中,无法将轴杆的运动状态和机床的参数信息并形结合,无法通过机床的参数状态自动化判断刀具磨削的质量和辅助预提醒工作人员维修检测的功能;
27.2、本机床采用直线电机加光栅尺配合,行程全闭环控制,加工刀具时提高定位精度,同时配备多工位刀库,在加工时根据加工工艺能换不同磨具同时配备机械手进行全自动高精度自动化加工,磨具检测探针部分能对主轴磨具外圆跳动、厚度磨具直径做到在线测量,对磨具外径端面跳动能在线修正,v移动轴和u移动轴以环绕式绕中心磨削作业,能对球刀、圆鼻刀进行全方位的高质量、高精度磨削,且w旋转轴能上下偏摆,能随动调整磨削金刚石铣刀、金刚石刀片等刀具的位置,使其相互配合更好,使研磨的效果更佳,第一旋转轴和第二旋转轴为dd马达,进一步提高设备精度。
附图说明
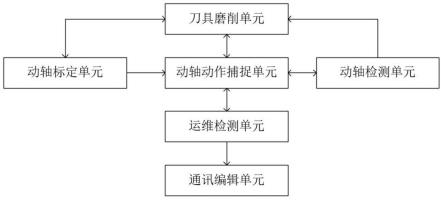
28.图1示出了本发明的结构框图;
29.图2示出了磨削感应单元的立体图;
30.图3示出了多工位磨具库处的侧视图;
31.图例说明:1、底座;2、动力箱;3、第一直线电机;4、第一发格光栅尺;5、y移动轴;6、第二发格光栅尺;7、x移动轴;8、第一旋转轴;9、u移动轴;10、v移动轴;11、第二旋转轴;12、磨具修整块;13、磨具检测探针;14、永磁同步主轴;15、多工位磨具库;16、w旋转轴;17、z轴驱动电机;18、w轴驱动电机;19、z移动轴;20、第三发格光栅尺;21、机械手;22、第二直线电机。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.实施例1:
34.如图1-3所示,多轴pcd刀具工具磨床,包括:
35.刀具磨削单元,通过控制多轴运作对刀具进行磨削作业;被磨削的刀具为球刀、圆
鼻刀、金刚石铣刀、金刚石刀片等;动轴标定单元,将磨削感应单元的若干个动轴分别标定为1、2、3、4、5、
……
i,其中i为动轴的总量,且i为正整数,1、2、3、4、5、
……
i为动轴的序号;
36.动轴动作捕捉单元,用于采集磨削感应单元对刀具进行磨削作业过程中动轴的运行状况信息并将其发送到数据储存单元储存;动轴的运行状况信息包括动轴的转速偏差值、振动频率偏差值和振动幅度偏差值,其中速度偏差值为动轴在运作过程中实际转速和预设转速的差值;振动频率偏差值为动轴在运作过程中实际振动频率值和量化振动频率值的差值;振动幅度偏差值为动轴在运作过程中实际振动幅度值和量化振动幅度值的差值;速度偏差值恒定的情况下,通过振动幅度偏差值和振动频率偏差值越大,则判断动轴的精准度越差,动轴精准度越差则需要对应的自动或手动处理;需要注意的是振动幅度偏差值和振动频率偏差值均为绝对值;例如旋转轴带动磨具以定速旋转对刀具进行研磨,当刀具抵接到磨具后,由于刀具表面非光滑,且抵接呈一定压力,使磨具的速度微下降,同时磨具本身在运作和磨削过程中会震动,其震动又会通过相互连接的部件传到机械各处,因此产生了一种现象叫共振,共振又会通过部件传到磨具和刀具表面,造成其微震动,因此会导致磨具磨削刀具存在问题;
37.动轴检测单元,通过数据储存单元获取磨削感应单元对刀具进行磨削作业过程中动轴的运行状况信息并生成动轴的运转平均波动值;
38.动轴运转平均波动值的具体生成过程如下:
39.磨削感应单元对刀具进行磨削作业过程中动轴的运行状况信息具体表示为(t1、q1、u1);(t2、q2、u2);
……
(ti、qi、ui);其中(t1、q1、u1)对应序号为1的动轴的转速偏差均值、振动频率偏差均值和振动幅度偏差均值;(t2、q2、u2)对应序号为2的动轴的转速偏差均值、振动频率偏差均值和振动幅度偏差均值,
……
(ti、qi、ui)对应序号为i的动轴的转速偏差均值、振动频率偏差均值和振动幅度偏差均值;
40.还获取数据储存单元内动轴的常数参数表,常数参数表内含对应动轴的转速偏差均值、振动频率偏差均值和振动幅度偏差均值的常数;常数参数表内的常数为预设值;常数为(z1i、z2i、z3i),z1i、z2i、z3i均为变量,i为正整数,常数使计算的结果更加的接近真实值;
41.然后依据公式ai=z1i*ti+(z2i*qi+z3i*ui)/2,得到单动轴加工偏差因子ai;单动轴加工偏差因子ai为变量;
42.获取若干个单动轴加工偏差因子的标准差值和平均值,然后将其标准差值和平均值进行比较生成动轴的运转平均波动值ab;此动轴的运转平均波动值ab用于判定单次磨削刀具运动过程,通过其运动过程判断对磨削刀具的影响,显然动轴的运转平均波动值越小,磨削后的刀具质量越好;
43.获取数据储存单元储存的预设阈值ab,然后将动轴的运转平均波动值ab与预设阈值ab进行比较,当动轴的运转平均波动值ab小于预设阈值ab的最小值时,则生成优品刀具信号,当动轴的运转平均波动值ab不小于预设阈值ab的最小值,且动轴的运转平均波动值ab小于预设阈值ab的最大值时,则生成良品刀具信号;当动轴的运转平均波动值ab不小于预设阈值ab的最大值时,则生成劣品刀具信号;
44.当生成优品刀具信号、良品刀具信号和劣品刀具信号后,控制部件{机械手21}将优品刀具信号、良品刀具信号和劣品刀具信号对应的刀具放置到对应品质的刀板上或者控
制部件{机械手21}将优品刀具信号和良品刀具信号对应的刀具放置到对应的刀板上,且将劣品刀具信号对应的刀具放置到对应的废料桶内;当刀板满了,则自动控制部件推出对应的刀板;
45.且将动轴的运转平均波动值、优品刀具信号、良品刀具信号和劣品刀具信号发送给数据储存单元;
46.数据储存单元接收到动轴的运转平均波动值、优品刀具信号和良品刀具信号和劣品刀具信号后,按时间线将动轴的运转平均波动值分别对应优品刀具信号和良品刀具信号和劣品刀具信号并进行归纳划分为优品质检数据库、良品质检数据库和劣品质检数据库;
47.运维检测单元通过数据储存单元实时获取良品质检数据库和劣品质检数据库内的良品刀具信号的累积个数和劣品刀具信号的累积个数并将其分别标定为as1和as2,然后依据公式wd=(e1*as1+e2*as2)/2,得到设备的实时运维检测值wd,还通过数据储存单元获取与设备的实时运维检测值wd对应的运维预设值wd;e1、e2均为权重修正系数并使计算的结果更加的接近真实值;
48.当设备的实时运维检测值wd与运维预设值wd相等时,则生成设备的实时运维检测信号,还将生成的设备的实时运维检测信号发给通讯编辑单元和数据储存单元;
49.通讯编辑单元接收到设备的整体运维信号后立即编辑“请运维部门的工作人员及时对设备进行运维检修工作”的运维检修提醒文本,并将其发送到运维部门工作人员的手机显示屏或工作室显示屏处显示;
50.工作人员看到运维检修提醒文本后对设备的相关部件进行检测维护,从而保证设备运转;
51.数据储存单元接收到设备的实时运维检测信号后按时间线生成工作人员的运维时间表,辅助工作人员通过显示屏查看运维时间和数量判断设备的使用状况;
52.磨削感应单元包括底座1,底座1的顶面设有支座和l形架,支座垂直设置两个,且两个支座设于端部,两个支座包裹l形架,l形架的顶面安装有机械手21和刀板,刀板用于放置刀具,刀板活动设于l形架的顶面,机械手21用于锁止刀具并控制其移动,其中一个支座的顶面滑动设有动力箱2,动力箱2与支座之间设有第一直线电机3和x移动轴7,且动力箱2的侧面滑动卡接有第二发格光栅尺6,第二发格光栅尺6固定安装于支座的两侧;
53.x移动轴7与动力箱2传动连接,x移动轴7与第一直线电机3固定连接,x移动轴7用于驱动部件沿支座沿x轴水平移动,动力箱2内转动设有第一旋转轴8,第一旋转轴8的一端传动连接有u移动轴9,第一旋转轴8用于驱动u移动轴9旋转,u移动轴9的一端传动连接有v移动轴10,u移动轴9用于驱动v移动轴10偏转,v移动轴10的一端传动连接有第二旋转轴11,v移动轴10用于驱动第二旋转轴11微量移动;
54.其中另一个支座的两侧设有第一发格光栅尺4,且支座的顶面设有第二直线电机22和y移动轴5,第二直线电机22与y移动轴5传动连接,用于驱动其工作,y移动轴5的顶面传动连接有支撑箱,y移动轴5用于驱动部件沿y轴水平移动,机械手21设于支撑箱的一侧面,支撑箱的另一侧安装有多工位磨具库15,多工位磨具库15与第二旋转轴11间隙配合,从而实现多工位磨具库15的自动化更换工作,多工位磨具库15的侧下方设有磨具修整块12和磨具检测探针13,磨具检测探针13用于感应磨具表面,判断磨具是否需要更换,磨具修整块12则用于清洁修整磨具,支撑箱的侧面对称安装有第三发格光栅尺20,第三发格光栅尺20滑
动设有限位板架,限位板架与支撑箱之间设有z移动轴19,z移动轴19用于驱动限位板架升降,且z移动轴19传动连接有z轴驱动电机17,z轴驱动电机17用于驱动z部件沿z轴方向移动,
55.限位板架与动力箱2滑动连接,限位板架转动设有旋转轴w,旋转轴w的端部固定安装有永磁同步主轴14,永磁同步主轴14贯穿限位板架并与w轴驱动电机18的输出端固定连接,w轴驱动电机18通过永磁同步主轴14带动旋转轴w工作,旋转轴w处安装有刀具放置区,机械手21将刀具放置后,配合第二旋转轴11端处安装的磨具实现刀具研磨;
56.本机床采用直线电机加光栅尺配合,行程全闭环控制,加工刀具时提高定位精度,同时配备多工位刀库,在加工时根据加工工艺能换不同磨具同时配备机械手21进行全自动高精度自动化加工,磨具检测探针13部分能对主轴磨具外圆跳动、厚度磨具直径做到在线测量,对磨具外径端面跳动能在线修正,v移动轴10和u移动轴9以环绕式绕中心磨削作业,能对球刀、圆鼻刀进行全方位的高质量、高精度磨削,且w旋转轴16能上下偏摆,能随动调整磨削金刚石铣刀、金刚石刀片等刀具的位置,使其相互配合更好,使研磨的效果更佳,第一旋转轴8和第二旋转轴11为dd马达,进一步提高设备精度。
57.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1