一种超大幅面3D打印设备的制作方法
一种超大幅面3d打印设备
技术领域
1.本发明属于3d打印机技术领域,尤其涉及一种超大幅面3d打印设备。
背景技术:
2.3d打印中sla、sls、slm采用的方式是以振镜反射单束激光,在二维工作平面上进行图像扫描打印。在激光扫描增材领域中,振镜的扫描幅面受到扫描偏转角和焦距等因素的限制,导致单一振镜成型幅面约束于350mm
×
350mm以内。大幅面增材制造设备往往采用过振镜组合方式,即单一设备配备多组套振镜扫描系统。多振镜扫描通过扫描幅面的拼接增大了成型幅面,目前业内打印幅面超过1米的3d打印设备均使用多振镜拼接增大幅面的方式。
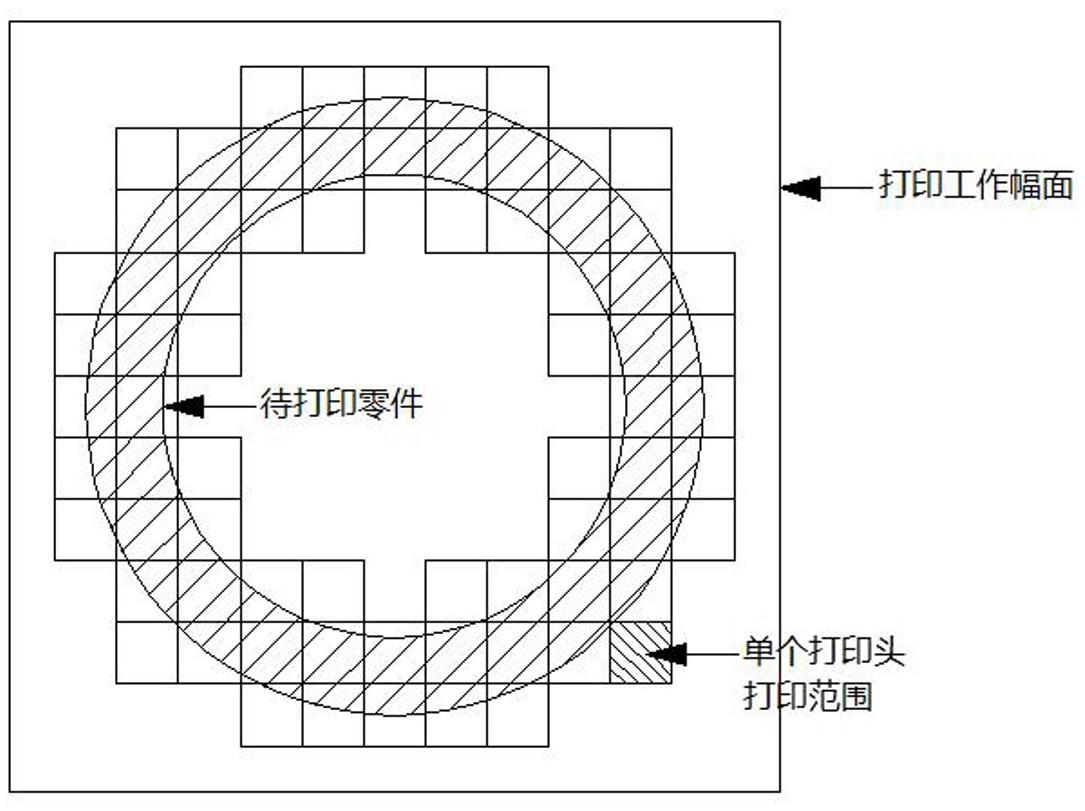
3.目前3d打印机的常规结构包括提供保护气体环境的打印工作腔、铺粉机构、升降机构、激光扫描机构,对于金属3d打印机还包括用于将飞溅的金属颗粒吹掉的循环风场机构,对于3d打印机特别是金属3d打印机,要实现超大幅面的打印,存在以下问题:1、3d打印机需要一个比打印幅面更大的打印工作腔,用来给打印工作面提供打印保护气体,然而对于10米以上的打印幅面需要超大型的打印工作腔,同时还要保证密封性能,进而提供保护气体的工作环境,其制作难度非常大;2、对于金属3d打印中去除打印飞溅颗粒的风场机构,随着进风口和出风口距离增大,飞溅颗粒能够被风场吹离打印工作面的比例降低,根据实际经验,出风口和进风口的间距超过500mm以上,风场系统已经无法彻底的将飞溅颗粒吹离,对于打印幅面超过10米的超大型金属3d打印设备,超过10米的出风口和进风口的间距,已经对金属打印的飞溅颗粒没有任何去除作用了;3、对于10米以上的打印幅面,如果使用多激光振镜拼接的方式覆盖整个打印工作幅面,以每个激光振镜覆盖350*350mm为例,10m*10m的打印幅面需要超过800只以上的激光振镜才能覆盖整个打印工作面,打印设备成本高;4、对于超大幅面打印的零件,通常大部分都会是镂空的,会出现很多打印头正下方并无打印数据,除非针对每个打印零件,定制打印头的排列方式,在此情况下设备的应用就会受到很大限制,对于不同的打印零件就需要定制不同的设备,比如打印一个圆环状零件需要适配的打印头的分布如图1所示。
4.综上所述,多激光拼接可以增大打印幅面,但是增加幅度也有限,因此目前业内最大打印幅面的设备也仅为1~2米,对于超大尺寸的零件进行3d打印,如10米以上的打印幅面,目前所已知的技术方案均无法实现。
技术实现要素:
5.本发明提供了一种超大幅面3d打印设备,以解决现有3d打印设备无法实现幅面超过10米的超大尺寸零件打印的问题。
6.为解决上述技术问题,本发明提供的技术方案为:
本发明涉及的一种超大幅面3d打印设备,其包括打印机构和铺粉机构,所述的打印机构和铺粉机构采用分体式结构;所述的铺粉机构包括打印工作平台、储粉漏斗和辊筒,储粉漏斗和辊筒位于打印工作平台上方,储粉漏斗用于向打印工作平台提供金属粉末,辊筒用于将金属粉末抹平,铺粉机构配置第一运动控制单元;所述的打印机构配置有第二运动控制单元,第二运动控制单元用于控制打印机构在打印工作平台上方移动;所述的打印机构包括打印工作腔和激光振镜单元,激光振镜单元发出的激光透过打印工作腔后用于在打印工作平台进行图像扫描打印,所述的打印工作腔的底部与打印工作平台之间存在间隙,所述的打印工作腔内设有位置相对的进风口和出风口,用于去除打印过程中飞溅的金属粉末。
7.优选地,所述的打印工作腔上还设有保护气体补充口,用于向打印工作腔补充保护性气体;所述的打印工作腔的底部与打印工作平台之间的间隙小于1mm。
8.优选地,所述的打印工作腔内设有测距传感器,用于监测打印工作腔底部与打印工作平台之间的间隙大小。
9.打印机构的打印工作腔内通过保护气体补充口不断地充入保护气体,保护气体从打印工作腔的底部与打印工作平台之间的间隙处排出,使打印工作腔内部的气压略大于外部大气压,以此来实现打印工作腔内的低含氧量。
10.优选地,所述的铺粉机构的数量为1个,铺粉机构上设置多个打印机构。
11.优选地,所述的多个打印机构并排设置或等间距间隔布置。
12.优选地,所述的打印工作平台设置在一个工作台腔体内,打印工作平台与工作台腔体上下滑动连接,所述的工作台腔体内设有用于改变打印工作平台高度的升降单元。打印过程中通过升降单元改变打印工作平台的高度,进而实现对不同层次的打印模型进行打印。
13.优选地,所述的第二运动控制单元包括x轴轨道和y轴轨道,y轴轨道设置在x轴轨道上并与x轴轨道滑动连接,所述的打印机构安装于y轴轨道上并与y轴轨道滑动连接。
14.所述的x轴轨道和y轴轨道可单独运行,也可以全部运行且运行状态均为匀速运行,打印机构进行直线扫描打印;x轴轨道和y轴轨道还可以同时运行且x轴轨道或/和y轴轨道的运行速度不断变化,打印机构进行曲线扫描打印。
15.优选地,所述的储粉漏斗和辊筒均设置多组,储粉漏斗和辊筒一一对应。
16.优选地,所述的第一运动控制单元与储粉漏斗以及辊筒配合,用于同步控制对应的储粉漏斗和辊筒在打印工作平台上平移。
17.优选地,所述的第一运动控制单元与打印工作平台配合,用于控制打印工作平台旋转。
18.采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:1.本发明涉及的超大幅面3d打印设备中打印机构和铺粉机构采用分体式结构,铺粉机构配置第一运动控制单元,打印机构配置有第二运动控制单元,打印机构和铺粉机构的相对位置关系可以发生移动,通过打印机构和铺粉机构发生的相对位移实现扫描打印,打印机构的尺寸可减小,进而保证打印机构的打印工作腔的密封性能和风场的有效性,更好地去除金属打印的飞溅颗粒,减少设备成本。
19.2.本发明涉及的超大幅面3d打印设备的打印工作腔上设有保护气体补充口,打印
工作腔的底部与打印工作平台之间存在小于1mm的间隙,打印机构中设有用于监测打印工作腔底部与打印工作平台之间的间隙大小的测距传感器,通过保护气体补充口时刻向打印工作腔内补充保护性气体,再从间隙处不断地排出,以此来实现打印工作腔内的低含氧量,进而起到保护打印件的目的。
20.3.本发明涉及的超大幅面3d打印设备的打印工作腔上设置的测距传感器还可以实时动态调整打印机构的激光扫描距离值,使得激光焦点时刻能精准聚焦到铺粉机构的打印工作平台上,以此克服铺粉机构的超大零件尺寸加工误差,以及超大尺寸铺粉不平引起的距离误差,降低对铺粉机构中各类超大尺寸零件加工精度要求。
21.4.本发明涉及的超大幅面3d打印设备的第一运动控制单元可以与打印工作平台配合,用于控制打印工作平台旋转,第二运动控制单元与打印机构配合,用于带动打印机构在打印工作平台上直线移动或曲线移动,第一运动控制单元和第二运动控制单元可单独运行或同步运行,进而适应各种形状的工件的打印。
附图说明
22.图1是现有技术超大打印幅面3d打印时打印头的分布图;图2是实施例1涉及的超大打印幅面3d打印设备的结构图;图3是实施例1打印机构和铺粉机构的位置关系图;图4是铺粉机构的结构示意图;图5是单激光振镜单元的打印机构的结构图;图6是双激光振镜单元的打印机构的结构图;图7是打印机构与第二运动控制单元连接关系的示意图;图8是实施例1中采用超大打印幅面3d打印设备打印过程示意图;图9是实施例2中采用超大打印幅面3d打印设备打印过程示意图;图10是实施例3打印机构和铺粉机构的位置关系图;图11是实施例3中采用超大打印幅面3d打印设备打印过程示意图;图12是实施例4打印机构和铺粉机构的位置关系图;图13是实施例5打印机构和铺粉机构的位置关系图;图14是实施例5中采用超大打印幅面3d打印设备打印过程示意图;图15是采用环形打印工作平台的超大幅面3d打印设备结构图。
23.图示说明:1-打印机构,11-打印工作腔,12-激光振镜单元,13-进风口,14-出风口,15-测距传感器,16-保护气体补充口,17-x轴轨道,18-y轴轨道,2-铺粉机构,21-打印工作平台,22-储粉漏斗,23-辊筒,24-工作台腔体,25-升降单元。
具体实施方式
24.为进一步了解本发明的内容,结合实施例对本发明作详细描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
25.实施例1参照附图2和3所示,本发明涉及的一种超大幅面3d打印设备包括打印机构1和铺粉机构2,所述的打印机构和铺粉机构采用分体式结构。
26.参照附图4所示,所述的铺粉机构2包括打印工作平台21、储粉漏斗22和辊筒23,打印工作平台21呈长方形,其设置在一个工作台腔体24内,打印工作平台21与工作台腔体24上下滑动连接,工作台腔体24内设有用于改变打印工作平台21高度的升降单元25,通过升降单元25改变打印工作平台21的高度,进而实现对不同层次的打印模型进行打印。所述的储粉漏斗22和辊筒23设置1组,且位于打印工作平台上方,储粉漏斗22用于向打印工作平台21提供金属粉末,辊筒23用于将金属粉末抹平。所述的铺粉机构2配置第一运动控制单元(图中未画出),本实施例中,第一运动控制单元与储粉漏斗22以及辊筒23配合,第一运动控制单元可以是移动小车,也可以是xy轴移动轨道,用于同步控制储粉漏斗22和辊筒23在打印工作平台上平移,实现在打印工作平台21上铺粉。
27.参照附图2所示,所述的打印机构1位于铺粉机构2的上方,打印机构1配置有第二运动控制单元,第二运动控制单元用于控制打印机构1在打印工作平台21上方移动;打印机构1包括打印工作腔11和激光振镜单元12,激光振镜单元12发出的激光透过打印工作腔11后用于在打印工作平台21进行图像扫描打印,打印工作腔11的底部与打印工作平台21之间存在间隙;所述的打印工作腔11内设有位置相对的进风口13和出风口14,进风口13用于连接送风机,启动送风机后可在进风口13和出风口14之间形成风场,用于去除打印过程中飞溅的金属粉末。每个打印机构1可按照图5所示配置1个激光振镜单元12,也可以按照图6所述配置多个激光振镜单元12(图6仅表示2个激光振镜单元12,但数量可根据打印工件的尺寸设定)。打印过程中,打印工作腔11需要保持降低的含氧量,由于本发明涉及的设备打印工作腔11的底部与打印工作平台21之间存在间隙,因此需要严格控制间隙的大小,打印工作腔11的底部与打印工作平台21之间的间隙必须小于1mm,且打印工作腔11上还设有保护气体补充口16,用于向打印工作腔11内补充保护性气体(惰性气体),打印过程中通过保护气体补充口16持续的向打印工作腔11内输送保护性气体,且保护性气体不断地从打印工作腔11的底部与打印工作平台21之间的间隙输出,进而保证打印工作腔11内的气压略大于外部大气压,进而实现打印工作腔内的低含氧量。
28.为了准确地控制间隙大小,打印工作腔11内设有测距传感器15,测距传感器15用于监测打印工作腔11底部与打印工作平台21之间的间隙大小;测距传感器15还可以实时动态调整打印机构的激光扫描距离值,使得激光焦点时刻能精准聚焦到铺粉机构的打印工作平台21上,以克服铺粉机构2的超大零件尺寸加工误差,以及超大尺寸铺粉不平引起的距离误差,降低对铺粉机构2中各类超大尺寸零件加工精度要求。
29.参照图7和图8所示,本实施例在铺粉机构2上仅设置1个打印机构2,与打印机构2配合的第二运动控制单元包括x轴轨道17和y轴轨道18,y轴轨道18设置在x轴轨道17上并与x轴轨道17滑动连接,打印机构2安装于y轴轨道18上并与y轴轨道18滑动连接。所述的x轴轨道17和y轴轨道18可单独运行,也可以全部运行且运行状态均为匀速运行,使得打印机构2进行直线扫描打印;所述的x轴轨道17和y轴轨道18还可以同时运行且x轴轨道17或/和y轴轨道18的运行速度不断变化,使得打印机构2进行曲线扫描打印。
30.参照附8所示,打印时,第一运动控制单元先带动储粉漏斗22和辊筒23运动,进而在打印工作平台21上铺设一层金属粉末;然后启动x轴轨道17和y轴轨道18,使得打印机构1在打印工作平台21进行直线或曲线运动,完成扫描打印;参照附图5和6所示,打印过程中,进风口13连接送风机,向打印工作腔内吹风,并从出风口14吹出,进而在进风口13和出风口
14之间形成风场,由于本发明不需要将打印工作腔11做的很大,能够保证打印工作腔11内风场的有效性,更好地去除金属打印的飞溅颗粒;与此同时,保护气体补充口16时刻向打印工作腔内11补充保护性气体,再从间隙处不断地排出,以此来实现打印工作腔内的低含氧量,进而起到保护打印件的目的。
31.实施例2参照附图9所示,本实施例中的铺粉机构的结构与实施例1相同,本实施例在铺粉机构上设置了多个打印机构1,每个打印机构的结构均与实施例1相同,本实施例不再阐述。多个打印机构1并排设置,第二运动控制单元同时带动多个打印机构1移动,进而提高打印的效率。
32.实施例3参照附图10和11所示,本实施例的超大幅面3d打印设备用于3d打印环形的部件。与实施例1相比,本实施例的第一运动控制单元与打印工作平台21配合,第一运动控制单元为旋转电机,用于控制打印工作平台21旋转;本实施例的储粉漏斗22和辊筒23是固定不动的,第二运动控制单元也是处于停止状态的,储粉漏斗22、辊筒23以及打印机构1距离打印工作平台21的轴心的距离相同。本实施例涉及的超大幅面3d打印设备在打印过程中,第一运动控制单元匀速转动打印工作平台21,对于打印工作平台21上的某个点位,先经过储粉漏斗22,金属粉末落到该点位上,该点经过辊筒23后将金属粉末墨瓶,最后经过打印机构1,通过打印机构1实现该点位的扫描打印。
33.实施例4参照附图12所示,本实施例与实施例3相比,实施例3仅在打印工作平台21上设置1个打印机构1,而本实施例设置了多个打印机构1,多个打印机构并排设置,打印工作平台21旋转时,多个打印机构同时对多个位置进行扫描打印。本实施例适用于壁厚较大的环形部件的3d打印。
34.实施例5参照附图13和14所示,本实施例与实施例3相比,实施例3仅在打印工作平台21上设置一个打印机构1和一组储粉漏斗22及辊筒23,而本实施例设置多组储粉漏斗22及辊筒23,以及设置多个打印机构1,储粉漏斗22、辊筒23及打印机构1一一对应,且所有储粉漏斗22、辊筒23及打印机构1距离打印工作平台21的中心的距离均相同。实施例3打印一个环形部件时,打印工作平台21需要旋转360度;而本实施例仅需要打印工作平台21仅需旋转360/n的角度,n为打印机构1的数量,因此,本实施例的打印相率不实施例3高。
35.在超大零件打印中,为了节省粉末材料,环形零件的打印工作平台也可以是环形的,如图15所示。
36.以上结合实施例对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1