一种含纳米银抗菌釉层的耐蚀铸铁材料及其制备方法和应用
1.本发明涉及金属-无机非金属复合材料技术领域,具体涉及一种含纳米银抗菌釉层的耐蚀铸铁材料及其制备方法和应用。
背景技术:
2.珐琅铸铁锅是一种将无机玻璃材料通过熔融凝于铸铁基体表面并与铸铁基体表面牢固结合所形成的锅具,由于珐琅铸铁锅适合大部分中西烹饪方法,因此是人们目前厨房中常见的锅具。随着人们生活水平的提高,对于锅具产品的性能也提出了高的要求,例如:更好的耐蚀性能以及力学性能保证使用寿命,更好的抗菌性能保证人体健康。
3.目前已有的珐琅铸铁锅通常采用普通灰铸铁铸造锅体,然后在锅体表面涂覆一层传统珐琅釉料进行烧结。普通灰铸铁在铸造过程中容易产生缺陷同时耐蚀性能较差,使锅具使用寿命降低,而且锅具表面容易滋生细菌,对人体产生危害。
技术实现要素:
4.本发明的目的在于提供一种含纳米银抗菌釉层的耐蚀铸铁材料及其制备方法和应用,本发明提供的含纳米银抗菌釉层的耐蚀铸铁材料具有优异的耐蚀性能、力学性能以及抗菌性能。
5.为了实现上述发明目的,本发明提供以下技术方案:
6.本发明提供了一种含纳米银抗菌釉层的耐蚀铸铁材料,包括本体材料以及附着在所述本体材料表面的纳米银抗菌釉层;
7.以质量百分比计,所述本体材料的组成包括:c 3.4~4.4%,si 2.0~2.4%,mn 0.3~1.0%,s≤0.10%,p≤0.10%,cr 0.05~0.15%,稀土元素0.01~0.05%,余量为fe;所述稀土元素包括镧和铈中的至少一种;
8.所述纳米银抗菌釉层中纳米银的质量含量为0.01~0.03%。
9.优选地,所述纳米银抗菌釉层的厚度为0.7~1.0mm。
10.本发明提供了上述技术方案所述含纳米银抗菌釉层的耐蚀铸铁材料的制备方法,包括以下步骤:
11.将制备原料进行熔炼,得到铁水;以质量百分比计,所述制备原料的组成包括:c 3.4~4.4%,si 2.0~2.4%,mn 0.3~1.0%,s≤0.10%,p≤0.10%,cr 0.05~0.15%,余量为fe;
12.将所述铁水和孕育剂以及稀土硅铁粉混合,进行孕育处理,得到孕育化铁水;
13.将所述孕育化铁水和稀土元素混合,得到合金熔液;所述合金熔液的组成与上述技术方案所述本体材料的组成一致;
14.将所述合金熔液进行浇注,得到合金坯体;
15.在所述合金坯体的表面涂覆含有纳米银的釉料,依次进行干燥和烧结,得到含纳米银抗菌釉层的耐蚀铸铁材料。
16.优选地,所述熔炼的温度为1480~1500℃。
17.优选地,以质量百分比计,所述孕育剂的化学成分包括:si 67~73%,ca 0.7~1.5%,ba 4~6%,余量为fe。
18.优选地,以质量百分比计,所述稀土硅铁粉的化学成分包括:稀土元素29~31%,si 38~42%,al<2.0%,余量为fe。
19.优选地,所述浇注的温度为1400~1420℃。
20.优选地,所述含有纳米银的釉料包括纳米银和珐琅釉料;所述纳米银和珐琅釉料的质量比为1~10:3000。
21.优选地,所述烧结的温度为850~890℃。
22.本发明提供了上述技术方案所述含纳米银抗菌釉层的耐蚀铸铁材料或上述技术方案所述制备方法制备得到的含纳米银抗菌釉层的耐蚀铸铁材料在厨具产品中的应用。
23.本发明提供了一种含纳米银抗菌釉层的耐蚀铸铁材料,包括本体材料以及附着在所述本体材料表面的纳米银抗菌釉层。本发明加入稀土元素镧和/或铈,能够提升铸铁材料的耐蚀性能以及力学性能;加入纳米银可以使珐琅釉层产生抗菌性能。本发明在延长铸铁材料使用寿命的同时保证了使用者的健康,可用于高端铸铁锅具领域。本发明将纳米银附着在本体材料表面,能够提高纳米银的分布均匀性,在保证较好抗菌效果的基础上减少银的用量,降低生产成本,适宜推广应用。
附图说明
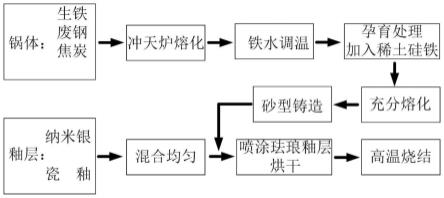
24.图1为实施例制备含纳米银抗菌釉层的耐蚀铸铁材料的工艺流程图。
具体实施方式
25.本发明提供了一种含纳米银抗菌釉层的耐蚀铸铁材料,包括本体材料以及附着在所述本体材料表面的纳米银抗菌釉层;
26.以质量百分比计,所述本体材料的组成包括:c 3.4~4.4%,si 2.0~2.4%,mn 0.3~1.0%,s≤0.10%,p≤0.10%,cr 0.05~0.15%,稀土元素0.01~0.05%,余量为fe;所述稀土元素包括镧和铈中的至少一种;
27.所述纳米银抗菌釉层中纳米银的质量含量为0.01~0.03%。
28.本发明提供的含纳米银抗菌釉层的耐蚀铸铁材料包括本体材料。在本发明中,以质量百分比计,所述本体材料的组成包括c 3.4~4.4%,优选为3.8~4.0%。在本发明中,c是铸铁中产生石墨的基础,含碳量越高,亚共晶铸铁越接近共晶点,在稳定结晶条件下,铸铁中石墨数量就越多。含碳量增加容易形成较多的石墨自发晶核,并能增加c原子之间的结合力,促进石墨化。
29.在本发明中,以质量百分比计,所述本体材料的组成包括si 2.0~2.4%,优选为2.0~2.2%。在本发明中,si为强石墨化元素,比c的作用要大,是实际生产中调节基体组织的一个重要元素,si优先溶于固溶体,降低了c在固溶体中的溶解度,从而促使c析出,促进灰铸铁中片状石墨的形成;同时可以改善铸造流动性,提高耐热和耐蚀性能。
30.在本发明中,以质量百分比计,所述本体材料的组成包括mn 0.3~1.0%,优选为0.3~0.6%。在本发明中,mn是扩大奥氏体区的元素,因此提高铁水中的含锰量可有效地降
低奥氏体共析转变温度,可以促使珠光体片细化,使珠光体片间距减小。除此之外,mn与s形成mns作为石墨非自发形核的核心,部分抵消了s的有害影响,也可以起到间接促进石墨化的作用。
31.在本发明中,以质量百分比计,所述本体材料的组成包括s≤0.10%,优选为0.05~0.08%。在本发明中,s是一个阻碍石墨化比较强烈的元素,在灰铸铁中也是一种有害元素,它能吸附在正在生长着的石墨晶核表面,阻碍了c原子由铁液中向其表面扩散,当s以富fe的硫化物形式存在时,它位于晶界,阻碍了c原子的扩散和凝固过程的石墨化。
32.在本发明中,以质量百分比计,所述本体材料的组成包括p≤0.10%,优选为0.05~0.08%。在本发明中,p对石墨形态没有影响,但却是有害元素,它可以完全溶解在铁液中,在铸铁中以磷共晶的形式存在,作为铸件中的硬质相存在于晶界处,虽然可以提升一定的硬度,但对铸铁的塑性产生不利影响。
33.在本发明中,以质量百分比计,所述本体材料的组成包括cr 0.05~0.15%,优选为0.05~0.10%。在本发明中,cr既是一种强烈促进珠光体形成的元素,又能细化珠光体组织,加入一定量的cr可以明显提高铸铁的强度;此外,cr可以提高铸铁的钝化能力,在氧化性介质中会形成一层钝化膜,从而防止内部进一步被腐蚀。然而cr和c具有较强的亲和力,是一种强碳化物的形成元素,过量的cr必然引起铸件白口倾向的增加。
34.在本发明中,以质量百分比计,所述本体材料的组成包括稀土元素0.01~0.05%,优选为0.01~0.03%。在本发明中,所述稀土元素包括镧和铈中的至少一种。稀土元素镧元素和铈元素在我国属于富裕稀土资源,储量较大。在本发明中,稀土对铁水具有精炼的作用,消除杂质元素对铁水造成过冷倾向生成d型石墨和e型石墨的影响,减小不同断面厚度铸件的断面敏感性,可以有效地提高铸铁的力学性能和冶金质量指标。除此之外,稀土原子在铸铁凝固过程中会在晶界发生偏聚现象以及对夹杂物起到改性作用,从而提升铸铁的耐蚀性能。本发明通过添加稀土元素镧和铈,提升了耐点蚀性能和抗盐雾弱酸腐蚀性能,提高了材料的耐蚀性能。
35.在本发明中,所述本体材料包括余量的铁。
36.本发明提供的含纳米银抗菌釉层的耐蚀铸铁材料包括附着在所述本体材料表面的纳米银抗菌釉层。在本发明中,所述纳米银抗菌釉层中纳米银的质量含量为0.01~0.03%,优选为0.02%。在本发明中,所述纳米银的粒径优选为50~200nm。在本发明中,纳米银的直径很小,可以均匀的分布在釉层浆料中,使材料产生抗菌性能,使产品更加符合现代人们高品质的生活需求。在本发明中,ag元素的抗菌性优于cu元素,且不需要经过特殊热处理就能确保其抗菌性,其材料始终保持优良的抗菌性,同时金属银离子相对于其他金属离子来说对于人体更为安全,因此在满足杀灭细菌的前提下,加入的银含量不会对人体产生危害。
37.在本发明中,所述纳米银抗菌釉层的厚度优选为0.7~1.0mm。
38.本发明提供了上述技术方案所述含纳米银抗菌釉层的耐蚀铸铁材料的制备方法,包括以下步骤:
39.将制备原料进行熔炼,得到铁水;以质量百分比计,所述制备原料的组成包括:c 3.4~4.4%,si 2.0~2.4%,mn 0.3~1.0%,s≤0.10%,p≤0.10%,cr 0.05~0.15%,余量为fe;
40.将所述铁水和孕育剂以及稀土硅铁粉混合,进行孕育处理,得到孕育化铁水;
41.将所述孕育化铁水和稀土元素混合,得到合金熔液;所述合金熔液的组成与上述技术方案所述本体材料的组成一致;
42.将所述合金熔液进行浇注,得到合金坯体;
43.在所述合金坯体的表面涂覆含有纳米银的釉料,依次进行干燥和烧结,得到含纳米银抗菌釉层的耐蚀铸铁材料。
44.本发明将制备原料进行熔炼,得到铁水。在本发明中,以质量百分比计,所述制备原料的组成包括:c 3.4~4.4%,si 2.0~2.4%,mn 0.3~1.0%,s≤0.10%,p≤0.10%,cr 0.05~0.15%,余量为fe。在本发明中,所述制备原料的组成优选还包括不可避免的杂质。在本发明的具体实施例中,所述制备原料包括生铁、废钢、焦炭和溶剂。
45.在本发明中,所述熔炼的温度优选为1480~1500℃,更优选为1500℃。在本发明中,所述熔炼优选为冲天炉熔炼。
46.得到铁水后,本发明将所述铁水和孕育剂以及稀土硅铁粉混合,进行孕育处理,得到孕育化铁水。在本发明中,以质量百分比计,所述孕育剂的化学成分优选包括:si 67~73%,ca 0.7~1.5%,ba 4~6%,余量为fe。在本发明中,所述孕育剂的粒径优选为3~8mm。在本发明的具体实施例中,所述孕育剂为yfy-8。在本发明中,所述孕育剂的质量优选为铁水质量的0.4%。在本发明中,所述孕育剂能够增加石墨化核心,细化石墨,促进灰铸铁件中得到a型石墨,提高强度。本发明通过优化铸铁中片状石墨形态以及基体组织从而改善力学性能。
47.在本发明中,所述稀土硅铁粉符合gb/t5683的要求。以质量百分比计,所述稀土硅铁粉的化学成分优选包括:稀土元素29~31%,si 38~42%,al<2.0%,余量为fe;所述稀土元素包括镧和铈中的至少一种。在本发明的具体实施例中,所述稀土硅铁粉的牌号为fesire30。在本发明中,所述稀土硅铁粉的质量优选为铁水质量的0.1%。在本发明中,所述稀土硅铁粉的作用是在铁水中引入稀土元素。
48.在本发明中,所述孕育处理的方式优选为包底;所述孕育处理的温度为1390℃;保温时间为30~60min。
49.得到孕育化铁水后,本发明将所述孕育化铁水和稀土元素混合,得到合金熔液。在本发明中,所述合金熔液的组成与上述技术方案所述本体材料的组成一致。在本发明中,所述稀土元素包括镧和铈中的至少一种。
50.得到合金熔液后,本发明将所述合金熔液进行浇注,得到合金坯体。在本发明中,所述浇注的温度优选为1400~1420℃。在本发明中,所述浇注优选为砂型铸造成型。
51.得到合金坯体后,本发明在所述合金坯体的表面涂覆含有纳米银的釉料,依次进行干燥和烧结,得到含纳米银抗菌釉层的耐蚀铸铁材料。本发明优选在进行所述涂覆前,将所述合金坯体进行喷砂处理。
52.在本发明中,所述含有纳米银的釉料优选包括纳米银和珐琅釉料。在本发明中,所述纳米银和珐琅釉料的质量比优选为1~10:3000,更优选为3~8:3000。在本发明中,所述珐琅釉料优选包括基体剂、助溶剂、乳浊剂、密着剂、着色剂和水。在本发明中,所述基体剂优选包括氧化硅、氧化锆和氧化钛中的一种或几种;所述基体剂的质量优选为珐琅釉料质量的40~60%。在本发明中,所述助溶剂优选包括氧化钠、氧化钾和氧化硼中的一种或几
种;所述助溶剂的质量优选为珐琅釉料质量的20~30%。在本发明中,所述乳浊剂优选包括氧化钛和氧化锆中的一种或几种;所述乳浊剂的质量优选为珐琅釉料质量的1~5%。在本发明中,所述密着剂优选包括氧化钴、氧化铜和氧化镍中的一种或几种;所述密着剂的质量优选为珐琅釉料质量的1~5%。在本发明中,所述着色剂优选包括氧化钴、氧化铜和氧化铁中的一种或几种;所述着色剂的质量优选不超过珐琅釉料质量的2.5%。
53.在本发明中,所述涂覆的方式优选为喷涂。
54.在本发明中,所述干燥的温度优选为150℃;所述干燥的时间优选为20~30min。在本发明中,所述烧结的温度优选为850~890℃;保温时间优选为6~10min。
55.本发明提供了上述技术方案所述含纳米银抗菌釉层的耐蚀铸铁材料或上述技术方案所述制备方法制备得到的含纳米银抗菌釉层的耐蚀铸铁材料在厨具产品中的应用,优选应用于锅具,具体作为珐琅铸铁锅。本发明提供的含纳米银抗菌釉层的耐蚀铸铁材料适合所有烹饪方式以及炉具,具有明显的不粘效果;能够防止锅体材料危害健康;补充人体所需的铁元素;锅体受热均匀,蓄热好,少油无烟;纳米银抗菌釉层抵抗大肠杆菌与金黄色葡萄球菌,避免腹泻;耐蚀性能好,强度更高,使用寿命更长。
56.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
57.实施例1
58.按照图1的工艺制备含纳米银抗菌釉层的耐蚀铸铁材料:
59.将生铁、废钢、焦炭经冲天炉熔炼,熔炼的温度为1500℃,得到铁水;以质量百分比计,所述铁水的组成为c:4.32%,si:2.40%,s:0.081%,p:0.072%,mn:0.39%,cr:0.08%,余量为fe和不可避免的杂质;
60.将铁水的温度控制在1400~1420℃的范围内,将占铁水质量0.4%的孕育剂yfy-8和占铁水质量0.1%的稀土硅铁粉fesire30加入铁水包经充分搅拌后,得到合金熔液;
61.将所述合金熔液进行砂型铸造成型,得到合金坯体;
62.按照纳米银与珐琅釉料(瓷釉)的重量比为1:3000配制含有纳米银的釉料,对所述合金坯体进行釉料喷覆处理,在150℃下进行烘干处理20min后,进行850℃的高温烧结,保温时间为6min,形成厚度为0.8mm的纳米银抗菌釉层,得到含纳米银抗菌釉层的耐蚀铸铁材料。本实施例所得纳米银抗菌釉层中银的含量为0.03wt%。
63.对比例1
64.将生铁、废钢、焦炭等经回转式冲天炉熔化,熔炼的温度为1500℃,得到铁水;以质量百分比计,所述铁水的组成为c:4.40%,si:2.23%,s:0.089%,p:0.095%,mn:0.41%,cr:0.13%,余量为fe和不可避免的杂质;
65.将铁水的温度控制在1400~1420℃的范围内,将占铁水质量0.4%的孕育剂yfy-8,得到合金熔液;
66.将所述合金熔液进行泥模压铸成型,得到合金坯体;
67.对所述合金坯体进行釉料喷覆处理,釉料中不含纳米银,在150℃下进行烘干处理20min后,进行850℃的高温烧结,保温时间为6min,形成厚度为0.8mm的釉层,得到普通铸铁
材料。
68.对比例2
69.a.按照如下质量百分比称量原料:c:4.32%,si:2.41%,s:0.081%,p:0.072%,mn:0.388%,mo:0.182%,cr:0.324%,ag:0.042%,re:0.032%,其余部分为铁和不可避免的杂质;其中re是la和ce中的至少一种稀土元素;b.将在所述步骤a中取用的原料经冲天炉熔炼、砂型铸造成型。当铁水出炉时,将铁水温度控制在1400~1420℃的范围内,在浇注前增加孕育过程,将孕育剂稀土硅铁粉以及合金元素加入铁水包经充分搅拌后再进行浇注,得到耐热耐蚀抗菌高性能铸铁锅。
70.测试例
71.实施例1和对比例1的合金坯体以及对比例2制备的铸铁材料的成分如表1所示;实施例1和对比例1~2制备的铸铁材料的耐腐蚀性能如表2所示;实施例1的抗菌性能如表3所示;实施例1和对比例1~2制备的铸铁材料的力学性能如表4所示。
72.表1铸铁材料的成分对比(wt%)
[0073][0074][0075]
表2耐腐蚀性能对比
[0076][0077]
表3实施例1的抗菌性能(对照样为对比例1)
[0078][0079]
表4力学性能对比
[0080]
检验项目室温抗拉强度(mpa)实施例1168对比例1162对比例2167
[0081]
本发明在保持原有铸铁材料性能的前提下,通过添加稀土元素镧和铈来提高铸铁的耐蚀性能,符合盐雾测试、耐酸测试和盐水测试标准;在珐琅釉料中加入纳米银粉末,使其具备抗菌性能,可有效抵抗大肠杆菌、金黄色葡萄糖球菌等细菌,抗菌率>99.99%。本发明生产的珐琅铸铁锅相比于传统铸铁锅耐蚀性能更好,使用寿命增加,同时具备抗菌性能,保障人们的健康。
[0082]
实施例1和对比例2的耐腐蚀性能、抗菌性能以及抗拉强度基本一致,但是本发明相比于对比例2省略了mo元素的添加,节省了cr和ag的用量,显著降低了生产成本。以生产一个6kg的铸铁锅为例,对比例2需要添加2.52g银,实施例1需要涂覆200g含有纳米银的釉料,即仅需要添加0.06g纳米银,相比于对比例2节省了97.6%的银。
[0083]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1