一种航空用钛合金高精度3D打印机及其打印方法与流程
一种航空用钛合金高精度3d打印机及其打印方法
技术领域
1.本发明涉及3d打印技术领域,特别是涉及一种航空用钛合金高精度3d打印机及其打印方法。
背景技术:
2.3d打印是制造业领域正在迅速发展的一项新兴技术,被称为“具有工业革命意义的制造技术”,它通过增加材料的方法生成任何形状的物体,可以有效地缩短产品研发周期、提高产品质量并减少生产成本。
3.现有3d金属打印技术都不能直接形成符合要求的零件,因为都要在金属粉末表面形成熔池,熔池会粘连不需要的粉末降低精度,目前3d金属打印产生的零件精度都在0.1mm到5mm之间,无法再提高。
4.现有技术在提高打印精度上进行了一些尝试,比如利用磁场偏转改变金属粉末的指向如cn 105364073 b,但是这种方式对不能被磁力吸引的金属无效,比如航空用钛合金,就无法通过这种方式被磁力吸引。
技术实现要素:
5.为克服现有技术存在的技术缺陷,本发明提供一种航空用钛合金高精度3d打印机及其打印方法,能适用于所有金属粉末,包括航空用钛合金的精度打印。
6.本发明采用的技术解决方案是:一种航空用钛合金高精度3d打印机,包括基座、供料系统、供料运动系统、工件运动系统、扫描系统和控制系统;所述供料运动系统安装在基座上,并用于实现所述供料系统在三维空间中的三轴运动;所述供料系统安装在供料运动系统上;所述扫描系统安装在基座上且扫描系统用于扫描拍摄熔池的运动轨迹,并将所述运动轨迹信息传输至所述控制系统中;所述控制系统分别与供料系统、供料运动系统、工件运动系统和扫描系统电性连接;所述工件运动系统安装在基座上且工件运动系统具有转动轴线相互垂直的第一旋转轴和第二旋转轴;所述供料系统包括激光装置、送粉头和若干粉料偏转装置;所述送粉头上设有激光出口、气流约束通道和送粉通道;各所述粉料偏转装置安装在送粉头上且伸入各气流约束通道,各所述粉料偏转装置改变各送粉通道的通径。
7.优选的,所述激光装置的输入端连接有激光光纤。
8.优选的,所述基材驱动单元包括摆臂、第一基材电机、第二基材电机和转盘;所述摆臂的两端分别可转动的安装在基座上,所述第一基材电机固定安装于所述摆臂上,所述
转盘安装在第一基材电机输出端,所述第二基材电机与所述摆臂的一端连接并驱动所述摆臂转动。
9.优选的,所述第一基材电机和第二基材电机为谐波减速机。
10.优选的,所述供料运动系统包括第一伺服模组、第二伺服模组和第三伺服模组;所述第一伺服模组设置于所述基座上;所述第二伺服模组与所述第一伺服模组滑动连接,所述第一伺服模组的驱动方向与所述第二伺服模组的驱动方向在垂直,所述第二伺服模组的滑台与所述第三伺服模组滑动连接,所述第三伺服模组的驱动方向同时垂直于所述第一伺服模组的驱动方向和所述第二伺服模组驱动的驱动方向;所述供料系统固装在第三伺服模组上。
11.优选的,所述扫描系统包括摄像头、调节支架;所述调节支架固定安装于所述基座上,所述摄像头与所述调节支架的一端的固定连接,所述调节支架可调节所述摄像头与所述基座之间的距离。
12.优选的,所述粉料偏转装置包括偏转电磁铁、吸引块、滑杆和稳流控制组件,所述偏转电磁铁安装在送粉头外,所述吸引块固装在滑杆上,所述稳流控制组件安装在气流约束通道侧壁上,所述滑杆沿送粉头滑动进而挤压稳流控制组件,所述滑杆挤压稳流控制组件进而改变气流约束通道通径。
13.优选的,所述稳流控制组件包括弹性板和若干紧固件,所述弹性板通过紧固件安装在气流约束通道,所述弹性板的顶面与气流约束通道平齐。
14.航空用钛合金高精度3d打印机的打印方法,其特征在于,包括如下步骤:s1:工件运动系统上安装工作台面,扫描系统扫描工件运动系统输出端的工作台面;s2:送粉通道送粉,气流约束通道内通入气流进而约束粉流;s3:激光装置打开激光;s4:控制系统分别控制供料系统、供料运动系统运动,进而在工作台面上打印;s5:扫描系统扫描工作台面上的打印轨迹,扫描系统在探测到打印轨迹偏斜后将信号传输给控制系统;s6:控制系统控制对应粉料偏转装置伸入气流约束通道的距离,在伯努利原理作用下,粉料偏斜。
15.本发明的有益效果是:供料运动系统安装在基座上,并用于实现供料系统在三维空间中的三轴运动,供料系统安装在供料运动系统上;扫描系统安装在基座上且扫描系统用于扫描拍摄熔池的运动轨迹,并将运动轨迹信息传输至控制系统中,扫描系统扫描熔池的轨迹进而将信号传输至控制系统,控制系统控制粉料偏转装置动作使得粉料偏转;控制系统分别与供料系统、供料运动系统、工件运动系统和扫描系统电性连接,扫描系统将扫描到的熔池轨迹信息传输至控制系统,控制系统控制供料系统喷出的粉料方向,控制系统控制供料运动系统和工件运动系统动作进而实现打印;工件运动系统安装在基座上且工件运动系统具有转动轴线相互垂直的第一旋转轴和第二旋转轴,工件运动系统和供料运动系统使得供料系统可以从任意位置以任意方向
接近工件;供料系统包括激光装置、送粉头和若干粉料偏转装置;送粉头上设有激光出口、气流约束通道和送粉通道;各粉料偏转装置安装在送粉头上且伸入各气流约束通道,各粉料偏转装置改变各送粉通道的通径,进而在伯努利原理作用下,粉料偏斜,能适用于所有金属粉末,包括钛合金的精度打印。
附图说明
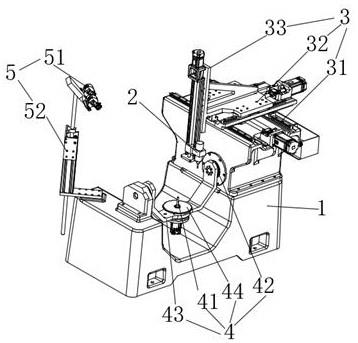
16.图1为本发明整体结构示意图。
17.图2为供料系统结构示意图。
18.图3为图2中a处放大示意图。
19.附图标记说明:1、基座;2、供料系统;21、激光装置;211、激光出口;22、送粉头;222、送粉通道;223、气流约束通道;23、粉料偏转装置;3、供料运动系统;31、第一伺服模组;32、第二伺服模组;33、第三伺服模组;231、偏转电磁铁;232、吸引块;233、滑杆;234、稳流控制组件;2341、弹性板;2342、紧固件;4、工件运动系统;41、第一基材电机;42、第二基材电机;43、摆臂;44、转盘;5、扫描系统;51、摄像头;52、调节支架。
具体实施方式
20.下面结合附图对本发明作进一步说明:如图1-3所示,本实施例提供一种航空用钛合金高精度3d打印机,包括基座1、供料系统2、供料运动系统3、工件运动系统4、扫描系统5和控制系统;供料运动系统3安装在基座1上,并用于实现供料系统2在三维空间中的三轴运动,供料系统2安装在供料运动系统3上;扫描系统5安装在基座1上且扫描系统5用于扫描拍摄熔池的运动轨迹,并将运动轨迹信息传输至控制系统中,扫描系统5扫描熔池的轨迹进而将信号传输至控制系统,控制系统控制粉料偏转装置23动作使得粉料偏转;控制系统分别与供料系统2、供料运动系统3、工件运动系统4和扫描系统5电性连接,扫描系统5将扫描到的熔池轨迹信息传输至控制系统,控制系统控制供料系统2喷出的粉料方向,控制系统控制供料运动系统3和工件运动系统4动作进而实现打印;工件运动系统4安装在基座1上且工件运动系统4具有转动轴线相互垂直的第一旋转轴和第二旋转轴,工件运动系统4和供料运动系统3使得供料系统2可以从任意位置以任意方向接近工件;供料系统2包括激光装置21、送粉头22和若干粉料偏转装置23;送粉头22上设有激光出口211、气流约束通道223和送粉通道222;送粉通道222连通有粉箱,该粉箱将金属粉末泵入送粉通道222,各粉料偏转装置23安装在送粉头22上且伸入各气流约束通道223,各粉料偏转装置23改变各送粉通道222的通径,进而在伯努利原理作用下,粉料偏斜,能适用于所有金属粉末,包括钛合金的精度打印。
21.激光装置21的输入端连接有激光光纤,激光光纤连通激光发生器。
22.基材驱动单元包括摆臂43、第一基材电机41、第二基材电机42和转盘44;摆臂43的两端分别可转动的安装在基座1上,第一基材电机41固定安装于摆臂43上,转盘44安装在第一基材电机41输出端,第二基材电机42与摆臂43的一端连接并驱动摆臂43转动,第一基材电机41构成第一旋转轴,第二基材电机42构成第二旋转轴,第一基材电机41和第二基材电机42为谐波减速机,第一基材电机41和第二基材电机42使得供料系统2能以任何角度接近工件。
23.供料运动系统3包括第一伺服模组31、第二伺服模组32和第三伺服模组33;第一伺服模组31设置于基座1上;第二伺服模组32与第一伺服模组31滑动连接,第一伺服模组31的驱动方向与第二伺服模组32的驱动方向在垂直,第二伺服模组32的滑台与第三伺服模组33滑动连接,第三伺服模组33的驱动方向同时垂直于第一伺服模组31的驱动方向和第二伺服模组32驱动的驱动方向;供料系统2固装在第三伺服模组33上,第一伺服模组31、第二伺服模组32和第三伺服模组33使得供料系统2接近工件的任意位置。
24.扫描系统5包括摄像头51、调节支架52;调节支架52固定安装于基座1上,摄像头51与调节支架52的一端的固定连接,调节支架52可调节摄像头51与基座1之间的距离,扫描相机为ccd相机,ccd相机在打印过程中监控工件缺陷为现有技术,他能够监控打印出来的轨迹,进而轨迹信号与打印模型中的尺寸信息进行比对,得出偏斜量,进而将偏斜量传输给控制系统,控制系统控制粉料偏转装置23改变粉料的流出方向。
25.粉料偏转装置23包括偏转电磁铁231、吸引块232、滑杆233和稳流控制组件234,偏转电磁铁231安装在送粉头22外,吸引块232固装在滑杆233上,稳流控制组件234安装在气流约束通道223侧壁上,滑杆233沿送粉头22滑动进而挤压稳流控制组件234,滑杆233挤压稳流控制组件234进而改变气流约束通道223通径,降低气流约束通道223的通径,这样使得该气流约束通道223的气流流速降低,而其他气流约束通道223的流速不会改变,这样使得粉料会向气压低的一侧偏斜,即远离降低通径的气流约束通道223一侧偏斜。
26.稳流控制组件234包括弹性板2341和若干紧固件2342,弹性板2341通过紧固件2342安装在气流约束通道223,弹性板2341的顶面与气流约束通道223平齐,这样使得气流在通过气流约束通道223时不会产生紊流,该弹性板2341采用硅胶材质。
27.本3d打印机的工作包括如下步骤:s1:设计待打印模型,送入打印系统,在计算机上利用3d软件设计出所需打印的模型结构,并生成描述模型结构的文件,下载到控制系统中,工件运动系统4上安装工作台面,扫描系统5扫描工件运动系统4输出端的工作台面;s2:送粉通道222送粉,气流约束通道223内通入气流进而约束粉流;s3:激光装置21打开激光;s4:控制系统分别控制供料系统2、供料运动系统3运动,进而在工作台面上打印;s5:扫描系统5扫描工作台面上的打印轨迹,扫描系统5在探测到打印轨迹偏斜后将信号传输给控制系统;s6:控制系统控制对应粉料偏转装置23伸入气流约束通道223的距离,计算每个金属微粒对应的三维坐标和偏转距离,控制系统根据模型文件描述的结构参数将模型分解成微滴的组合,并计算得出每个微滴对应的三维坐标和偏转距离,校准,计算气流约束通道
223气流流速与偏转距离的比例系数,并记录偏转电磁铁231的电流,在伯努利原理作用下,粉料偏斜。
28.具体地说,记录控制单个偏转电磁铁231的电流,该电流越大,使得滑杆233运动行程越大,这样使得滑杆233挤压弹性板2341,造成弹性板2341变形,降低气流约束通道223的通径,这样使得该气流约束通道223的气流流速降低,而其他气流约束通道223的流速不会改变,这样使得粉料会向远离降低通径的气流约束通道223一侧偏斜,记录该偏斜距离和偏转电磁铁231的电流之间的关系,偏斜距离和偏转电磁铁231的电流之间的关系录入控制系统,在扫描系统5扫描到的轨迹误差值与偏斜距离对应,进而控制系统给偏转电磁铁231连通和该偏斜距离对应的电流。
29.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明创造精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1