一种420MPa级别工程结构用热轧钢板及其制造方法与流程
一种420mpa级别工程结构用热轧钢板及其制造方法
技术领域
1.本发明涉及低碳微合金钢生产技术领域,尤其涉及一种厚度规格25~35mm、具有优异低温韧性、塑韧性的低成本420mpa级别工程结构用热轧钢板及其制造方法。
背景技术:
2.q420级别中厚板是中厚板的主要品种,典型的钢种有桥梁结构用钢q420qc/d/e及管线钢x56等,这类钢主要以碳锰钢为基础,同时在钢中添加微合金元素nb、v、ti等碳氮化物形成元素,通过固溶强化、沉淀强化以及细晶强化提高钢板的强韧性。据统计,每年该强度级别中厚板占中厚板总产量的20%~30%。因此,开发此类低成本钢板及其制造技术研究具有重大意义。
3.随着桥梁、管线等工程应用领域设计指标的严格化,在保证钢材服役经济性、安全性的同时,对钢板的低温韧性等指标要求逐渐提高,如一些桥梁、建筑或者支线管线项目的钢板韧性需满足-20℃横向夏比冲击功≥210j、-15℃横向dwtt剪切面积85%以上的技术要求。
4.目前,越高级别的工程结构用钢其碳含量越低、合金元素添加量越高,使得结构钢在质量等级不断提升的同时,其生产成本也相应升高。对于在寒冷地区、地质活跃区和管道跨越区等环境服役的管道用q420级别工程结构钢,还必须具有良好的抗应变性能和低温韧性,以满足恶劣服役环境的要求。因此,研制兼具高强度、高韧性和良好抗应变性等综合技术性能的工程结构用钢成为工程结构用钢开发亟需解决的问题。
5.首先,钢板厚度的增加使轧制变形抗力增大,道次变形率受到限制,使晶粒细化和控制难度倍增;同时,钢板厚度增加将导致厚度截面温度梯度增加、恶化厚度方向的冷却和组织均匀性;其次,钢板的厚规格特征也会影响强韧性性能匹配,进一步增加性能控制难度。此外,随着钢板厚度增加,为了保证其强韧性,贵重合金含量越来越高,这就使得具有优异性能的工程结构在质量等级不断提升的同时,其生产成本也相应升高。如何在保证性能前提下,降低合金成本,也是提高产品竞争力的关键。由此可见,如何解决上述厚度规格为25~35mm的q420级别钢级结构钢生产中存在的问题,降低生产成本,是420级别钢级工程结构用钢实现批量生产亟待解决的关键问题。
6.迄今为止,国内外对生产具有良好低温韧性的420mpa级别的工程结构钢的研究报导甚少。
7.申请号为cn201811450143.7的中国专利申请公开了“一种低屈强比桥梁结构用薄钢板的生产方法”,所示钢板成分c0.10~0.15,si≤0.50,mn=1.20~1.50,p≤0.015,s≤0.005,alt=0.02~0.05,ti=0.008~0.025,nb≤0.020,cr=0.25~0.50,为了使钢板具备强度高、优异低温韧性的特点,其在成分设计上添加了较高的mn、nb、cr等金属元素,合金成本较高,且轧后需高温回火,导致生产成本较高。
8.申请号为cn201010243234.0的中国专利申请公开了“一种x56管线钢及其生产方法”,钢的化学成分为:c0.060~0.090%、si0.20~0.30%、mn1.30~1.50%、s≤0.008%、p
≤0.020%、nb0.035~0.055%、v0.020~0.040%、ti0.010~0.022%、n≤0.008%、als0.010~0.040%,为了使钢板具备强度高、低温韧性优异的特点,其在成分设计上添加了较高的mn、nb等金属元素,合金成本较高,且其生产工艺针对卷板,厚度规格也未明确。
9.申请号为cn201780038335.4的中国专利申请公开了一种“厚壁高强度管线钢管用热轧钢板、和厚壁高强度管线钢管用焊接钢管及其制造方法”,其钢种级别主要针对x60-x80,dwtt温度为-25℃,合金成本较高,且其生产工艺针对卷板。
10.期刊论文“油气输送管线用钢x56的试制”(韦明,肖强健,《宽厚板》2000年04期)中记载的油气输送管线用钢x56采用了高碳成分设计:c0.260%,mn为≤1.35%,nb≤0.03%,合金成本较低,但由于其碳含量较高,无法保证其用于在寒冷地区、地质活跃区和管道跨越区等环境服役的管道时能够满足抗应变性能和低温韧性的要求,另外其钢板的厚度规格、屈强比、dwtt性能指标也未明确。
11.以上专利申请及文献资料公开的钢虽然部分具有高强韧性,但是其中有针对薄规格的,或者对产品规格、技术指标未明确记载的,因此不适合将其技术方案用于生产厚度规格为25~35mm、具有良好的低温韧性、塑性的工程结构用热轧钢板。而本发明克服了上述现有技术的不足,实现了使用厚度为250~300mm的连铸坯生产厚度25~35mm的420mpa钢级热轧钢板,并且钢板具有高强度与优异的低温韧性等特征。
技术实现要素:
12.本发明提供了一种420mpa级别工程结构用热轧钢板及其制造方法,其成分设计简单,合金成本低,通过调控炼钢、连铸和控轧控冷工艺获得的钢板组织以铁素体、珠光体为主,无需后续离线热处理就能满足技术要求,解决了轧制抗力、矫直抗力大和钢板性能均匀性等问题,该钢板具有高强度、优良低温韧性及良好的综合性能,可以保证其在管线、桥梁等工程结构中应用时的安全性。
13.为了达到上述目的,本发明采用以下技术方案实现:
14.一种420mpa级别工程结构用热轧钢板,钢板化学成分按重量百分比计为:c0.04%~0.058%,si0.10%~0.18%,mn0.95%~1.25%,p≤0.020%,s≤0.015%,nb0.025%~0.034%,mo0.03%~0.05%,ti0.015%~0.020%,al0.015%~0.045%,n0.003%~0.006%,余量为fe和不可避免的杂质,杂质中o≤0.0050%,其它杂质元素总量低于0.05%。
15.一种420mpa级别工程结构用热轧钢板的制造方法,生产过程包括钢水冶炼
→
炉外精炼
→
连铸+缓冷
→
连铸坯加热
→
控制轧制
→
控制冷却
→
空冷至室温,其中:
16.1)钢水冶炼:原料经kr铁水预处理,控制s含量低于0.015%,扒渣后进入转炉冶炼;转炉冶炼控制p含量≤0.020%,转炉冶炼终点控制c含量在0.04%~0.058%,出钢时吹氩气15~20min;
17.2)连铸+缓冷:钢水入lf精炼后进行板坯连铸,连铸过热度为15~20℃,连铸拉坯速率为1.1~1.4m/min;在水平扇形段即凝固末端投入轻压下,压下量为6~12mm,连铸坯下线后缓冷时间≥24h;
18.3)连铸坯加热:预热段温度为955~1120℃,加热段温度为1200~1230℃,均热段温度为1190~1210℃,总在炉时间4~4.5h,其中加热段和均热段时间累积不超过2h;
19.4)控制轧制:分两阶段轧制;
20.第一阶段轧制为再结晶轧制即粗轧,粗轧开轧温度≥1100℃,粗轧终轧温度为975~1010℃;粗轧不多于6道次,其中前2个道次的压下率均在15%以上,后3个道次中有1个道次的压下率不小于10%;
21.粗轧的后2个道次均喷轧机除鳞水,每道次喷除鳞水的时间为0.5~1min,压力为20~25mpa;轧制中间坯待温过程中喷2个道次的轧机除鳞水,每道次喷除鳞水的时间为1~1.5min,压力为15~20mpa;
22.第二阶段轧制为非再结晶轧制即精轧,精轧开轧温度为850~930℃,精轧终轧温度为770~830℃;精轧不多于8道次,其中前4个道次有2个道次的压下率均在18%以上,后2个道次有1个道次的压下率不小于10%;采用升速轧制,轧后钢板降速抛钢,抛钢速度为1~2.5m/s,同时投入预矫;
23.5)控制冷却:采用层流冷却,开冷温度为720~770℃,终冷温度为430~460℃,冷却速度为20~30℃/s。
24.进一步的,所述步骤2)中,连铸坯堆垛数量不少于10块,最上层和最下层分别进行石棉保温处理。
25.进一步的,所述步骤3)中,连铸坯的厚度为250~300mm。
26.进一步的,所述步骤4)中,开轧前利用高压水对出加热炉后的连铸坯进行除鳞1~1.5min,除鳞机压力25~35mpa。
27.进一步的,所述步骤4)中,轧制中间坯的厚度为成品钢板厚度的3~4.5倍。
28.进一步的,所述步骤4)中,升速轧制具体是:轧制中间坯头部低速咬入后,辊道速度由15~25r/min快速增加到40~60r/min。
29.进一步的,所制得钢板的组织是以铁素体、珠光体为主的复相组织。
30.进一步的,所制得钢板的性能为:横向拉伸的屈服强度为420~470mpa,抗拉强度为500~570mpa,屈强比≤0.85,延伸率≥35%,-20℃横向夏比冲击功≥210j,-15℃横向dwtt剪切面积为85%以上。
31.进一步的,所制得钢板的厚度为25~35mm。
32.与现有技术相比,本发明的有益效果是:
33.1)kr铁水预处理深脱硫后扒渣干净,转炉采用双渣法脱p,使铸坯的p、s含量较低,控制吹氩气时间,避免由于mn含量较高引起的铸坯中心偏析、夹杂物和o含量超标等缺陷,有利于提高管线钢的塑韧性;合理控制连铸坯过热度和拉坯速率,并投入轻压下,有助于减小钢坯偏析,细化奥氏体晶粒,减少内部组织缺陷,下线后的铸坯进行堆垛缓冷,使钢坯中心富集的合金元素逐渐扩散,加速氢元素扩散,减少铸坯的中心疏松级别、偏析,提高成品钢板探伤合格率;
34.2)本发明钢中化学成分设计合理,且合金加入量低,通过增加c含量、降低mn含量,配合加入少量微合金元素nb、ti、mo,大大降低了合金成本;采用高温轧制,降低粗轧阶段和精轧阶段的高温变形抗力,有利于提高每道次压下量,从而保证了钢板的综合性能;
35.3)采用两阶段控制轧制工艺,控制粗轧与精轧的道次压下量,优化中间坯厚度并采用高压水除鳞工艺,使中间坯表面与心部存在温度梯度,促使钢板表面至心部的组织均匀,同时也抑制晶粒长大;另外,提高了精轧开轧温度,且轧后慢速抛钢,促进钢板发生静态
回复以及纳米相nbc等弥散析出,使钢板内部晶粒分布均匀,抑制应力集中,提高其dwtt性能,同时产生析出强化作用;通过预矫投入、层流冷却等措施,控制钢板的终冷温度在430~460℃,保证了钢板力学性能满足要求;
36.4)本发明通过简单的成分设计降低合金成本,结合调控炼钢、连铸和控轧控冷工艺,获得了一种厚度规格25~35mm的420mpa级别的工程结构用钢板,组织以铁素体、珠光体为主,具有良好的低温韧性;具体性能为:横向拉伸的屈服强度性能介于420~470mpa之间,抗拉强度介于500~570mpa之间,屈强比≤0.85,延伸率≥35%,-20℃横向夏比冲击功≥210j,-15℃横向dwtt剪切面积85%以上,钢板探伤合格率在99.5%以上。
具体实施方式
37.本发明所述一种420mpa级别工程结构用热轧钢板,钢板化学成分按重量百分比计为:c0.04%~0.058%,si0.10%~0.18%,mn0.95%~1.25%,p≤0.020%,s≤0.015%,nb0.025%~0.034%,mo0.03%~0.05%,ti0.015%~0.020%,al0.015%~0.045%,n0.003%~0.006%,余量为fe和不可避免的杂质,杂质中o≤0.0050%,其它杂质元素总量低于0.05%。
38.本发明所述一种420mpa级别工程结构用热轧钢板的制造方法,生产过程包括钢水冶炼
→
炉外精炼
→
连铸+缓冷
→
连铸坯加热
→
控制轧制
→
控制冷却
→
空冷至室温,其中:
39.1)钢水冶炼:原料经kr铁水预处理,控制s含量低于0.015%,扒渣后进入转炉冶炼;转炉冶炼控制p含量≤0.020%,转炉冶炼终点控制c含量在0.04%~0.058%,出钢时吹氩气15~20min;
40.2)连铸+缓冷:钢水入lf精炼后进行板坯连铸,连铸过热度为15~20℃,连铸拉坯速率为1.1~1.4m/min;在水平扇形段即凝固末端投入轻压下,压下量为6~12mm,连铸坯下线后缓冷时间≥24h;
41.3)连铸坯加热:预热段温度为955~1120℃,加热段温度为1200~1230℃,均热段温度为1190~1210℃,总在炉时间4~4.5h,其中加热段和均热段时间累积不超过2h;
42.4)控制轧制:分两阶段轧制;
43.第一阶段轧制为再结晶轧制即粗轧,粗轧开轧温度≥1100℃,粗轧终轧温度为975~1010℃;粗轧不多于6道次,其中前2个道次的压下率均在15%以上,后3个道次中有1个道次的压下率不小于10%;
44.粗轧的后2个道次均喷轧机除鳞水,每道次喷除鳞水的时间为0.5~1min,压力为20~25mpa;轧制中间坯待温过程中喷2个道次的轧机除鳞水,每道次喷除鳞水的时间为1~1.5min,压力为15~20mpa;
45.第二阶段轧制为非再结晶轧制即精轧,精轧开轧温度为850~930℃,精轧终轧温度为770~830℃;精轧不多于8道次,其中前4个道次有2个道次的压下率均在18%以上,后2个道次有1个道次的压下率不小于10%;采用升速轧制,轧后钢板降速抛钢,抛钢速度为1~2.5m/s,同时投入预矫;
46.5)控制冷却:采用层流冷却,开冷温度为720~770℃,终冷温度为430~460℃,冷却速度为20~30℃/s。
47.进一步的,所述步骤2)中,连铸坯堆垛数量不少于10块,最上层和最下层分别进行
石棉保温处理。
48.进一步的,所述步骤3)中,连铸坯的厚度为250~300mm。
49.进一步的,所述步骤4)中,开轧前利用高压水对出加热炉后的连铸坯进行除鳞1~1.5min,除鳞机压力25~35mpa。
50.进一步的,所述步骤4)中,轧制中间坯的厚度为成品钢板厚度的3~4.5倍。
51.进一步的,所述步骤4)中,升速轧制具体是:轧制中间坯头部低速咬入后,辊道速度由15~25r/min快速增加到40~60r/min。
52.进一步的,所制得钢板的组织是以铁素体、珠光体为主的复相组织。
53.进一步的,所制得钢板的性能为:横向拉伸的屈服强度为420~470mpa,抗拉强度为500~570mpa,屈强比≤0.85,延伸率≥35%,-20℃横向夏比冲击功≥210j,-15℃横向dwtt剪切面积为85%以上。
54.进一步的,所制得钢板的厚度为25~35mm。
55.本发明所述一种420mpa级别工程结构用热轧钢板,具有良好低温韧性、低屈强比、低成本的特点,目标厚度为25~35mm,采用厚度为250~300mm的连铸坯在中厚板往复式轧机上进行生产,冷却介质为水。
56.本发明所述一种420mpa级别工程结构用热轧钢板的化学成分中各主要元素的作用如下:
57.c:钢中最经济、最基本的强化元素,通过固溶强化和析出强化明显提高钢的强度,但提高c含量对钢的塑性、韧性和焊接性有负面影响。为此,本发明将c含量范围设定为0.04%~0.058%。
58.mn:通过固溶强化提高钢的强度,同时补偿因c含量降低而导致的强度损失。此外,mn还可降低γ-α相变温度,进而细化铁素体晶粒,有助于获得细小的低温相变产物,提高钢的韧性。但提高mn含量的同时,会加剧连铸坯中心偏析及组织恶化,不利于钢板低温韧性的提高,也无法保证钢板横截面组织的均匀性。因此,本发明的mn含量范围设定为0.95%~1.25%。
59.si:具有炼钢脱氧与提高基体强度的作用。提高si的含量可以净化铁素体,减小珠光体的含量,有利于减少基体材料的包辛格效应。但si过量时会降低母材焊接热影响区的韧性。因此,本发明中si含量范围设定为0.10%~0.18%。
60.nb:是现代微合金化管线钢中常用元素之一,具有良好的细晶强化与沉淀强化效果,也会延迟奥氏体再结晶;但过量的nb会增加生产成本及连铸工艺控制难度。本发明选取nb含量范围为0.025%~0.034%,配合合理的tmcp工艺,可以获得均匀的以针状铁素体或m-a岛的形成组织为主的复合相,使钢具有良好韧性。
61.mo:mo能提高淬透性,促进中低温组织转变,并且具有细化晶粒作用,但过高的mo含量会抑制铁素体转变,不利于提高钢的塑变性能,同时钼会恶化应变时效性能;另一方面,钼的价格较高,会增加生产成本,因此,本发明控制其含量为0.03%~0.05%。
62.n:钢中n元素除了形成细小的tin颗粒细化奥氏体晶粒外,并没有其它明显的作用,因此需要保持在一个较低的含量水平,本发明选取的n含量范围为0.003%~0.006%。
63.ti:是强的固n元素,在连铸坯中以tin形式存在。细小的tin粒子可有效地抑制连铸坯再加热时的奥氏体晶粒长大,且有助于提高nb在奥氏体中的固溶度,改善焊接热影响
区的冲击韧性。当ti添加量超过某一定值时tin颗粒就会粗化,提高颗粒界面与基体的应力集中水平。因此,本发明选取ti含量范围为0.015%~0.020%。
64.al:通常作为钢中脱氧剂,如果形成aln还有细化组织的作用。当al的含量超过0.045%时,过量的氧化铝夹杂会降低钢的洁净度。而al含量过低则脱氧不充分,ti等易氧化元素就会形成氧化物,因此本发明中al的含量范围设定为0.015%~0.045%。
65.p、s:是钢中不可避免的杂质元素,应越低越好。但出于冶炼成本和工艺的考虑,不能无限制的低。因此,本发明将p、s含量上限设定为0.020%及0.015%。
66.本发明所述一种420mpa级别工程结构用热轧钢板的生产过程包括钢水冶炼
→
炉外精炼
→
连铸+缓冷
→
连铸坯加热
→
控制轧制
→
控制冷却
→
空冷至室温,其中主要控制过程如下:
67.1)钢水冶炼:按设计成分冶炼,原料经kr铁水预处理,控制s含量低于0.015%,扒渣后进入转炉;转炉冶炼中采用双渣法脱p,控制p含量≤0.020%,转炉冶炼终点控制c含量在0.04%~0.058%,出钢时吹氩气15~20min;
68.2)连铸+缓冷:钢水经lf精炼后进行板坯连铸,连铸过热度为15~20℃,连铸拉坯速率为1.1~1.4m/min;在水平扇形段即凝固末端投入轻压下,连铸坯压下量6~12mm,连铸坯下线后缓冷时间≥24h,以减少连铸坯的中心疏松级别及偏析程度,提高成品钢板的探伤合格率;缓冷时连铸坯堆垛数量不少于10块,最上层和最下层要进行石棉保温处理,防止因连铸坯温降过快导致h元素溢出不均匀,影响探伤合格率;
69.3)连铸坯加热:将连铸坯(厚度为250~300mm)送入步进式加热炉内进行加热,连铸坯依次经预热段、加热段和均热段后出炉;其中预热段温度区间为955~1120℃,目的是促使连铸坯冷却过程中产生的nb的碳化物和氮化物重新快速固溶于基体中,并进行充分均匀扩散,使连铸坯组织均质化;加热段的温度区间为1200~1230℃,均热段的温度区间为1190~1210℃,总在炉时间4~4.5小时,同时控制加热段时间和均热段时间累积不超过2小时,使c、n等元素进一步分布均匀的同时,控制在炉时间与温度,抑制原始奥氏体晶粒过度长大;
70.4)高压水除鳞及控制轧制:
71.开轧前利用高压水对出加热炉后的连铸坯进行除鳞1~1.5min,除鳞机压力25~35mpa;分两阶段轧制:
72.第一阶段为再结晶轧制(粗轧),粗轧开轧温度≥1100℃,粗轧终轧温度区间为975~1010℃;粗轧不多于6道次,道次压下制度是:前2个道次保证压下率均在15%以上,后3个道次有1个道次的压下率不小于10%;所得轧制中间坯的厚度为成品钢板厚度的3~4.5倍。
73.粗轧的后2个道次每道次都喷轧机除鳞水,每道次喷除鳞水的时间为0.5~1min,压力为20~25mpa;轧制中间坯待温过程中,喷2个道次的轧机除鳞水,每道次喷除鳞水的时间为1~1.5min,压力为15~20mpa;
74.第二阶段为非再结晶轧制(精轧),精轧开轧温度区间850~930℃,精轧终轧温度区间为770~830℃;精轧不多于8道次,道次压下制度是:前4个道有2个道次保证压下率在18%以上,后2个道次保证有1个道次的压下率不小于10%;
75.采用升速轧制,即轧制中间坯头部低速咬入后,辊道速度由15~25r/min快速增加到40~60r/min,防止精轧终轧温度低于要求的温度区间。轧后钢板降速抛钢,抛钢速度1~
2.5m/s,目的是促进钢板厚度方向发生静态回复,同时促进纳米相nbc等弥散析出,使钢板内部晶粒分布均匀,同时产生析出强化作用。投入预矫的目的是预防因轧制过程中钢板板头上翘,在随后控冷过程中钢板表面存水,影响性能的均匀性;同时也有利于释放钢板轧制过程中产生的热应力。
76.本发明采用上述成分与控轧控冷工艺,克服了现有技术存在的不足,实现了厚度规格25~35mm、420mpa级别、具有良好的低温塑韧性的工程结构用钢板的生产,钢板的组织是以铁素体和珠光体为主的复相组织。
77.为使本发明实施例的目的、技术方案和技术效果更加清楚,现对本发明实施例中的技术方案进行清楚、完整地描述。但以下所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。结合本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
78.【实施例】
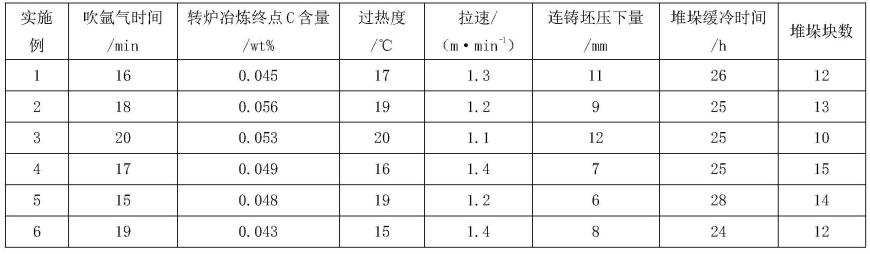
79.表1为本实施例中钢的化学成分,表2为本实施例中钢的冶炼及连铸工艺参数,表3为本实施例中连铸坯的加热制度及轧前高压水除鳞工艺参数;表4为本实施例中钢的轧制工艺参数;表5为本实施例中不同轧制阶段各道次压下量;表6为本实施例中钢的控冷工艺参数;表7为本实施例中钢板的横向力学性能。
80.表1钢的化学成分(wt,%)
81.实施例csimntinbmonal10.0430.181.150.0170.0260.0310.00420.01720.0520.150.950.0180.0310.0420.00330.03530.0580.161.020.0150.0330.0480.00570.04340.0510.171.160.0190.0270.0490.00480.03750.0460.130.980.0200.0280.0350.00360.04560.0420.151.240.0160.0330.0330.00410.040
82.注:钢中杂质元素p≤0.02%;s≤0.015%;0≤0.0050%,其它杂质元素总量低于0.05%。
83.表2钢的冶炼及连铸工艺参数
[0084][0085]
表3铸坯加热制度及轧前高压水除鳞工艺参数
[0086][0087]
表4钢的轧制工艺参数
[0088][0089]
表5不同轧制阶段各道次压下量
[0090][0091]
表6钢的控冷工艺参数
[0092][0093]
表7钢板横向力学性能。
[0094][0095]
从实施例可以看出,与现有技术相比,本发明所制造的420mpa级别钢板成分简单,具有优良的力学性能,尤其是具有优良的低温韧性。
[0096]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1