一种光学镜片的加工处理方法与流程
1.本发明一般涉及光学镜片制造技术领域,具体涉及一种光学镜片的加工处理方法。
背景技术:
2.在光学镜片的加工过程中,要经过粗磨、精磨等磨削工序,在对光学镜片进行磨削时,目前的磨削设备多为采用夹持装置对镜片胚料进行夹持,然后通过砂轮旋转进行磨削,并在磨削的过程中添加一定量的磨削液,磨削液可以带走磨削产生的碎屑并提高磨削质量,但是目前的磨削设备存在以下问题:夹持装置的夹具行程有限,一套夹具只能应对一定尺寸范围的镜片,对于超行程的光学镜片时,需要对夹持装置的夹具进行更换,为了避免频繁更换夹具,目前解决的方案是每台机床只对一定尺寸范围内的镜片进行加工,这势必会造成生产资源的浪费,不能满足柔性化生产的需求,且在对毛坯料磨削完成后,由于毛坯处于夹持板之间,造成不易取出的问题。
技术实现要素:
3.鉴于上述的问题,本技术提供了一种光学镜片的加工处理方法。
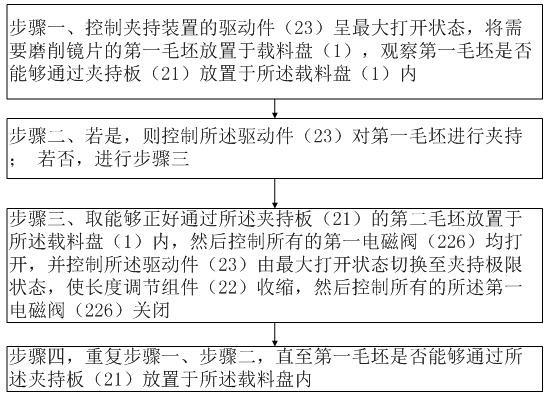
4.本发明提供一种光学镜片的加工处理方法,包括以下步骤:步骤一、控制夹持装置的驱动件呈最大打开状态,将需要磨削镜片的第一毛坯放置于载料盘,观察第一毛坯是否能够通过夹持板放置于所述载料盘内;步骤二、若是,则控制所述驱动件对第一毛坯进行夹持; 若否,进行步骤三;步骤三、取能够正好通过所述夹持板的第二毛坯放置于所述载料盘内,然后控制所有的第一电磁阀均打开,并控制所述驱动件由最大打开状态切换至夹持极限状态,使长度调节组件收缩,然后控制所有的所述第一电磁阀关闭;步骤四,重复步骤一、步骤二,直至第一毛坯是否能够通过所述夹持板放置于所述载料盘内。
5.进一步地,在第一次进行所述步骤二时,在控制所述驱动件对第一毛坯夹持后,判断所述夹持板是否对第一毛坯夹持牢固;若是,则完成对第一毛坯的夹持;若否,则控制所述驱动件由对第一毛坯的夹持状态向所述最大打开状态运动,并停留在距所述最大打开状态运动预设位移量的第一位置,然后控制所述的所述第一电磁阀均打开,使所述长度调节组件伸出,直至所述夹持板与第一毛坯接触,然后关闭所述第一电磁阀。
6.进一步地,所述“判断所述驱动板是否对第一毛坯夹持牢固”包括以下步骤:获取第一压力检测传感器的检测值,当检测值低于预定值时,则判定为否;若检测值不小于所述预定值时,获取所述驱动件的状态是否为所述最大打开状态,若没有处于所述最大打开状态,则判定为是,若处于所述最大打开状态,则判定为否;
所述第一压力检测传感器设置于所述夹持板和所述驱动件之间,用于检测所述夹持板对所述驱动件的反作用力。
7.进一步地,所述驱动件为沿所述载料盘径向方向伸缩设置的动力伸缩杆,所述最大打开状态为所述动力伸缩杆沿远离所述载料盘的中心位置方向收缩至极限的状态。
8.进一步地,所述夹持极限状态包括第一夹持极限状态和第二夹持极限状态,所述第一夹持极限状态为所述驱动件向所述载料盘中心位置完全伸出至极限的状态;所述第二夹持极限状态为所述驱动件向所述载料盘中心位置没有完全伸出且所述第一压力检测传感器的检测值不小于所述预定值的状态。
9.进一步地,该方法包括一种光学镜片的加工处理装置,该装置包括所述载料盘,所述夹持装置包括围绕所述载料盘均匀间隔设置的至少两个夹持组件,所述夹持组件包括沿远离所述载料盘依次设置的夹持板、长度调节组件及所述驱动件,所述长度调节组件包括沿所述驱动件的伸缩方向滑动设置的第一活塞腔、滑动设置于所述第一活塞腔内的第一活塞、设置于所述第一活塞板的第一活塞杆、设置于所述第一活塞和所述第一活塞腔之间的第一弹簧、连通所述第一活塞腔两端的第一液道,所述第一电磁阀设置于所述第一液道,所述第一弹簧能够向所述第一活塞提供向所述夹持板方向的弹力,所述活塞腔的轴线与其滑动方向一致,所述活塞腔远离所述活塞杆的一端和所述第一活塞杆两者之一与所述驱动件,另一与所述夹持板连接。
10.进一步地,所述夹持板为两端向所述载料盘方向弯曲的弹性弧形板,且所述弹性弧形板自中间向两端的弯曲曲率半径逐渐减小。
11.进一步地,所述载料盘的下表面水平设置有支撑板,所述支撑板上竖直设置有推杆,所述载料盘设置于所述推杆的上端部,所述推杆用于在所述驱动件从对毛坯夹持的状态切换至所述最大打开状态时,驱动所述载料盘上升预设高度。
12.有益效果本发明提供一种光学镜片的加工处理方法,包括步骤一、控制夹持装置的驱动件呈最大打开状态,将需要磨削镜片的第一毛坯放置于载料盘,观察第一毛坯是否能够通过夹持板放置于所述载料盘内;步骤二、若是,则控制所述驱动件对第一毛坯进行夹持; 若否,进行步骤三;步骤三、取能够正好通过所述夹持板的第二毛坯放置于所述载料盘内,然后控制所有的第一电磁阀均打开,并控制所述驱动件由最大打开状态切换至夹持极限状态,使长度调节组件收缩,然后控制所有的所述第一电磁阀关闭;步骤四,重复步骤一、步骤二,直至第一毛坯是否能够通过所述夹持板放置于所述载料盘内,通过这种设置方式,能够通过长度调节组件调节夹持装置的夹持范围,且调节方便简单,提高单台机床的适用范围,能够满足柔性化生产的需求。
附图说明
13.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显。
14.图1为本发明提供的一种光学镜片的加工处理方法的流程结构示意图。
15.图2为本发明提供的一种光学镜片的加工处理装置的结构示意图。
16.图3为本发明提供的一种光学镜片的加工处理装置的俯视结构示意图。
17.图4为本发明提供的一种光学镜片的加工处理装置的原理结构示意图。
18.图5为图2所示的一种光学镜片的加工处理装置中a处的局部放大结构示意图。
19.图6为图5所示的本发明提供一种光学镜片的加工处理装置中c处的局部放大结构示意图。
20.图7为本发明提供的一种光学镜片的加工处理装置中夹持板的结构示意图。
21.图8为图5所示的本发明提供一种光学镜片的加工处理装置中e处的局部放大结构示意图。
22.图9为本发明提供一种光学镜片的加工处理装置中导热活塞筒和导流筒的水平截面示意图。
23.图10为图5所示的本发明提供一种光学镜片的加工处理装置中d处的局部放大结构示意图。
24.图11为图5所示的本发明提供一种光学镜片的加工处理装置中e处的局部放大结构示意图。
25.图12为图5所示的本发明提供一种光学镜片的加工处理装置中f处的局部放大结构示意图。
26.图13为图12所示的本发明提供一种光学镜片的加工处理装置中调节组件在g-g处的局部放大结构示意图。
具体实施方式
27.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
28.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
29.本发明提供一种光学镜片的加工处理方法,作为一种具体的实施方式,参考图1,其包括以下步骤:步骤一、控制夹持装置的驱动件23呈最大打开状态,将需要磨削镜片的第一毛坯放置于载料盘1,观察第一毛坯是否能够通过夹持板21放置于所述载料盘1内;步骤二、若是,则控制所述驱动件23对第一毛坯进行夹持; 若否,进行步骤三;具体的,参考图2、图3、图5-图9,该方法包括一种光学镜片的加工处理装置,其包括底座3,底座包括水平台30、载料盘1及围绕载料盘设置的夹持装置,载料盘1位于水平台10的中心区域,夹持装置设置于水平台30上,夹持装置至少两个夹持板21均匀间隔设置于载料盘的周围,在对第一毛坯进行打磨时,需要将毛坯通过至少两个夹持板21中间的区域放置在载料盘1上,然后通过驱动件23向载料盘的中心位置伸出从而驱动夹持板对毛坯进行夹持,然后通过磨削砂轮旋转并对毛坯上表面按压打磨,从而实现对第一毛坯上表面打磨的效果,在第一毛坯的径向尺寸过大时,则第一毛坯不能通过至少两个夹持板中间围设的区域,此时就需要对夹持装置进行调整,则进行步骤三,如果第一毛坯能够通过,则控制夹持装置工作对第一毛坯进行夹持。
30.步骤三、取能够正好通过所述夹持板21的第二毛坯放置于所述载料盘1内,然后控
制所有的第一电磁阀226均打开,并控制所述驱动件23由最大打开状态切换至夹持极限状态,使长度调节组件22收缩,然后控制所有的所述第一电磁阀226关闭;具体的,夹持装置的具体结构:参考图5-图7,所述夹持装置包括围绕所述载料盘均匀间隔设置的至少两个夹持组件2,所述夹持组件2包括沿远离所述载料盘依次设置的夹持板21、长度调节组件22及所述驱动件23,所述长度调节组件22包括沿所述驱动件23的伸缩方向滑动设置的第一活塞腔221、滑动设置于所述第一活塞腔221内的第一活塞222、设置于所述第一活塞板222的第一活塞杆223、设置于所述第一活塞222和所述第一活塞腔221之间的第一弹簧224、连通所述第一活塞腔221两端的第一液道225,所述第一电磁阀226设置于所述第一液道225,所述第一弹簧224能够向所述第一活塞提供向所述夹持板方向的弹力,所述活塞腔的轴线与其滑动方向一致,所述活塞腔远离所述活塞杆的一端和所述第一活塞杆两者之一与所述驱动件,另一与所述夹持板21连接,参考图5,在水平台上设置有导向槽301,导向槽301内导向设置有滑动块302,第一活塞221与滑动块302通过螺钉可拆卸固定连接,驱动件可拆卸固定设置于水平台上。
31.夹持装置的工作原理及长度调节组件的长度调节方法为:参考图5,夹持装置工作时,通过驱动件23的驱动第一活塞腔沿导向槽滑动,从而实现驱动夹持板做夹持及释放的动作,作为具体的实施方式,驱动件23为液压伸缩杆、电动伸缩杆、气动伸缩杆中的任意一种;而长度调节组件的调节方法为:具体的,在第一活塞腔221的两侧均填充有液压流动介质,在正常夹持的状态下时,第一电磁阀226关闭,则第一活塞两侧的液压流动介质不能流动,此时第一活塞222不能活动,因此此时将驱动件的驱动力传递至夹持板作夹持或释放动作,当需要将其长度收缩时,控制第一电磁阀打开,此时第一液道225连通第一活塞腔的两端,然后控制驱动件23伸出,驱动夹持板对第二毛坯进行夹持,夹持板接触第二毛坯后停止运动,从而对长度调节组件的两端进行挤压,此时第一活塞板能够对远离第一活塞杆一侧的液压流动介质挤压,通过第一液道225流动至第一活塞腔靠近第一活塞杆的一侧,从而使第一活塞运动,达到使第一调节组件收缩的目的。
32.步骤四,重复步骤一、步骤二,直至第一毛坯是否能够通过所述夹持板21放置于所述载料盘内。
33.通过这种设置方式,能够通过长度调节组件22调节夹持装置的夹持范围,且调节方便简单,提高单台机床的适用范围,能够满足柔性化生产的需求。
34.具体的,可以理解的是,在进行步骤一时,当第一毛坯能够通过至少两个夹持板21时,此时第一毛坯可能包括两种情况,第一种情况是,第一毛坯的径向尺寸在夹持装置当前状态的夹持范围之内,夹持装置能够对第一毛坯进行牢固夹持;第二种情况是:第一毛坯径向尺寸较小,不在夹持装置当前状态的夹持范围之内,此时在夹持装置不能对第一毛坯进行牢固夹持,基于该问题,进一步地,在第一次进行所述步骤二时,在控制所述驱动件22对第一毛坯夹持后,判断所述夹持板21是否对第一毛坯夹持牢固;若是,则完成对第一毛坯的夹持;若否,则控制所述驱动件22由对第一毛坯的夹持状态向所述最大打开状态运动,并停留在距所述最大打开状态运动预设位移量的第一位置,然后控制所述的所述第一电磁阀226均打开,使所述长度调节组件22伸出,具体为,在第一电磁阀打开后,在第一弹簧的弹力224的弹力作用下能够推动第一活塞板运动,从而使第一活塞杆伸出,直至所述夹持板21
与第一毛坯接触,然后关闭所述第一电磁阀226。
35.进一步地,所述“判断所述驱动板是否对第一毛坯夹持牢固”包括以下步骤:获取第一压力检测传感器227的检测值,当检测值低于预定值时,则判定为否;若检测值不小于所述预定值时,获取所述驱动件21的状态是否为所述最大打开状态,若没有处于所述最大打开状态,则判定为是,若处于所述最大打开状态,则判定为否;所述第一压力检测传感器设置于所述夹持板和所述驱动件之间,用于检测所述夹持板对所述驱动件的反作用力,通过这种方式,在夹持装置不能对第一毛坯夹持牢固时,可以通过将长度调节组件的长度增加,从而满足夹持需求。
36.进一步地,作为具体的实施方式,所述驱动件为沿所述载料盘径向方向伸缩设置的动力伸缩杆,所述最大打开状态为所述动力伸缩杆沿远离所述载料盘的中心位置方向收缩至极限的状态。
37.进一步地,作为具体的实施方式,所述夹持极限状态包括第一夹持极限状态和第二夹持极限状态,所述第一夹持极限状态为所述驱动件向所述载料盘中心位置完全伸出至极限的状态;所述第二夹持极限状态为所述驱动件向所述载料盘中心位置没有完全伸出且所述第一压力检测传感器的检测值不小于所述预定值的状态。
38.进一步地,作为一种优选的实施方式,参考图7,所述夹持板21为两端向所述载料盘方向弯曲的弹性弧形板,且所述弹性弧形板自中间向两端的弯曲曲率半径逐渐减小,具体的,弹性弧形板可以选用不锈钢、塑料等弹性材质制成,通过将弹性弧形板这种设置,在弹性弧形板夹持毛坯时,能够使两端与毛坯先接触,然后在驱动件的推力作用下抵抗弹性弧形板的弹力使夹持板逐渐展开,从而使弹性弧形板的夹持面能够与毛坯料充分接触,保证夹持效果,且能够使夹持板满足不同尺寸的毛坯料,从而能够对不同尺寸的毛料均充分夹持,作为优选的实施方式,弹性弧形板的弹力不大于所述预定值,作为另一种优选的实施方式,在弹性弧形板上还设置有弹性层210,夹持板的夹持面为弹性层的表面,弹性层的材料选自橡胶等材质,通过设置弹性层,一方面能够增大与毛坯料的摩擦力,另一方面可以提供缓冲的作用,避免坯料损伤。
39.实施例二、该方法还包括一种光学镜片的加工处理装置,该装置包括所述载料盘1,所述夹持装置包括围绕所述载料盘均匀间隔设置的至少两个夹持组件2,所述夹持组件2包括沿远离所述载料盘依次设置的夹持板21、长度调节组件22及所述驱动件23,所述载料盘1的下表面水平设置有支撑板31,支撑板位于水平台30的下方且水平设置,所述支撑板31上竖直设置有推杆10,水平台的中间位置设置有与载料盘对应的开口301,所述载料盘1设置于所述推杆10的上端部,所述推杆10用于在所述驱动件从对毛坯夹持的状态切换至所述最大打开状态时,驱动所述载料盘1上升预设高度。
40.具体的,在对毛坯料打磨时,载料盘的下表面与支撑板31的上表面接触,从而通过支撑板对载料盘提供支撑力,毛坯料设置于载料盘上,夹持装置对毛坯料夹持,然后通过设置于载料盘上方的打磨砂轮(未示出)旋转并对毛坯上表面提供一定压力度毛坯料的上表面进行打磨,对毛坯料进行打磨完成后,打磨时通过支撑板对载料盘提供支撑力,驱动件23收缩从而使夹持装置松开毛坯料,通过在驱动件23设置位移传感器,从而获取驱动件23的伸出量,当驱动件切换至最大打开状态时,推杆10向上推出,驱动载料盘上升从而将毛坯推
出一定高度,从而便于操作人员将毛坯取走,从而提高工作效率,其中推杆10的具体驱动方式参考下文。
41.进一步地,参考图2、图4,在支撑板的上表面外绕载料盘1设置有圆筒状的围板311,在支撑板的上围绕围板311设置有锥形的导流板33,所述导流板包括位于支撑板上表面的第一段331和支撑板下表面的第二段332,支撑板31上位于第一段和围板311之间的区域设置有漏孔312,通过设置围板311能够对在推杆顶升载料盘上升时对坯料限位,避免掉落,第二段332的下端部设置有导液筒333,导液筒的内部同轴设置有导热活塞筒341,导热活塞筒341的外周面通过竖直设置的导热板3411与导液筒固定连接,导热活塞筒341的端口螺纹连接有端板341-1,内部滑动连接有第二活塞341-2,端板341-1上与导热活塞筒同轴设置有刚性的导向管341-3,所述第二活塞上设置有与导向管341-3滑动密封配合的第一导向孔341-21,导向管穿过第一导向孔341-21的端部螺纹连接有限位螺母341-22,导向管外围套设有第二压簧341-4,第二压簧的两端分别抵接于第二活塞和端板,导向管与端板固定连接。
42.进一步地,在支撑板31的下表面与推杆10同轴设置有第三活塞腔351,第三活塞腔351内滑动设置有第三活塞352,推杆10与第三活塞352连接,第三活塞腔351的下端部与导向管341-3伸出端板的一端连接,且导向管341-3和第三活塞腔351之间设置有第二电磁阀3513,第三活塞上设置有第一流通口3521,第三活塞腔351的上端部设置有第二流通口3511,第二流通口连通通过负压管35110连通有负压腔353,在负压腔和第二流通口之间设置有第三电磁阀3531,在第三活塞和支撑板之间设置有第三压簧354。
43.具体的,推杆被驱动的方式为:在对镜片毛坯打磨时,第二电磁阀和第三电磁阀均处于关闭状态,在通过砂轮对镜片毛坯打磨时,会通过泵体对镜片表面提供磨削液,磨削液能够提高磨削效果,砂轮和镜片磨削时会产生热量,因此会对经过毛坯表面的磨削液进行加热使磨削液温度升高,磨削液被导流板33导流收集流向导液筒333,从导液筒和导热活塞筒341之间流过,与导热活塞筒341和导热板341进行加热,参考图3,图5、图8、图9,在端板上设置有与大气连通的通孔,因此在第二活塞341-2在第二压簧341-4的弹力作用下能够向下方移动,在导热活塞筒内处于第二活塞的下方填充有热膨胀流动介质,在导热活塞筒和导热板被加热后,对内部的热膨胀流动介质进行加热,使其体积膨胀,此时第二电磁阀处于关闭状态,因此热膨胀流动介质不能流出,推动第二活塞341-2抵抗第二压簧341-4的弹力向上移动,并随着磨削液温度的上升推动第二压簧341压缩的幅度增大,当磨削工作完成后,夹持装置打开,此时通过控制装置9与夹持装置的驱动件和第二电磁阀、第三电磁阀连接,在驱动件处于最大打开状态时,控制第二电磁阀和第三电磁阀均打开,此时在第二压簧的作用下能够将导热活塞筒内的热膨胀流动介质通过导向管挤压至第三活塞腔351内,对第三活塞352提供向上的推动力,并通过负压腔将位于第三活塞腔位于第三活塞上方的热膨胀流动介质抽吸,从而使第三活塞抵抗第三压簧的推力向上运动,将推杆10推出,从而实现推动载料盘上升的效果;进一步地,在第三活塞抵抗第三压簧上升的同时,第三活塞下方的热膨胀流动介质通过第三活塞上的第一流通孔3521流向第三活塞的上方,然后从第二流通口353流入负压腔内,直至第二活塞上下两侧的受力均衡停止,此时推杆被推出的高度最高,此时工作人员将打磨完成的毛坯取走,然后放置新的毛坯料,此时在第二压簧的弹力作用下使导热活塞筒内的热膨胀流动介质持续流入第三活塞腔,但是由于第二压簧伸出长度
边长,弹力一变小,因此进入第三活塞腔内的流量已经变小,此时第三活塞开始缓慢下降,直至在第二活塞与限位螺母341-22接触不发生运动,则第三活塞在第三压簧的压力及负压腔的作用下快速下落,直至载料盘与支撑板接触,而工作人员可以在推杆10伸出过程中和缓慢下降的过程中对坯料更换及安装,为了使操作人员具有足够时长对坯料进行更换,则符合以下关系式:其中第二压簧的弹性系数为k1,第三压簧的弹性系数为k2,导热活塞筒内筒的横截面为s1,第三活塞筒的横截面积为s2,负压腔提供的负压为p1,其中|p1|=(0.2-0.7)p0,第一流通口的流通面积为φ1,第二流通口的流通面积为φ2,导向管的流通面积为φ3,则φ1=(0.3-0.5)φ3,φ2=(1.2-1.4)φ1,k1/ s1=(1.5-3)&1|p1/ p0|-1/2 k2/ s2,&1为调节系数,取值范围为0.85-3.7,其中p0为大气压强。
44.具体的,推杆的上述驱动方式,由于第二压簧、第三压簧和导向管的流通截面及第一流通口的流通截面、第二流通口的流通截面均为定值,在负压腔提供的负压p1值及环境温度处于3摄氏度-5摄氏度温差范围之内时,在磨削液流经导热活塞筒时的温度处于32-35摄氏度,一件坯料加工时间在10分钟以上时,推杆由开始推出到再次下落至最低位置经历的时长t为10秒-13秒,而操作者取出更换好的坯料并放置待磨削的坯料需要的时长为5-8秒,完全能够满足。
45.进一步地,作为一种具体的实施方式,底座3还包括储液箱3a,出储液箱3a用于存储磨削液,磨削液在经过导流筒后流入储液箱内,然后通过泵体(未示出)再次泵送至坯料,所述储液箱的上表面设置有与推杆10同轴设置的圆筒状的第一连接筒3a-1,所述水平台同轴设置有向下延伸设置的圆筒状的第二连接筒32,所述第二连接筒32与所述第一连接筒同轴设置在围设于所述第一连接筒的外围,所述第一连接筒的内侧壁上围绕均匀间隔轴心水平设置有至少三个刚性板3a-11,每个所述刚性板上均垂直导向设置有连接杆3a-12,所述支撑板31上设置有与所述连接杆一一对应设置的安装孔,所述连接杆的上端部通过所述安装孔与支撑板可拆卸连接,连接杆位于刚性板3a-11的下端部设置有限位板3a-14,每每个连接杆的外围均套设有第一压簧3a-13,第一压簧的一端抵靠于支撑板31,另一端抵靠于刚性板,第一连接筒3a-1与第二连接筒32连接。
46.进一步地,在负压腔353和导热活塞筒的下端面之间还设置有回流装置4,回流装置4用于在砂轮盘对夹持在夹持装置上的坯料磨削时,将负压腔353内的流动直接泵送回流至导热活塞筒;其中回流装置包括竖直设置在储液箱的顶部和支撑板31之间的至少一个第四活塞腔41,第四活塞腔内活动设置有第四活塞42,第四活塞的上表面设置有第四活塞杆43,第四活塞杆伸出第四活塞腔41的端部与支撑板31连接,储液箱的上表面还设置有第五活塞腔353a,第五活塞腔内设置有第五活塞353b,第五活塞腔的第一端面与第五活塞之间设置有拉簧353c,拉簧353c能够向第五活塞提供向第一端面的拉力,负压腔353为位于第五活塞远离第一端面一侧的腔体,导热活塞筒下端部设置有第一进液口341-5,第四活塞腔的下端部设置有与负压腔连通的第一液口410和与导热活塞筒下端部连通的第二液口411,且第一液口410处设置有允许流动介质单向流入第四活塞腔的第一单向阀412,第二液口设置有允许流动介质单向流出第四活塞腔的第二单向阀413具体的,参考图2、图4、图11,储液槽置于地面上,提供支撑力,在没有进行磨削工作时,在第一压簧的弹力作用下使限位块3a-14抵靠在水平限位板323上进行限位,对第一弹簧进行一定程度的压缩,从而通过第一弹簧的弹力对支撑板提供支撑力,支撑板对水平
台提供支撑力,其中回流装置4的工作原理为:在对夹持在夹持装置的坯料进行磨削时,砂轮盘对坯料提供竖直向下的压力并同时旋转,从而实现对坯料的磨削,通过设置第一压簧3a-13,能够在磨削的过程中提供一定的缓冲效果,避免在磨削过程中受力不均对坯料产生损坏,且在磨削的过程中使支撑板和储液槽之间会产生一定幅度的位移变化,此时能够推动第四活塞杆在竖直方向进行往复运动,带动第四活塞往复运动,参考图,在第四活塞往上运动时,能够在第四活塞腔的下侧产生负压,在负压的作用下第一单向阀412被打开,对负压腔产生抽吸效果,从而将负压腔内的热膨胀流动介质抽吸入第四活塞腔内,并且在负压的作用下能够驱动第五活塞运动对拉簧353c进行拉伸,在第四活塞竖直向下运动时,对第四活塞腔下方的空间进行挤压,从而使其内部压强升高,此时第一单向阀412关闭,第二单向阀413被顶开,第四活塞腔内的热膨胀流动介质被挤压至导热活塞筒内部,在磨削工作的过程中如此往复上述动作,从而实现将负压腔内部的热膨胀流动介质回流泵送至导热活塞筒内部,并在将负压腔内部的热膨胀流动介质回流至导热活塞筒内部时,能够对拉簧353c再次拉伸,从而能够通过拉簧对负压腔内提供负压。
47.进一步地,作为一种优选的实施方式,可以理解的是,在磨削工作时,支撑板在竖直方向上的浮动位移较小,因此可以在支撑板和储液槽的上方设置位移放大装置(图中未示出),从而将支撑板的竖直位移放大,提高第四活塞的运动浮动,从而提高回流泵送的效果;作为一种具体的实施方式,位移放大装置可以为竖直设置在支撑板和储液槽顶部之间的横截面大于第四活塞腔的柱状腔,柱状腔底部设置在储液槽的顶部,上部同轴设置且互相连通的第一波纹管,第一波纹管与支撑板下表面连接,并且在第一波纹管和柱状腔内部填充有液压流动介质,此时将第四活塞腔设置于储液槽的顶部,第四活塞杆的顶部连接有第二波纹管,第二波纹管的顶部与支撑板下表面连接,且第一波纹管和第二波纹管连通,第一波纹管的横街面积大于第二波纹管的横截面积,通过这种设置方式,在支撑板和储液槽之间的位移量发生变化时,使第一波纹管的长度发生变化,从而带动第二波纹管的长度发生变化,由于第一波纹管的横街面积大于第二波纹管的横截面积,因此第一波纹管的长度变化量大于第二波纹管的长度变化量,从而实现位移放大的效果。
48.进一步地,参考图5、图10-图13,作为优选的实施方式,第二连接筒和第一连接筒的连接方式为:第二连接筒的内侧壁设置有与推杆10同轴设置的环形滑槽321,环形滑槽内围绕推杆均匀间隔设置有多个滑块322,滑块322与支撑板可拆卸固定连接,且滑块的上端面和下端面分别与环形滑槽的上侧面和下侧面限位配合,第一连接筒3a-1的外侧壁上还均匀间隔设置有至少三个限位块3a-14,第二连接筒32的内周面上设置有与至少是哪个限位块3a-14一一对应的至少三个水平限位板323及设置于水平限位板端部的倾斜板324,倾斜板设置在水平限位板的上游方向,上游方向为胚料被磨削时砂轮盘旋转方向的上游,具体的,可以理解的是,在磨削工作过程中,在砂轮盘对坯料压力较大等现象时,会导致砂轮盘和坯料之间的摩擦力过大,因此会出现坯料损坏的现象,本技术通过上述设置方式,在砂轮盘与坯料之间摩擦力过大时,砂轮盘通过摩擦力对坯料提供绕推杆轴线旋转的力,坯料也通过夹持装置对第一连接筒提供一旋转力,由于切斜板的设置,会对限位块提供限位效果,因此此时第一连接筒和第二连接筒之间不会相对转动,当摩擦力过大时,此旋转力也过大,则会驱动第一连接筒和第二连接筒发生相对转动,限位块沿倾斜板向上发生相对滑动,带动支撑板和水平台抵抗第一压簧的弹力向下运动,从而带动坯料向下运动一定幅度,降低
砂轮盘与坯料之间的压力,降低摩擦力,从而能够对坯料产生保护效果。
49.进一步地,可以理解的是,由于不同尺寸的坯料摩擦盘对坯料产生的摩擦力也不相同,因此对倾斜板324的倾斜度要求也不相同,作为一种具体的实施方式,参考图11、图12,在第二连接筒上还设置有用于调节倾斜板倾斜度的调节组件325,倾斜板324的一端与水平限位板323销轴连接,调节组件包括沿远离水平限位板的方向滑动设置在倾斜板下表面的滑动凸耳3251,水平设置于第二连接筒上的调节板3252,转动设置于,调节板上且竖直设置的转动套3253,转动套上位于调节板的上方设置有限位凸台32531,位于调节板的下方卡接有限位卡簧32532,转动套螺纹连接有调节螺杆3254,调节螺杆的上端部与滑动凸耳3251通过水平销轴3255连接,水平销轴与滑动凸耳3251的滑动方向垂直,通过这种设置方式,可以通过驱动转动套转动的方式调节调节螺杆的长度,从而实现调节倾斜板的倾斜度。
50.以上描述仅为本技术的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1