一种汽车刹车盘的制备装置及方法与流程
1.本发明涉及汽车刹车盘制备技术领域,具体涉及一种汽车刹车盘的制备装置及方法。
背景技术:
2.汽车的制动方式有两种,即盘式刹车和鼓式刹车。由于盘式刹车相较鼓式刹车散热性好,在高速制动状态下,不容易产生热衰退。因此,现在很多中高级轿车采用全盘式刹车。盘式制动器主要零部件有制动盘、分泵、制动钳、油管等,制动盘固定在车轮上,随车轮转动,分泵固定在制动器的底板上,制动钳上的两个摩擦闸片分别装在制动盘的两侧。汽车刹车盘在制造加工时,固定性能较差,使得加工时容易产生震动力,从而影响汽车刹车盘制造加工品质的问题,因此,本发明提出一种汽车刹车盘的制备装置及方法。
3.现有技术中,提出了公开号为cn114800094a,公开日为2022年07月29日的中国发明专利文件,来解决上述技术问题,该专利文献所公开的技术方案如下:一种汽车刹车盘的制备装置及方法,涉及制动材料的制备技术领域,包括制备机床主体、防护玻璃盖、控制屏、出料口和固定底座,所述制备机床主体的表面活动安装有密封盖,所述制备机床主体的正面且位于密封盖的左侧固定安装有控制屏。本发明通过动力电机提供动力,带动旋转轴和打磨片进行旋转,达到旋转打磨加工件的功能,配合打磨片旋转经过防护套内部,使得清理垫与打磨片表面接触,达到清理垫摩擦打磨片表面碎屑的功能,利用摩擦力和清理毛刷的清扫功能,达到清扫碎屑功能,解决了废屑反弹到打磨片上,使得打磨片在旋转切割时,造成打磨片二次磨损的问题,有利于装置增加防护功能,提高装置的使用寿命。
4.上述技术方案在实际使用过程中,会出现以下问题:
5.现有的汽车刹车盘制备装置的铸件模具一般为一体式模具,不便于进行脱模;现有的汽车刹车盘制备装置对刹车盘进行打磨精细加工使,对于刹车盘的固定不够稳定,在打磨时容易造成加工出现偏差。
技术实现要素:
6.本发明提供一种汽车刹车盘的制备装置及方法,以解决上述背景技术中提出的问题。
7.为解决上述技术问题,本发明所采用的技术方案是:
8.第一方面,一种汽车刹车盘的制备装置,包括汽车刹车盘制备装置主体,所述汽车刹车盘制备装置主体包括有刹车盘模具安装架,所述刹车盘模具安装架的前端固定安装有刹车盘打磨架,所述刹车盘模具安装架的上方固定安装有液压装置,所述刹车盘模具安装架的上表面设置有汽车刹车盘压铸模具机构,所述刹车盘打磨架的上表面固定安装有刹车盘打磨机构,所述汽车刹车盘压铸模具机构包括有组合模具、模具底座和伸缩固定杆,所述模具底座的下表面固定安装有底部液压伸缩杆,所述底部液压伸缩杆的底部与刹车盘模具安装架的内表面底部固定连接,所述刹车盘打磨机构包括有电机、螺纹杆、移动板、上端压
合环和下端压合环,所述电机的下表面与刹车盘打磨架的顶部上表面固定连接。
9.本发明技术方案的进一步改进在于:所述组合模具的下表面与刹车盘模具安装架的上表面相接触,所述组合模具对称设置有两组,两组所述组合模具的相接触的侧表面设置有相互适配的卡接槽和卡接块,组合模具与模具底座组成刹车盘铸造的下模具,组合模具与模具底座采用组合式便于在刹车盘铸造结束后便于进行脱模。
10.本发明技术方案的进一步改进在于:所述模具底座的外表面与组合模具的内表面卡接,所述模具底座的外侧表面固定安装有组合模具固定块,两组所述组合模具的侧表面均设置有与组合模具固定块相适配的卡合槽,伸缩固定杆内部的挤压弹力柱利用弹性将伸缩活动推杆推出伸缩固定杆对组合模具进行挤压固定。
11.本发明技术方案的进一步改进在于:所述模具底座的上方设置有上模具,所述上模具的上表面与液压装置的输出端固定连接,所述上模具与组合模具相适配,底部液压伸缩杆工作上升使模具底座的底部与伸缩固定杆的底部卡接,组合模具固定块从外侧对组合模具进行卡接固定限位组成一个完整的刹车盘铸件下模具。
12.本发明技术方案的进一步改进在于:所述伸缩固定杆的一端与刹车盘模具安装架的侧表面固定连接,所述伸缩固定杆的内部固定安装有挤压弹力柱,所述挤压弹力柱的一端固定安装有伸缩活动推杆,所述伸缩活动推杆的外表面与伸缩固定杆的内表面滑动连接,所述伸缩活动推杆的一端与组合模具的侧表面固定连接,液压装置使上模具下移对铸件压制成型后,底部液压伸缩杆下移使模具底座、组合模具互相分离便于进行脱模,提升刹车盘的制备效率。
13.本发明技术方案的进一步改进在于:所述电机的输出轴与螺纹杆的上端固定连接,所述螺纹杆的上端外表面与刹车盘打磨架的顶部内壁转动连接,所述螺纹杆的下端与刹车盘打磨架的上表面转动连接,电机工作带动螺纹杆转动,限位杆起到限位的作用。
14.本发明技术方案的进一步改进在于:所述螺纹杆的一侧设置有限位杆,所述限位杆的上下两端分别与刹车盘模具安装架的内表面固定连接,所述移动板的一侧内壁与螺纹杆的外表面螺纹连接,所述移动板的另一侧内壁与限位杆的外表面滑动连接,移动板在螺纹杆与限位杆的配合作用下带着上端压合环下移与下端压合环相互配合对刹车盘铸件进行夹持固定,使其稳定。
15.本发明技术方案的进一步改进在于:所述上端压合环的上表面与移动板的下表面固定连接,所述上端压合环与下端压合环的表面均固定安装有吸盘,所述下端压合环的下表面固定安装有缓冲柱,所述缓冲柱的内部固定安装有弹性垫片,所述缓冲柱的下端与刹车盘打磨架的上表面固定连接,所述下端压合环的中部与两侧均转动安装有打磨辊,所述打磨辊的底部设置有动力组件,所述打磨辊的外表面套接有打磨圈,缓冲柱与弹性垫片利用弹力在下端压合环的下端对下端压合环进行弹性缓冲,打磨辊转动使打磨圈对刹车盘进行打磨。
16.第二方面,现提出一种汽车刹车盘的制备方法,包括以下步骤:
17.步骤一、制备铸件混料;
18.步骤二、使用模具压铸成型;
19.步骤三、对铸件细加工。
20.本发明技术方案的进一步改进在于:所述步骤一还包括将碳纤维与氨酚醛树脂按
照5:4的比例进行混合,制作成预浸料,然后放置加热设备中进行烘干,烘干温度为75~85℃,烘干时间为1h,所述步骤二还包括将预浸料放置到组合模具、模具底座组成的刹车盘铸造模具中,在放置前在组合模具、模具底座、上模具的表面涂抹脱模剂,启动液压装置,上模具对铺覆在组合模具、模具底座腔内的预浸料实施预压制,持续1.5h,预压制结束后,液压机进行二次加压,结束后等待模具冷却取出进行浸渗固化处理,所述步骤三还包括将铸件放置到刹车盘打磨架上进行精细的加工,上端压合环、下端压合环对铸件固定,打磨辊对铸件的外圆、内圆进行打磨,打磨后配合打孔装置对加工件进行压制出孔,制备结束,汽车刹车盘的制备装置和汽车刹车盘的制备方法相互配合制备刹车盘,不仅可以提升刹车盘的制备效率,同时能够保证刹车盘的质量。
21.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
22.1、本发明提供一种汽车刹车盘的制备装置及方法,通过汽车刹车盘压铸模具机构和刹车盘打磨机构相互配合,组合模具与模具底座组成刹车盘铸造的下模具,组合模具与模具底座采用组合式便于在刹车盘铸造结束后便于进行脱模,解决现有的汽车刹车盘制备装置的铸件模具一般为一体式模具,不便于进行脱模,电机、螺纹杆相互配合使上端压合环与下端压合环对刹车盘铸件进行固定,转动对其进行打磨细加工处理。
23.2、本发明提供一种汽车刹车盘的制备装置及方法,通过安装汽车刹车盘压铸模具机构,组合模具相互卡接,伸缩固定杆内部的挤压弹力柱利用弹性将伸缩活动推杆推出伸缩固定杆对组合模具进行挤压固定,底部液压伸缩杆工作上升使模具底座的底部与伸缩固定杆的底部卡接,组合模具固定块从外侧对组合模具进行卡接固定限位组成一个完整的刹车盘铸件下模具,液压装置使上模具下移对铸件压制成型后,底部液压伸缩杆下移使模具底座、组合模具互相分离便于进行脱模,提升刹车盘的制备效率。
24.3、本发明提供一种汽车刹车盘的制备装置及方法,通过安装刹车盘打磨机构,将刹车盘铸件置于下端压合环的上表面,确保打磨圈与铸件的中心通孔卡接,电机工作带动螺纹杆转动,限位杆起到限位的作用,移动板在螺纹杆与限位杆的配合作用下带着上端压合环下移与下端压合环相互配合对刹车盘铸件进行夹持固定,使其稳定,缓冲柱与弹性垫片利用弹力在下端压合环的下端对下端压合环进行弹性缓冲,打磨辊转动使打磨圈对刹车盘进行打磨。
25.4、本发明提供一种汽车刹车盘的制备装置及方法,通过汽车刹车盘的制备装置和汽车刹车盘的制备方法相互配合制备刹车盘,不仅可以提升刹车盘的制备效率,同时能够保证刹车盘的质量。
附图说明
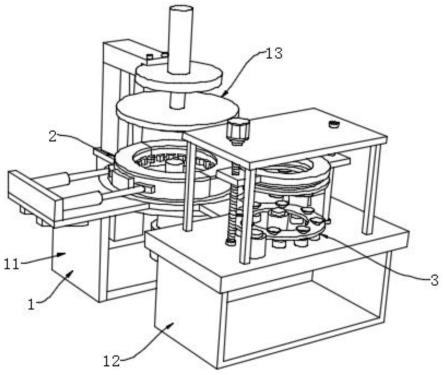
26.图1为本发明的结构示意图;
27.图2为本发明的结构汽车刹车盘压铸模具机构示意图;
28.图3为本发明的结构汽车刹车盘压铸模具机构分离示意图;
29.图4为本发明的结构刹车盘打磨机构示意图。
30.图5为本发明的结构缓冲柱剖面示意图;
31.图6为本发明的结构汽车刹车盘制备方法流程示意图。
32.图中:1、汽车刹车盘制备装置主体;11、刹车盘模具安装架;12、刹车盘打磨架;13、
液压装置;2、汽车刹车盘压铸模具机构;21、组合模具;22、模具底座;221、上模具;222、组合模具固定块;23、伸缩固定杆;231、挤压弹力柱;232、伸缩活动推杆;24、底部液压伸缩杆;3、刹车盘打磨机构;31、电机;32、螺纹杆;321、限位杆;33、移动板;34、上端压合环;35、下端压合环;36、缓冲柱;361、弹性垫片;37、打磨辊;371、打磨圈。
具体实施方式
33.下面结合实施例对本发明做进一步详细说明:
34.实施例1
35.如图1-6所示,本发明提供了一种汽车刹车盘的制备装置,包括汽车刹车盘制备装置主体1,汽车刹车盘制备装置主体1包括有刹车盘模具安装架11,刹车盘模具安装架11的前端固定安装有刹车盘打磨架12,刹车盘模具安装架11的上方固定安装有液压装置13,刹车盘模具安装架11的上表面设置有汽车刹车盘压铸模具机构2,刹车盘打磨架12的上表面固定安装有刹车盘打磨机构3,汽车刹车盘压铸模具机构2包括有组合模具21、模具底座22和伸缩固定杆23,模具底座22的下表面固定安装有底部液压伸缩杆24,底部液压伸缩杆24的底部与刹车盘模具安装架11的内表面底部固定连接,刹车盘打磨机构3包括有电机31、螺纹杆32、移动板33、上端压合环34和下端压合环35,电机31的下表面与刹车盘打磨架12的顶部上表面固定连接,组合模具21的下表面与刹车盘模具安装架11的上表面相接触,组合模具21对称设置有两组,两组组合模具21的相接触的侧表面设置有相互适配的卡接槽和卡接块,模具底座22的外表面与组合模具21的内表面卡接,模具底座22的外侧表面固定安装有组合模具固定块222,两组组合模具21的侧表面均设置有与组合模具固定块222相适配的卡合槽,汽车刹车盘压铸模具机构2和刹车盘打磨机构3相互配合,组合模具21与模具底座22组成刹车盘铸造的下模具,组合模具21与模具底座22采用组合式便于在刹车盘铸造结束后便于进行脱模,电机31、螺纹杆32相互配合使上端压合环34与下端压合环35对刹车盘铸件进行固定,27转动对其进行打磨细加工处理。
36.实施例2
37.如图1-6所示,在实施例1的基础上,本发明提供一种技术方案:模具底座22的上方设置有上模具221,上模具221的上表面与液压装置13的输出端固定连接,上模具221与组合模具21相适配,伸缩固定杆23的一端与刹车盘模具安装架11的侧表面固定连接,伸缩固定杆23的内部固定安装有挤压弹力柱231,挤压弹力柱231的一端固定安装有伸缩活动推杆232,伸缩活动推杆232的外表面与伸缩固定杆23的内表面滑动连接,伸缩活动推杆232的一端与组合模具21的侧表面固定连接,组合模具21相互卡接,伸缩固定杆23内部的挤压弹力柱231利用弹性将伸缩活动推杆232推出伸缩固定杆23对组合模具21进行挤压固定,底部液压伸缩杆24工作上升使模具底座22的底部与伸缩固定杆23的底部卡接,组合模具固定块222从外侧对组合模具21进行卡接固定限位组成一个完整的刹车盘铸件下模具,液压装置13使上模具221下移对铸件压制成型后,底部液压伸缩杆24下移使模具底座22、组合模具21互相分离便于进行脱模,提升刹车盘的制备效率。
38.实施例3
39.如图1-6所示,在实施例1的基础上,本发明提供一种技术方案:电机31的输出轴与螺纹杆32的上端固定连接,螺纹杆32的上端外表面与刹车盘打磨架12的顶部内壁转动连
接,螺纹杆32的下端与刹车盘打磨架12的上表面转动连接,螺纹杆32的一侧设置有限位杆321,限位杆321的上下两端分别与刹车盘模具安装架11的内表面固定连接,移动板33的一侧内壁与螺纹杆32的外表面螺纹连接,移动板33的另一侧内壁与限位杆321的外表面滑动连接,上端压合环34的上表面与移动板33的下表面固定连接,上端压合环34与下端压合环35的表面均固定安装有吸盘,下端压合环35的下表面固定安装有缓冲柱36,缓冲柱36的内部固定安装有弹性垫片361,缓冲柱36的下端与刹车盘打磨架12的上表面固定连接,下端压合环35的中部与两侧均转动安装有打磨辊37,打磨辊37的底部设置有动力组件,打磨辊37的外表面套接有打磨圈371,将刹车盘铸件置于下端压合环35的上表面,确保打磨圈371与铸件的中心通孔卡接,电机31工作带动螺纹杆32转动,限位杆321起到限位的作用,移动板33在螺纹杆32与限位杆321的配合作用下带着上端压合环34下移与下端压合环35相互配合对刹车盘铸件进行夹持固定,使其稳定,缓冲柱36与弹性垫片361利用弹力在下端压合环35的下端对下端压合环35进行弹性缓冲,打磨辊37转动使打磨圈371对刹车盘进行打磨。
40.实施例4
41.如图1-6所示,在实施例1的基础上,本发明提出一种汽车刹车盘的制备方法,包括以下步骤:
42.步骤一、制备铸件混料,步骤一还包括将碳纤维与氨酚醛树脂按照5:4的比例进行混合,制作成预浸料,然后放置加热设备中进行烘干,烘干温度为75~85℃,烘干时间为1h;
43.步骤二、使用模具压铸成型,步骤二还包括将预浸料放置到组合模具21、模具底座22组成的刹车盘铸造模具中,在放置前在组合模具21、模具底座22、上模具221的表面涂抹脱模剂,启动液压装置13,上模具221对铺覆在组合模具21、模具底座22腔内的预浸料实施预压制,持续1.5h,预压制结束后,液压机进行二次加压,结束后等待模具冷却取出进行浸渗固化处理;
44.步骤三、对铸件细加工,步骤三还包括将铸件放置到刹车盘打磨架12上进行精细的加工,上端压合环34、下端压合环35对铸件固定,打磨辊37对铸件的外圆、内圆进行打磨,打磨后配合打孔装置对加工件进行压制出孔,制备结束。
45.下面具体说一下该汽车刹车盘的制备装置及方法的工作原理。
46.如图1-6所示,首先,组合模具21相互卡接,伸缩固定杆23内部的挤压弹力柱231利用弹性将伸缩活动推杆232推出伸缩固定杆23对组合模具21进行挤压固定,底部液压伸缩杆24工作上升使模具底座22的底部与伸缩固定杆23的底部卡接,组合模具固定块222从外侧对组合模具21进行卡接固定限位组成一个完整的刹车盘铸件下模,然后,液压装置13使上模具221下移对铸件压制成型,底部液压伸缩杆24下移使模具底座22、组合模具21互相分离便于进行脱模,最后,将刹车盘铸件置于下端压合环35的上表面,确保打磨圈371与铸件的中心通孔卡接,电机31工作带动螺纹杆32转动,移动板33在螺纹杆32与限位杆321的配合作用下带着上端压合环34下移与下端压合环35相互配合对刹车盘铸件进行夹持固定,使其稳定,打磨辊37转动使打磨圈371对刹车盘进行打磨。
47.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1