磨床及其控制方法及系统、设备、计算机可读存储介质与流程
本发明涉及磨床,具体提供一种磨床、磨床的控制方法及系统、计算机设备、计算机可读存储介质。
背景技术:
1、磨床是对硬脆材料进行磨削加工的设备。如磨床通常包括上料上料装置、进给滑台装置以及磨削装置。以硬脆材料为硅棒为例,如首先将开方后的硅棒固定至上料装置,在对硅棒所处的位置和姿态进行初步调节后,将硅棒送达至进给滑台装置的两个夹头之间,如两个夹头可以均为动夹头,或者两个夹头中的一个为动夹头而另一个为定夹头。通过硅棒的轴向运动,将硅棒送达对应于磨削装置的位置,基于此,便可对硅棒的其中一组待磨削面进行相应的磨削加工。之后,通过使硅棒旋转,从而转动至第二组待磨削面,基于此便对该第二组待磨削面进行相应的磨削加工。
2、磨削加工主要包括在先的粗磨作业和在后的精磨作业,相应地,磨削装置主要包括负责粗磨作业的粗磨砂轮和负责精磨作业的精磨砂轮。如前所述对于同一组磨削面而言,需要配置一对的粗磨砂轮一对精磨砂轮,加之粗磨砂轮和精磨砂轮还需要分别配置两个驱动传动机构,一个为用于实现粗/精磨砂轮靠近/远离硅棒的驱动传动机构(移动),另一个为用于实现粗/精磨砂轮对硅棒进行磨削的驱动传动机构(转动),这将导致磨削装置相对磨床整体在体积上具有相当的占比。由于对应于的粗磨砂轮和精磨砂轮的运动形式以及作业顺序具有相当的关联性,因此,如何针对二者在空间上的布置进行整合,尚存一定的提升空间。
技术实现思路
1、为了至少一定程度地解决上述技术问题,提出本发明。具体而言,如何在尽可能地保证磨削功能仍能够实现的前提下实现磨削装置的结构的紧凑化,是本发明要解决的技术问题。
2、在第一方面,本发明提供了一种磨床,该磨床包括:1)固定基座;2)横梁滑台组件,其包括:横梁,其能够相对所述固定基座滑动;以及滑台,其能够相对所述横梁滑动;3)磨削组件,其包括:粗磨砂轮;以及精磨砂轮;其中,所述精磨砂轮和所述粗磨砂轮中的其中一个形成有沿其轴向分布的预留空间,所述精磨砂轮和所述粗磨砂轮中的另一个的至少一部分能够容纳于所述预留空间,以便:在所述精磨砂轮和所述粗磨砂轮中的一个处于工作状态的情形下,所述精磨砂轮和所述粗磨砂轮中的另一个的靠近待加工件的端部容纳于所述预留空间并因此不干涉所述粗磨砂轮的磨削作业;其中,所述磨削组件固定设置于所述滑台。
3、通过这样的构成,能够谋求通过将粗磨砂轮和精磨砂轮进行空间上的整合的方式,使得磨削组件的结构更为紧凑。由于节省了粗磨砂轮和精磨砂轮转换所需的时间,因此能够有效地提高磨削效率。
4、可以理解的是,本领域技术人员可以根据实际需求确定粗磨砂轮和精磨砂轮之间的相对位置,如可以是粗磨砂轮在外精磨砂轮在内,也可以是精磨砂轮在外而粗磨砂轮在内。
5、可以理解的是,本领域技术人员可以根据实际需求确定预留空间的构造方式以及位于径向内侧的精/粗磨砂轮如何实现其相对预留空间的位置变化。以粗磨砂轮位于径向内侧为例,如除了精磨砂轮自身中部与预留空间相适配的第一部分“掏空”,还包括与精磨砂轮相关联的部件的第二部分“掏空”,或者该第二部分“掏空”可以通过额外增设的部件形成或者二者的结合(额外增设的部件和与精磨砂轮相关联的部件相结合)形成等。
6、仍以粗磨砂轮位于径向内侧为例,此外,可以理解的是,本领域技术人员可以根据实际需求确定粗磨砂轮在处于非工作状态时(无法磨削待加工件的位置)的位置状态。如在粗磨砂轮处于非工作状态期间,其可以处于某一固定的位置或者可以处于可选的某几个位置之一。示例性地,沿轴向相对精磨砂轮的位置设定有三个,第一位置为与精磨砂轮的端面大致对齐的位置、第二位置为相对精磨砂轮的端面略缩回的位置、第三位置为相对精磨砂轮的端面明显缩回的位置。如在频繁使用磨床期间,可以使粗磨砂轮处于非工作状态期间位于第二位置或者第三位置,在磨床处于生产阶段和使用阶段的期间或者是当前作业中的最后一次粗磨作业结束的情形下,可以使粗磨砂轮位于第一位置。
7、对于上述磨床,在一种可能的实施方式中,所述磨削组件包括复合轴,所述复合轴包括:第一传动轴,其为筒状结构,所述筒状结构与所述精磨砂轮连接;以及第二传动轴,其至少一部分容纳于所述筒状结构内,所述第二传动轴与所述粗磨砂轮连接。
8、通过这样的构成,给出了与粗磨砂轮和精磨砂轮相对应的一种轴的结构形式并给出了安装空间的形成方式。
9、对于上述磨床,在一种可能的实施方式中,所述磨削组件包括:第一驱动部件,其能够驱动所述精磨砂轮和/或所述粗磨砂轮转动以进行相应的磨削作业;以及第二驱动部件,其能够与所述第二传动轴驱动连接,以便:通过所述第二驱动部件驱动所述第二传动轴沿其轴向移动从而带动位于径向内侧的所述粗磨砂轮或者所述精磨砂轮在工作状态和非工作状态之间切换。
10、通过这样的构成,给出了粗磨砂轮和精磨砂轮实现其运动的具体形式。
11、可以理解的是,本领域技术人员可以根据实际需求确定第一/第二驱动部件的具体形式、其与第一/第二传动轴的的驱动连接(直接连接或者借助于传动机构连接)的方式及其在磨削装置的设置位置等。
12、对于上述磨床,在一种可能的实施方式中,所述磨削组件包括安装基体,所述安装基体形成或者形成有安装空间,所述第一驱动部件的至少一部分容纳于所述安装空间。
13、通过这样的构成,给出了实现第一驱动部件内置的一种具体的实现方式。
14、可以理解的是,本领域技术人员可以根据实际需求确定实现第一驱动部件内置的具体结构以及根据实际需求将第一驱动部件的一部分内置或者全部内置等。
15、可以理解的是,本领域技术人员可以根据实际需求确定安装基体的结构形式、个数及其构成磨削组件的具体方式。如安装基体可以凭自身形成有安装空间或者与其他部件共同形成安装空间。
16、对于上述磨床,在一种可能的实施方式中,所述安装基体为壳状结构,所述壳状结构与所述第一传动轴形成所述安装空间。
17、通过这样的构成,给出了安装基体的一种具体形式以及相应的安装空间的一种具体的构造方式。
18、对于上述磨床,在一种可能的实施方式中,所述第一驱动部件驱动所述第一传动轴和所述第二传动轴同步转动。
19、通过这样的构成,给出了第一驱动部件与复合轴之间的一种具体的驱动连接关系。
20、可以理解的是,本领域技术人员可以根据实际需求确定第一驱动部件的具体形式、设置位置及其实现同步第一传动轴和第二传动轴的具体方式等。如可以是:第一驱动部件包括两个,两个第一驱动部件通过联动的方式驱动第一传动轴和第二传动轴同步转动;第一驱动部件与第一传动轴和第二传动轴中的一个连接,第一传动轴和第二传动轴之间周向联接从而能够在第一驱动部件的带动下实现同步转动;驱动部件可以与第一/第二传动轴直接连接或者通过传动机构间接连接;等。
21、同理,可以理解的是,本领域技术人员可以根据实际需求确定第二驱动部件的结构形式、个数、设置位置及其与第二传动轴的连接方式等。如第二驱动部件与第二传动轴之间实现驱动连接可以是直接连接也可以是间接连接(中间设置有传动机构)。
22、对于上述磨床,在一种可能的实施方式中,所述第二驱动部件设置于所述安装基体。
23、通过这样的构成,给出了第二驱动部件的一种具体的结构形式。
24、可以理解的是,本领域技术人员可以根据实际需求确定第二驱动部件设置于安装基体上的具体位置以及相应的安装方式。举例而言,可以将第二驱动部件直接安装在安装基体的表面,或者也可以在安装基体的表面或者内部加工出与第二驱动部件相对应的安装空间等。
25、对于上述磨床,在一种可能的实施方式中,所述第二驱动部件设置于所述安装基体上对应于所述第二传动轴的周向外侧的位置。
26、通过这样的构成,给出了第二驱动部件的一种具体的设置方式。
27、具体而言,与将第二驱动部件设置于复合轴的端部相比,通过将第二驱动部件设置于复合轴的周向外侧的方式能够节省相应的轴向空间,因此有望提高磨削组件的结构紧凑性。
28、可以理解的是,本领域技术人员可以根据实际需求确定第二驱动部件在复合轴的周向外侧的具体设置位置及其驱动第二传动轴移动的具体方式。如可以直接设置在复合轴的外侧,也可以是借助于一个增设的中间结构设置于复合轴。可以是直接驱动或者借助于传动机构间接驱动。以借助于传动机构为例间接驱动第二传动轴为例,本领域技术人员可以根据实际需求确定传动机构的形式及其在磨削组件上的设置方式。
29、对于上述磨床,在一种可能的实施方式中,所述第二驱动部件通过丝杠螺母副与所述第二传动轴连接。
30、通过这样的构成,给出了第二驱动部件与第二传动轴的一种具体的连接方式。
31、对于上述磨床,在一种可能的实施方式中,所述第二传动轴配置有旋转支撑部件,所述第二驱动部件的动力输出端与丝杠螺母副的丝杠连接,所述丝杠螺母副的螺母与所述旋转支撑部件相连接。
32、对于上述磨床,在一种可能的实施方式中,所述旋转支撑部件为轴承箱。
33、通过这样的构成,给出了旋转支撑部件的一种具体的连接方式。
34、对于上述磨床,在一种可能的实施方式中,所述磨削组件包括连接座,所述丝杠螺母副的螺母与所述连接座固定连接,所述连接座与与所述旋转支撑部件固定连接。
35、通过这样的构成,给出了丝杠螺母副与第二传动轴之间的一种具体的连接方式。
36、可以理解的是,本领域技术人员可以根据实际需求确定连接座的具体结构形式及其设置位置等。
37、对于上述磨床,在一种可能的实施方式中,所述磨削组件包括直线导轨,所述连接座能够沿所述直线导轨滑动。
38、通过这样的构成,能够谋求第二驱动部件与第二传动轴之间的驱动连接能够更可靠地得以实现。
39、可以理解的是,本领域技术人员可以根据实际需求确定直线导轨在磨削组件中的设置位置以及固接方式等。
40、对于上述磨床,在一种可能的实施方式中,所述第一传动轴和第二传动轴之间设置有直线轴承。
41、通过这样的构成,给出了复合轴的第一传动轴和第二传动轴之间的一种具体的连接方式。
42、对于上述磨床,在一种可能的实施方式中,所述检测组件包括:探针安装板,其上设置有多个探针;第三驱动部件,其能够驱动所述探针安装板及其上的多个探针相对所述磨削组件向靠近/远离待加工件的方向移动。
43、通过这样的构成,给出了检测组件的可能的结构形式。
44、如第三驱动部件为滑台气缸、液压缸、滑台电缸、电机丝杠等。
45、对于上述磨床,在一种可能的实施方式中,所述检测组件包括探针壳体,所述第三驱动部件设置于所述探针壳体,所述探针安装板以可以沿靠近/远离待加工件的方向伸缩的方式设置于所述探针壳体。
46、通过这样的构成,给出了检测组件的一种具体的结构形式。
47、在第二方面,本发明提供了一种磨床的控制方法,所述磨床包括固定基座、横梁滑台组件和磨削组件,其中,所述精磨砂轮和所述粗磨砂轮中的其中一个形成有沿其轴向分布的预留空间,所述精磨砂轮和所述粗磨砂轮中的另一个的至少一部分能够容纳于所述预留空间,所述控制方法包括:使所述横梁滑台组件的横梁相对所述固定基座滑动,以使得所述磨削组件沿待加工件的轴向运动;并且/或者使所述滑台相对所述横梁滑动,以使得固定设置于所述滑台的所述磨削组件以靠近/远离待加工件的方式运动;并且/或者使所述精磨砂轮和/或所述粗磨砂轮转动,以使得处于工作状态的精磨砂轮或者所述粗磨砂轮能够进行相应的磨削作业;并且/或者使至少一部分容纳于所述预留空间的所述精磨砂轮或者所述粗磨砂轮以靠近/远离待加工件的方式运动,以便:使所述精磨砂轮和所述粗磨砂轮中的一个处于工作状态,并且在所述精磨砂轮和所述粗磨砂轮中的一个处于工作状态的情形下,所述精磨砂轮和所述粗磨砂轮中的另一个不干涉其磨削作业。
48、通过这样的构成,给出了磨床实现其磨削作业的过程。
49、并且,显然该控制方法具有前述任一项所述的磨床的所有技术效果,在此不再赘述。
50、以及,需要特别说明的是,前述任一项所述的磨床只是能够实现本控制方法的其中一种结构形式,而并非必须严格对应的结构形式。
51、对于上述控制方法,在一种可能的实施方式中,所述磨削组件包括复合轴,所述复合轴包括:第一传动轴,其为筒状结构,所述筒状结构与位于径向外侧的所述精磨砂轮或者所述粗磨砂轮连接;以及第二传动轴,其至少一部分容纳于所述筒状结构内,所述第二传动轴与位于径向内侧的所述精磨砂轮或者所述粗磨砂轮连接,所述的“使至少一部分容纳于所述预留空间的所述精磨砂轮或者所述粗磨砂轮以靠近/远离待加工件的方式运动”包括:使所述第二传动轴沿所述筒状结构的轴向运动,从而带动与连接的、至少一部分容纳于所述精磨砂轮或者所述粗磨砂轮以靠近/远离待加工件的方式运动。
52、通过这样的构成,给出了实现砂轮伸缩的一种具体的实现方式。
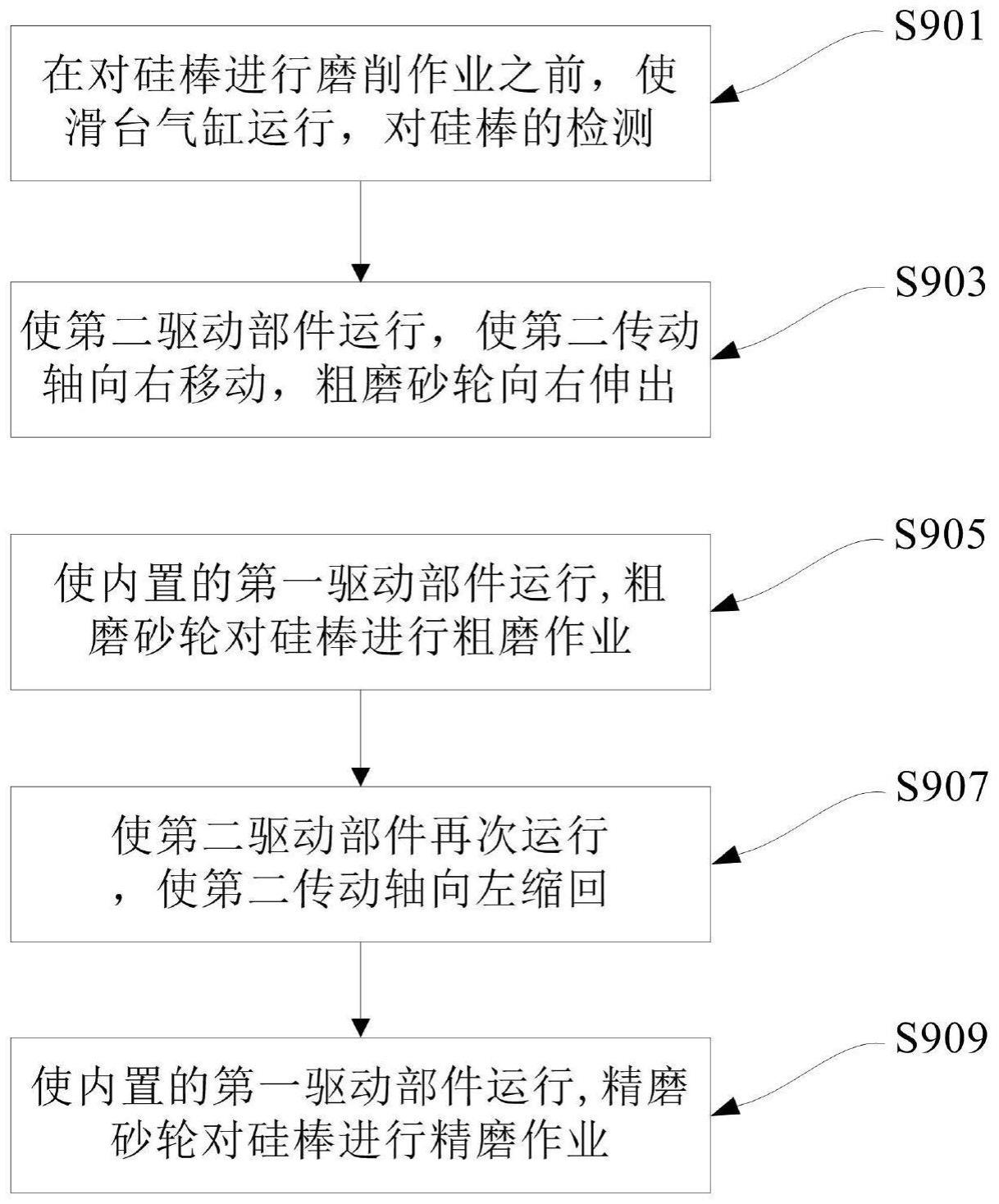
53、对于上述控制方法,在一种可能的实施方式中,所述磨削组件包括第一驱动部件和第二驱动部件,其中,所述的“使所述精磨砂轮和/或所述粗磨砂轮转动,以使得处于工作状态的精磨砂轮或者所述粗磨砂轮能够进行相应的磨削作业”包括:使所述第一驱动部件运行,从而:通过所述第一驱动部件驱动所述精磨砂轮和/或所述粗磨砂轮转动以进行相应的磨削作业;以及所述的“使所述第二传动轴沿所述筒状结构的轴向运动,从而带动与连接的、至少一部分容纳于所述精磨砂轮或者所述粗磨砂轮以靠近/远离待加工件的方式运动”包括:使所述第二驱动部件运行,从而:通过所述第二驱动部件驱动所述第二传动轴沿其轴向移动从而带动位于径向内侧的所述粗磨砂轮或者所述精磨砂轮在工作状态和非工作状态之间切换。
54、通过这样的构成,给出了实现砂轮旋转/伸缩的一种具体的实现方式。
55、对于上述控制方法,在一种可能的实施方式中,所述的“使所述第一驱动部件运行,从而:通过所述第一驱动部件驱动所述精磨砂轮和/或所述粗磨砂轮转动以进行相应的磨削作业”包括:使所述第一驱动部件运行,从而驱动所述第一传动轴和所述第二传动轴同步转动。
56、通过这样的构成,给出了磨削组件旋转的一种具体的实现方式。具体而言,无论在哪个砂轮处于工作状态的情形下,另一个砂轮均属于随动但是不工作的状态。
57、对于上述控制方法,在一种可能的实施方式中,所述第二传动轴配置有旋转支撑部件,所述第二驱动部件通过丝杠螺母副与所述旋转支撑部件连接,所述的“使所述第二驱动部件运行,从而:通过所述第二驱动部件驱动所述第二传动轴沿其轴向移动从而带动位于径向内侧的所述粗磨砂轮或者所述精磨砂轮在工作状态和非工作状态之间切换”包括:使所述第二驱动部件的动力输出端驱动所述丝杠螺母副的丝杠旋转,并且通过所述丝杠螺母副中的丝杠与螺母之间的配合关系使得螺母带动旋转支撑部件以及所述第二传动轴其轴向移动从而带动位于径向内侧的所述粗磨砂轮或者所述精磨砂轮在工作状态和非工作状态之间切换。
58、通过这样的构成,给出了实现传动的一种具体的方式。
59、对于上述控制方法,在一种可能的实施方式中,所述磨削组件包括连接座和直线导轨,所述的“使所述第二驱动部件的动力输出端驱动所述丝杠螺母副的丝杠旋转,并且通过所述丝杠螺母副中的丝杠与螺母之间的配合关系使得螺母带动旋转支撑部件以及所述第二传动轴其轴向移动从而带动位于径向内侧的所述粗磨砂轮或者所述精磨砂轮在工作状态和非工作状态之间切换”包括:使所述第二驱动部件的动力输出端驱动所述丝杠螺母副的丝杠旋转,并且通过“所述丝杠螺母副中的丝杠与螺母之间的配合关系”以及“所述连接座在所述直线导轨内的滑动”使得螺母带动旋转支撑部件以及所述第二传动轴其轴向移动从而带动位于径向内侧的所述粗磨砂轮或者所述精磨砂轮在工作状态和非工作状态之间切换。
60、通过这样的构成,给出了第二驱动部件与第二传动轴之间的驱动连接的一种具体的实现方式。
61、对于上述控制方法,在一种可能的实施方式中,所述磨削组件包括安装基体,所述安装基体和所述第一传动轴形成安装空间,所述第一驱动部件的至少一部分容纳于所述安装空间内;并且/或者所述第二驱动部件设置于所述安装基体上对应于所述第二传动轴的周向外侧的位置。
62、对于上述控制方法,在一种可能的实施方式中,所述磨床包括检测组件,所述控制方法包括:使所述检测组件中探针相对所述磨削组件向靠近/远离待加工件的方向移动;或者使所述检测组件和所述磨削组件借助于所述滑台沿所述横梁的滑动和/或所述横梁沿所述固定基座的滑动同步运动。
63、通过这样的构成,给出了检测组件实现其运动的具体方式。
64、在第三方面,本发明提供了一种计算机可读存储介质,该存储介质包括存储器,所述存储器适于存储多条程序代码,所述程序代码适于由处理器加载并运行以执行前述任一项所述的磨床的控制方法。
65、可以理解的是,该计算机可读存储介质具有前述任一项所述的磨床的控制方法的所有技术效果,在此不再赘述。
66、本领域技术人员能够理解的是,本发明实现其磨床的控制方法中的全部或部分流程,可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一计算机可读存储介质中,该计算机程序在被处理器执行时,可实现上述各个方法实施例的步骤。其中,所述计算机程序包括计算机程序代码,可以理解的是,该程序代码包括但不限于执行上述磨床的控制方法的程序代码。为了便于说明,仅示出了与本发明相关的部分。所述计算机程序代码可以为源代码形式、对象代码形式、可执行文件或某些中间形式等。所述计算机可读存储介质可以包括:能够携带所述计算机程序代码的任何实体或装置、介质、u盘、移动硬盘、磁碟、光盘、计算机存储器、只读存储器、随机存取存储器、电载波信号、电信信号以及软件分发介质等。需要说明的是,所述计算机可读存储介质包含的内容可以根据司法管辖区内立法和专利实践的要求进行适当的增减,例如在某些司法管辖区,根据立法和专利实践,计算机可读存储介质不包括电载波信号和电信信号。
67、在第四方面,本发明提供了一种计算机设备,该设备包括存储器和处理器,所述存储器适于存储多条程序代码,所述程序代码适于由所述处理器加载并运行以执行前述任一项所述的磨床的控制方法。
68、可以理解的是,该设备具有前述任一项所述的磨床的控制方法的所有技术效果,在此不再赘述。该设备可以是包括各种电子设备形成的计算机控制设备。
69、在第五方面,本发明提供了一种磨床的上料控制系统,所述控制系统包括控制模块,所述控制模块被配置为能够执行前述任一项所述的磨床的控制方法。
70、可以理解的是,该计算机可读存储介质具有前述任一项所述的磨床的控制方法的所有技术效果,在此不再赘述。
71、在本发明的描述中,“控制模块”可以包括硬件、软件或者两者的组合。一个模块可以包括硬件电路,各种合适的感应器,通信端口,存储器,也可以包括软件部分,比如程序代码,也可以是软件和硬件的组合。处理器可以是中央处理器、微处理器、图像处理器、数字信号处理器或者其他任何合适的处理器。处理器具有数据和/或信号处理功能。处理器可以以软件方式实现、硬件方式实现或者二者结合方式实现。非暂时性的计算机可读存储介质包括任何合适的可存储程序代码的介质,比如磁碟、硬盘、光碟、闪存、只读存储器、随机存取存储器等等。
72、进一步,应该理解的是,由于控制模块的设定仅仅是为了说明对应于本发明的磨床的控制方法的系统中的功能单元,因此控制模块对应的物理器件可以是处理器本身,或者处理器中软件的一部分,硬件的一部分,或者软件和硬件结合的一部分。因此,控制模块的数量为一个仅仅是示意性的。本领域技术人员能够理解的是,可以根据实际情况,对控制模块进行适应性地拆分。对控制模块的具体拆分形式并不会导致技术方案偏离本发明的原理,因此,拆分之后的技术方案都将落入本发明的保护范围内。
- 还没有人留言评论。精彩留言会获得点赞!