一种多盘带锯条同步镀膜装置的制作方法
1.本技术涉及镀膜设备技术领域,尤其是涉及一种多盘带锯条同步镀膜装置。
背景技术:
2.带锯条在进行高速切削金属工件材料时,会有大量的切削热产生,造成锯齿软化,影响锯齿的性能。此外在切削难加工材料时,锯齿易出现崩刃、磨损严重等现象。这将严重影响锯切加工效率和质量,并且增大成本。在这种情况下可以选择采用刀具镀膜技术对带锯条进行镀膜,刀具镀膜技术可大幅度地提高切削刀具的综合性能,可使得刀具具备耐高温、耐磨损等的性能,并已得到广泛的应用。
3.但是现有的带锯条镀膜装置无法同时对多盘带锯条进行镀膜,无法满足大批量生产的需求,生产效率低,经济效益低。
技术实现要素:
4.有鉴于此,为克服现有技术的缺陷,本发明提供一种多盘带锯条同步镀膜装置,有效地解决了现有的带锯条镀膜装置无法同时对多盘带锯条进行镀膜,无法满足大批量生产的需求,生产效率低,经济效益低的问题。
5.根据本发明提供的一种多盘带锯条同步镀膜装置,用于多盘的带锯条的镀膜,其中,所述多盘带锯条同步镀膜装置包括工作腔体,所述工作腔体倾斜地设置;运输部和设置于所述运输部的挂载门,所述挂载门与所述工作腔体相对应地设置,所述挂载门通过所述运输部与所述工作腔体可开闭地连接;所述挂载门包括多个挂载盘,所述带锯条设置于所述挂载盘;镀膜机构,所述镀膜机构设置于所述工作腔体用以对所述带锯条镀膜。
6.优选地,所述挂载门包括门板、第一回转部件和挂载部,所述挂载部包括多个所述挂载盘,所述门板与所述工作腔体对应,所述第一回转部件穿设所述门板与所述挂载部连接,所述第一回转部件带动所述挂载部转动。
7.优选地,所述挂载部还包括公转盘、自转驱动齿轮和自转部件,所述第一回转部件穿设所述自转驱动齿轮与所述公转盘连接,所述自转驱动齿轮与所述自转部件连接,所述第一回转部件带动所述自转驱动齿轮和所述公转盘旋转,所述自转驱动齿轮带动所述自转部件转动;多个所述挂载盘均匀地设置在所述公转盘的外周侧,多个所述挂载盘的中心共圆。
8.优选地,所述第一回转部件包括第一回转马达、第一回转带轮和第一回转轴,所述第一回转轴与所述自转驱动齿轮和所述公转盘连接,所述第一回转马达通过所述第一回转带轮与所述第一回转轴连接;所述自转部件的数量为多个,多个所述自转部件设置于所述公转盘,所述自转部件包括自转从动齿轮、自转轴和所述挂载盘,所述自转从动齿轮与所述自转驱动齿轮啮合,所述自转从动齿轮通过所述自转轴与所述挂载盘连接,用于驱动所述挂载盘旋转。
9.优选地,所述挂载门还包括支架,所述门板设置于所述支架,所述支架包括底板、
与所述门板连接的斜板和连接所述底板与所述斜板的支撑板;所述支撑板与所述底板垂直地连接,所述斜板与所述底板之间的夹角为60度至80度。
10.优选地,所述运输部包括设置于所述工作腔体底部的第一底座、部分延伸进所述第一底座的轨道和与所述轨道滑动连接的第二底座,所述挂载门设置于所述第二底座的顶部。
11.优选地,所述第二底座包括驱动部件、第二回转部件、设置于所述第二底座的底部并与所述轨道接触的从动轮以及主动轮,所述主动轮设置于所述第二底座的底部并与所述轨道接触,所述主动轮的外周侧形成有齿轮结构;所述驱动部件包括驱动电机和驱动齿轮,所述驱动齿轮与所述主动轮的齿轮结构啮合,所述驱动电机与所述驱动齿轮连接,用于带动所述主动轮,进而带动所述第二底座的移动,以使得所述第二底座由所述挂载门和所述工作腔体的开启状态向闭合状态的方向运动或者由闭合状态向开启状态的方向运动;所述第二回转部件包括第二回转马达、第二回转带轮和第二回转轴,所述第二回转轴与所述挂载门连接,用以带动所述挂载门自转,所述第二回转马达通过所述第二回转带轮带动所述第二回转轴转动,以使得所述挂载门自转进而拆卸或者安装所述带锯条。
12.优选地,所述轨道远离所述第一底座的端部设置有到位撞板;所述运输部还包括坦克链,所述坦克链的第一端设置于所述第二底座的远离所述第一底座的端部,所述坦克链的第二端设置于所述第一底座的靠近所述第二底座的端部。
13.优选地,所述镀膜机构包括与所述工作腔体连接的镀膜部件和刻蚀部件,所述镀膜部件和所述刻蚀部件设置于所述工作腔体,所述镀膜部件在工作的状态下形成有镀膜范围,所述刻蚀部件在工作的状态下形成有刻蚀范围;在所述挂载门与所述工作腔体闭合的情况下,所述挂载部面对所述镀膜部件和所述刻蚀部件,所述镀膜范围和所述刻蚀范围相配合以覆盖所述带锯条。
14.优选地,所述刻蚀部件设置于所述工作腔体的中心线,所述镀膜部件的数量为两个,两个所述镀膜部件相对应地设置于所述刻蚀部件的两侧,两个所述镀膜部件均包括四个镀膜弧源。
15.根据本发明提供的多盘带锯条同步镀膜装置,可以同时对多个盘设好的带锯条进行镀膜,实现了带锯条镀膜作业的大批量生产,同时生产效率高,经济效益好。
16.为使本技术的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
17.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
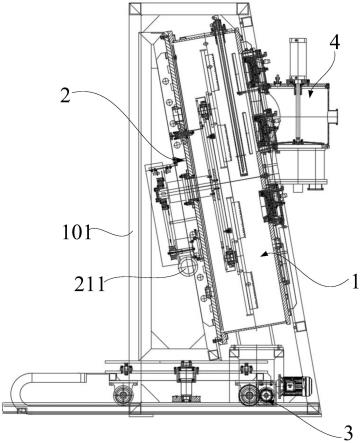
18.图1示出根据本发明的实施例的多盘带锯条同步镀膜装置的闭合状态的结构示意图;
19.图2示出根据本发明的实施例的多盘带锯条同步镀膜装置的开启状态的结构示意图;
20.图3示出根据本发明的实施例的图1的a处结构的放大示意图;
21.图4示出根据本发明的实施例的图1的b处结构的放大示意图;
22.图5示出根据本发明的实施例的运输部的俯视图;
23.图6示出根据本发明的实施例的门板的结构示意图;
24.图7示出根据本发明的实施例的门板的侧视图;
25.图8示出根据本发明的实施例的支架的结构示意图;
26.图9示出根据本发明的实施例的工作腔体面向挂载门一侧的结构示意图;
27.图10示出根据本发明的实施例的工作腔体的剖视图;
28.图11示出根据本发明的实施例的图1的c处结构的放大示意图。
29.附图标记:1-工作腔体;101-工作腔体支架;102-第二冷却水管道;103-第二加热管道;105-第一支撑件;106-第二支撑件;2-挂载门;201-门板;2011-第一冷却水管道;2012-观察窗;2013-第一加热管道接头;2014-转架座;2015-第一加热管道;202-支架;2021-底板;2022-支撑板;2023-斜板;2024-连接板;203-第一回转带轮;204-第一回转轴;205-公转盘;206-自转驱动齿轮;207-挂载盘;208-卡接件;209-自转从动齿轮;210-自转轴;211-第一回转马达;3-运输部;301-第一底座;302-第二底座;303-轨道;304-主动轮;305-从动轮;306-驱动齿轮;307-驱动电机;308-第二回转马达;309-第二回转带轮;310-第二回转轴;311-顶板;312-坦克链;4-抽真空部件;5-带锯条;6-刻蚀部件;701-第一镀膜部件;702-第二镀膜部件。
具体实施方式
30.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的部件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.在本技术实施例的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
32.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
33.在本技术实施例的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“连通”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒
介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
34.根据本发明提供的一种多盘带锯条同步镀膜装置,如图1至图11所示,该多盘带锯条同步镀膜装置可以对多个盘设好的带锯条5(即多盘带锯条)进行同时镀膜,该多盘带锯条同步镀膜装置采用真空离子镀膜技术对带锯条5镀膜,真空离子镀膜技术为现有技术中对工具、工件镀膜常用的成熟的镀膜技术,其原理和实施方式为本领域技术人员所熟知的,在本技术文件中不过的进行描述。该多盘带锯条同步镀膜装置包括工作腔体1、挂载门2、运输部3和镀膜机构。
35.在以下的描述中,将参照图1至图11具体描述该多盘带锯条同步镀膜装置的工作腔体1、挂载门2、运输部3和镀膜机构的详细结构。
36.如图1所示,此时为挂载门2与工作腔体1的闭合状态,在闭合状态下可以对挂设在挂载门2上的多盘的带锯条5进行镀膜;如图2所示,此时为挂载门2与工作腔体1的开启状态,在开启状态下,可以在挂载门2上安装待镀膜的多个带锯条5或者卸载镀膜完毕后的多个带锯条5。
37.如图1和图2所示,在实施例中,工作腔体1倾斜地设置。具体地,工作腔体1可以包括工作腔体支架101和设置于工作腔体1底部的第一支撑件105和第二支撑件106。工作腔体支架101可以由钢材焊接而成并形成为直角梯形结构,通过工作腔体支架101可以支撑工作腔体1;形成为直角梯形结构的工作腔体支架101的斜边与下底之间的角度可以为60度至80度(与下述具有倾斜角度的门板201对应)。第一支撑件105和第二支撑件106的第一端可以与工作腔体1焊接,第一支撑件105和第二支撑件106的第二端与下述第一底座301焊接,第一支撑件105的长度短于第二支撑件106的长度,可以使得工作腔体1倾斜地设置于下述第一底座301并与形成为直角梯形结构的工作腔体支架101的斜边相对应。如此,在装配该多盘带锯条同步镀膜装置时,可以将工作腔体1与工作腔体支架101固定连接,固定连接的方式为采用螺纹连接或者焊接,可以根据实际需要进行选择。倾斜地设置的工作腔体1可以与下述倾斜地设置门板201相对应,便于多盘的带锯条5的挂载、拆卸和镀膜。
38.如图1至图3和图6至图8所示,在实施例中,挂载门2可以包括多个挂载盘207,挂载盘207用于挂载盘设好的带锯条5。具体地,挂载门2可以包括门板201、第一回转部件和挂载部,挂载部包括多个挂载盘207,第一回转部件穿设门板201并与挂载部连接,通过第一回转部件带动挂载部转动。门板201的尺寸可以与工作腔体1的一侧面的尺寸相对应,使得门板201可以与工作腔体1可开闭地连接,闭合时,连接方式可以例如为使用气动锁(未示出)。在本实施例中,门板201与工作腔体1闭合时可以形成为圆柱体结构,便于挂载部的旋转和镀膜机构对带锯条5的镀膜。
39.如图6和图7所示,在实施例中,门板201可以包括观察窗2012、第一冷却水管道2011和第一加热管道2015。观察窗2012开设于门板201的顶部,在挂载门2与工作腔体1闭合时,便于操作人员通过观察窗2012观察工作腔体1的内部情况。第一冷却水管道2011盘设于门板201的背对工作腔体1的一面(这里需要说明的是,如果门板201的厚度足够,也可以开设在门板201的内部,可以根据实际情况进行具体地选择),第一加热管道2015盘设于门板201的面对工作腔体1的一面。第一冷却水管道2011可以通冷却水,进而对工作腔体1进行降温冷却,第一加热管道2015可以在启动镀膜操作时对工作腔体1的温度进行加热。如图6所
示,在实施例中,第一加热管道2015的数量可以为三个,每个第一加热管道2015的端部都设置有第一加热管道接头2013,通过第一加热管道接头2013对第一加热管道2015进行加热。门板201的中心处还开设有转架座2014,通过转架座2014与第一回转部件转动连接。
40.优选地,如图8所示,在实施例中,挂载门2还可以包括用于支撑门板201的支架202。具体地,支架202可以包括底板2021、斜板2023、支撑板2022和连接板2024。连接板2024与下述第二底座302的顶板311固定连接,进而使得固定在支架202的门板201可以与第二底座302的顶板311固定连接,当第二底座302的顶板311旋转时,门板201可以跟随一同旋转。底板2021固定设置在连接板2024的顶部,支撑板2022与底板2021垂直地固定连接,斜板2023的一端固定连接在底板2021的一端,另一端固定连接在支撑板2022的一端,斜板2023与底板2021之间的夹角可以为60度至80度,这里需要说明的是,斜板2023与底板2021之间的夹角与工作腔体1的倾斜角度相对应,此外,在本技术的实施例中,优选地角度为75度,75度的倾斜角度便于带锯条5的挂载和拆卸,同时由于形成有倾斜角度,盘设好的带锯条5不需要额外的固定手段,直接挂置在挂载盘207即可,省时省力,生产效率高。
41.如图1至图3所示,在实施例中,第一回转部件可以包括第一回转马达211、第一回转带轮203和第一回转轴204,第一回转马达211通过第一回转带轮203带动第一回转轴204旋转,第一回转轴204与挂载部通过螺纹连接的方式进行固定连接,进而带动挂载部一同旋转。
42.优选地,如图1至图3所示,在实施例中,挂载部可以包括公转盘205、自转驱动齿轮206和多个自转部件,多个自转部件均包括挂载盘207、自转从动齿轮209和自转轴210。具体地,公转盘205和自转驱动齿轮206套设并固定连接于第一回转轴204(固定连接的方式采用螺纹连接),并通过第一回转轴204的旋转带动公转盘205和自转驱动齿轮206一同旋转。自转轴210的一端连接有挂载盘207,自转轴210的另一端与自转从动齿轮209连接,自转轴210的中部可以通过使用轴承与公转盘205可转动地连接,自转从动齿轮209与自转驱动齿轮206啮合,如此,当自转驱动齿轮206转动时,带动自转从动齿轮209,自转从动齿轮209带动自转轴210,自转轴210带动挂载盘207旋转,进而带动挂置于挂载盘207的带锯条5旋转。挂载盘207、自转从动齿轮209和自转轴210的数量不限于图中给出的两个,可以根据实际生产需求进行选择,例如为三个、四个、五个或者更多个(即可挂载盘设好的带锯条5的数量为三个、四个、五个或者更多个)。这里需要说明的是,在实施例中,挂载门2整体形成为近似圆盘形结构,多个挂载盘207、多个自转从动齿轮209和多个自转轴210的布置可以根据门板201和公转盘205的尺寸进行布置,例如为均匀地围绕公转盘205的外周侧且每个挂载盘207的中心共圆(即多个所述挂载盘207均匀地设置在所述公转盘205的外周侧,多个所述挂载盘207的中心共圆),只要满足可以挂载门2与工作腔体1可开闭地连接,并且使得多盘的带锯条5均设置于工作腔体1的内部即可。
43.优选地,如图3所示,在实施例中,挂载盘207的中部还形成有卡接件208,卡接件208可以与盘设好的带锯条5的卷芯(未示出)形成的凹槽相对应,由于带锯条5为具有一定刚性的材料,因此盘设好的带锯条5的中部为用于盘设的卷芯,卷芯可以与挂载盘207的中心相匹配(这里需要说明的是,盘设带锯条5的技术和卷芯均为现有技术中的设备,在卷芯的中心处可以形成有卡槽,卡槽可以与卡接件208相配合)。这样在挂载带锯条5时,将卡槽对准卡接件208,直接挂设即可。此外,卡接件208还能实现带锯条5跟随挂载盘207的旋转一
同旋转。
44.如图1、图2、图4和图5所示,在实施例中,运输部3包括第一底座301、第二底座302和轨道303。具体地,请参阅图4和图5,第一底座301设置于工作腔体1的底部,且固定安装于合适的工作环境中,对工作腔体1起到支撑和固定的作用。轨道303由两条平行的滑轨组成,轨道303的部分延伸进第一底座301,第二底座302设置在轨道303上。挂载门2设置在第二底座302的顶部,通过第二底座302在轨道303上的移动,使得挂载门2向靠近工作腔体1的方向移动直至与工作腔体1闭合即闭合状态(如图1所示),也可以使得挂载门2向远离工作腔体1的方向移动,与工作腔体1分离即开启状态(如图2所示)。
45.优选地,如图1、图2、图4和图5所示,在实施例中,第二底座302可以包括驱动部件、第二回转部件、从动轮305和主动轮304。具体地,从图5所示的俯视视角来看,第二底座302形成为近似长方形结构,长方形结构具有四个角,其中靠近第一底座301的两角处安装有两个主动轮304,远离第一底座301的两角处安装有两个从动轮305,从动轮305和主动轮304均与轨道303接触(从动轮305和主动轮304与轨道303之间移动方式近似于火车车轮与铁轨配合的形式)。主动轮304的不与轨道303接触的外周侧形成有齿轮结构。驱动部件可以包括驱动齿轮306和驱动电机307,驱动齿轮306与主动轮304的齿轮结构啮合,通过驱动电机307带动驱动齿轮306进而带动主动轮304转动。第二回转部件可以包括第二回转马达308、第二回转带轮309和第二回转轴310。第二底座302的顶部设置有顶板311,挂载门2通过连接板2024与顶板311固定连接。顶板311与第二回转轴310通过螺纹连接的方式固定连接,第二回转马达308通过第二回转带轮309带动第二回转轴310转动。这样通过驱动部件和第二回转部件,可以使得第二底座302在轨道303上移动,并且使得挂载门2可以自转,如此,当需要挂载或者拆卸带锯条5时,通过挂载门2的转动,可以使得带锯条5面向操作人员(即当操作人员位于轨道303的侧边时,挂载门2转动至面向操作人员)。
46.优选地,如图5所示,在实施例中,运输部3还可以包括坦克链312和到位撞板(未示出)。具体地,到位撞板可以安装在轨道303的远离第一底座301的端部,避免第二底座302在移动时偏离出轨道303。坦克链312可以安装在轨道303的侧边,坦克链312的一端设置在第二底座302的端部,并跟随第二底座302一起移动,如此上述第一回转部件、第二回转部件和驱动部件的电源连接线可以埋设在坦克链312的内部,起到保护的作用。
47.如图1和图2所示,在实施例中,镀膜机构包括抽真空部件4,抽真空部件4与工作腔体1连通,以对工作腔体1进行抽真空处理。这里需要说明的是,图1和图2中并未示出完整的抽真空部件4,抽真空部件4还需要包括抽真空管道和真空泵,抽真空管道与工作腔体1连通,并通过真空泵连接抽真空管道进抽真空作业,抽真空部件4为现有技术中的成熟的设备部件,由于该多盘带锯条同步镀膜装置为真空离子镀膜,因此本领域技术人员可以根据工作腔体1的尺寸大小选用合适的真空泵和抽真空管道,只要满足在工作腔体1中的真空离子镀膜的条件即可,这里不再赘述。
48.如图9至图11所示,在实施例中,镀膜机构还可以包括刻蚀部件6和镀膜部件。刻蚀部件6可以对工件表面进行刻蚀处理,例如对工件表面的杂质进行清洁以及粗糙处理等,由于工作腔体1形成为近似圆形的结构,刻蚀部件6设置在近似圆形的结构的中心线且靠上部的位置,由于公转盘205自转,因此将刻蚀部件6设置于此可以更优异地对带锯条5进行刻蚀。刻蚀部件6可以包括两个刻蚀弧源,两个刻蚀弧源可以竖直地相对设置。镀膜部件的数
量可以为多个,例如在实施例中的两个,可以为第一镀膜部件701和第二镀膜部件702。第一镀膜部件701和第二镀膜部件702可以均包括四个镀膜弧源。在工作时,刻蚀部件6可以形成有刻蚀范围,第一镀膜部件701和第二镀膜部件702可以形成有镀膜范围,刻蚀部件6、第一镀膜部件701和第二镀膜部件702形成的工作范围需要覆盖多个盘设好的带锯条5,保证刻蚀和镀膜的效果(由于公转盘205旋转,因此这里说的覆盖指的是在公转盘205旋转时的覆盖)。然而不限于此,刻蚀部件6和镀膜部件的数量和布置不限于此图9和图10中给出的实施例,只要满足可以实现刻蚀和镀膜即可。
49.优选地,如图9和图10所示,在实施例中,镀膜机构还可以包括设置在工作腔体1上的第二冷却水管道102和第二加热管道103(设置的位置为工作腔体1的面对挂载门2的一面,第二加热管道103设置在工作腔体1的内部,第二冷却水管道102可以设置在工作腔体1的外部或者由于工作腔体1的面对挂载门2的一面具有一定的厚度,可以设置在该面的内部),第二加热管道103的数量可以为三个,如此,均匀地加热。第二冷却水管道102和第二加热管道103的功能和作用与第一冷却水管道2011和第一加热管道2015相同,都是起到加热满足真空离子镀膜的条件或者散热,不再赘述。
50.需要说明的是,如图11所示,在实施例中,刻蚀部件6和弧源部件的结构和工作原理均为现有技术,本领域技术人员可以根据现有技术并配合抽真空部件4对工作腔体1内部的多盘带锯条5进行真空离子镀膜,这里便不再赘述。
51.该多盘带锯条同步镀膜装置的装配过程为:首先在合适的位置、满足生产的环境下设置第一底座301,并在第一底座301的外侧搭设工作腔体支架101,之后通过第一支撑件105和第二支撑件106装配工作腔体1,之后再铺设轨道303,并将第二底座302安装在轨道303,再装配第二回转部件、驱动部件、坦克链312和到位撞板。之后将挂载门2固定安装在第二底座302,并安装第一回转部件。再将镀膜机构与工作腔体1连接,用于真空离子镀膜。
52.该多盘带锯条同步镀膜装置的使用过程为:首先连接电源,将挂载门2移动至远离工作腔体1的一端,并通过第二回转部件的驱动,使得挂载盘207面对操作人员,之后挂载多个盘设好的带锯条5,再通过第二回转部件的驱动,使得挂载门2面对工作腔体1,并通过驱动部件将挂载门2与工作腔体1闭合,再使用镀膜机构对带锯条5进行镀膜作业,在镀膜的过程中,公转盘205带动多盘带锯条5公转,通过自转部件带动每个挂载盘207自转,实现对多盘带锯条5的均匀镀膜。
53.该多盘带锯条同步镀膜装置可以同时对多个盘设好的带锯条进行镀膜,实现了带锯条镀膜作业的大批量生产,同时生产效率高,经济效益好。
54.以上所述仅是本技术的优选实施方式,应当指出的是,对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1