转轴用钢制造方法与流程
1.本发明涉及炼钢技术领域,具体而言,涉及一种转轴用钢制造方法。
背景技术:
2.目前,生产转轴采用国标45钢,先将国标45钢制成热轧圆钢,再进行调质处理,再加工成转轴,并交付最终用户。但是,调质处理成本较高,不利于环保,且生产周期较长。
3.如何设计不采用调质处理的转轴用钢制造方法,降低生产成本、缩短生产周期,提高环保性,这是目前亟需解决的技术问题。
技术实现要素:
4.本发明的目的包括提供了一种转轴用钢制造方法,其能够不采用调质处理,降低生产成本、缩短生产周期,提高环保性。
5.本发明的实施例可以这样实现:
6.本发明提供一种转轴用钢制造方法,转轴用钢制造方法包括:
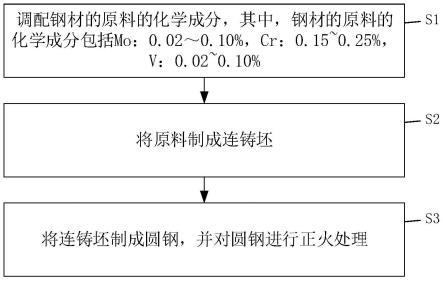
7.s1:调配钢材的原料的化学成分,其中,钢材的原料的化学成分包括mo:0.02~0.10%,cr:0.15~0.25%,v:0.02~0.10%;
8.s2:将原料制成连铸坯,其中,总压下量为8mm;
9.s3:将连铸坯制成圆钢,并对圆钢进行正火处理。
10.在可选的实施方式中,在s1中,钢材的原料的化学成分还包括c:0.42~0.50%,si:0.17~0.37%,mn:0.50~0.80%,p≤0.035%,s≤0.035%,cu≤0.25%,ni≤0.30%,余量为fe。
11.在可选的实施方式中,在s1中,钢材的原料的化学成分还包括c:0.45~0.50%,si:0.20~0.30%,mn:0.70~0.80%,p≤0.035%,s≤0.035%,cu≤0.25%,ni≤0.30%,余量为fe。
12.在可选的实施方式中,在s1中,钢材的原料的化学成分包括c:0.48%,si:0.25%,mn:0.75%,p:0.015%,s:0.005%,cu:0.02%,ni:0.01%,mo:0.03%,cr:0.23%,v:0.05%。
13.在可选的实施方式中,在s1中,钢材的原料的化学成分包括c:0.47%,si:0.25%,mn:0.77%,p:0.018%,s:0.003%,cu:0.03%,ni:0.01%,mo:0.05%,cr:0.21%,v:0.04%。
14.在可选的实施方式中,s2包括:
15.将原料转炉冶炼、炉外精炼、rh真空脱气以及连铸形成连铸坯。
16.在可选的实施方式中,s3包括:
17.s31:将连铸坯加热及轧制,形成圆钢;
18.s32:对圆钢进行正火处理。
19.在可选的实施方式中,s31包括:
20.对连铸坯依次进行预热段、一加热段、二加热段和均热段,其中,预热段的温度为≤850℃,一加热段的温度为800~1100℃,二加热段的温度为1000~1180℃,均热段的温度为1050~1110℃;
21.采用平立交替轧制工艺轧制连铸坯,形成圆钢。
22.在可选的实施方式中,在s31中,预热段的温度为≤850℃,一加热段的温度为800~1100℃,二加热段的温度为1000~1180℃,均热段的温度为1080℃或1090℃。
23.在可选的实施方式中,s32包括:
24.以8~10m/h的辊速将圆钢输送至正火炉,其中,正火炉的1区~13区的炉温分别设定为550℃、610℃、660℃、700℃、740℃、770℃、790℃、815℃、835℃、850℃、850℃、850℃、850℃。
25.本发明实施例提供的转轴用钢制造方法的有益效果包括:
26.1.在钢材的原料的化学成分中添加mo、cr和v,使所得的圆钢的力学性能更佳;
27.2.将连铸坯实施轻压下,总压下量为8mm,使连铸坯内部质量良好,成分均匀;
28.3.对圆钢进行正火处理,提高了圆钢的组织、性能的稳定性。
附图说明
29.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
30.图1为本发明实施例提供的转轴用钢制造方法的流程图;
31.图2为将连铸坯制成圆钢的具体流程。
具体实施方式
32.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
33.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
35.此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
36.需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
37.请参考图1,本实施例提供了一种转轴用钢制造方法,转轴用钢制造方法包括以下步骤:
38.s1:调配钢材的原料的化学成分,其中,钢材的原料的化学成分包括mo:0.02~0.10%,cr:0.15~0.25%,v:0.02~0.10%。
39.具体的,在钢材的原料的化学成分中添加mo、cr和v,能够获得力学性能良好的钢材。
40.钢材的原料的化学成分还包括c:0.42~0.50%,si:0.17~0.37%,mn:0.50~0.80%,p≤0.035%,s≤0.035%,cu≤0.25%,ni≤0.30%,余量为fe。
41.优选地,钢材的原料的化学成分还包括c:0.45~0.50%,si:0.20~0.30%,mn:0.70~0.80%,p≤0.035%,s≤0.035%,cu≤0.25%,ni≤0.30%,余量为fe。
42.s2:将原料制成连铸坯。
43.具体的,s2具体的操作顺序为:将原料转炉冶炼、炉外精炼、rh真空脱气以及连铸形成连铸坯。其中,在连铸的过程中,为获得内部质量良好,成分均匀的连铸坯。对连铸坯实施轻压下,总压下量为8mm。
44.s3:将连铸坯制成圆钢,并对圆钢进行正火处理。
45.具体的,请查阅图2,s3具体包括以下步骤:
46.s31:将连铸坯加热及轧制,形成圆钢。
47.其中,为保证圆钢获得良好的组织,对连铸坯依次进行预热段、一加热段、二加热段和均热段,连铸坯的加热工艺如下表1所示。
48.表1连铸坯加热工艺(℃)
49.预热段温度一加热段温度二加热段温度均热段温度≤850800~11001000~11801050~1110
50.采用平立交替轧制工艺轧制连铸坯,形成圆钢。
51.s32:对圆钢进行正火处理。
52.为了保证组织、性能的稳定性。对圆钢进行正火处理。正火工艺如下表2所示。
53.表2正火工艺参数
[0054][0055]
s33:将圆钢精整、检测、出货。
[0056]
实施例1
[0057]
本实施例提供了一种转轴用钢制造方法,转轴用钢制造方法包括以下步骤:
[0058]
步骤1:调配钢材的原料的化学成分,其中,钢材的原料的化学成分包括c:0.48%,si:0.25%,mn:0.75%,p:0.015%,s:0.005%,cu:0.02%,ni:0.01%,mo:0.03%,cr:0.23%,v:0.05%。
[0059]
步骤2:将原料制成连铸坯。
[0060]
其中,在连铸的过程中,对连铸坯实施轻压下,总压下量为8mm。
[0061]
步骤3:将连铸坯制成圆钢,并对圆钢进行正火处理。
[0062]
具体的,首先,将连铸坯加热及轧制,形成圆钢;然后,对圆钢进行正火处理,最后,
将圆钢精整、检测、出货。
[0063]
其中,连铸坯的加热工艺如下表3所示。
[0064]
表3连铸坯加热工艺(℃)
[0065]
预热段温度一加热段温度二加热段温度均热段温度850100010801080
[0066]
实施例2
[0067]
本实施例提供了一种转轴用钢制造方法,转轴用钢制造方法包括以下步骤:
[0068]
步骤1:调配钢材的原料的化学成分,其中,钢材的原料的化学成分包括c:0.47%,si:0.25%,mn:0.77%,p:0.018%,s:0.003%,cu:0.03%,ni:0.01%,mo:0.05%,cr:0.21%,v:0.04%。
[0069]
步骤2:将原料制成连铸坯。
[0070]
其中,在连铸的过程中,对连铸坯实施轻压下,总压下量为8mm。
[0071]
步骤3:将连铸坯制成圆钢,并对圆钢进行正火处理。
[0072]
具体的,首先,将连铸坯加热及轧制,形成圆钢;然后,对圆钢进行正火处理,最后,将圆钢精整、检测、出货。
[0073]
其中,连铸坯的加热工艺如下表4所示。
[0074]
表4连铸坯加热工艺(℃)
[0075]
预热段温度一加热段温度二加热段温度均热段温度850105011001090
[0076]
本发明还实验得出了对比例1~6,对比例1~6与实施例1、2的钢材的原料的主要化学成分如下表5所示。
[0077]
表5钢材的原料的主要化学成分/%
[0078]
成分csimnpscunimocrv实施例10.480.250.750.0150.0050.020.010.030.230.05实施例20.470.250.770.0180.0030.030.010.050.210.04对比例10.450.250.650.0150.0050.020.0100.020对比例20.440.250.700.0160.0030.030.0100.030对比例30.480.250.750.0150.0050.020.0100.230.05对比例40.470.250.770.0180.0030.030.0100.210.04对比例50.480.250.750.0150.0050.020.010.030.230.05对比例60.470.250.770.0180.0030.030.010.050.210.04
[0079]
对比例1~6与实施例1、2的生产工艺统计如下表6所示。
[0080]
表6生产工艺
[0081]
[0082][0083]
对比例1~6与实施例1、2的所得的圆钢的性能统计如下表7所示。
[0084]
表7圆钢性能情况
[0085][0086]
备注:表7所列性能数据,全部为在圆钢上直接取样检测所得。
[0087]
从表7可知,实施例1、2所得的圆钢的上述性能均满足用户要求,而且,基本全部优于对比例1~6。
[0088]
本发明实施例提供的转轴用钢制造方法的有益效果包括:
[0089]
1.在钢材的原料的化学成分中添加mo、cr和v,使所得的圆钢的力学性能更佳;
[0090]
2.将连铸坯实施轻压下,总压下量为8mm,使连铸坯内部质量良好,成分均匀;
[0091]
3.对圆钢进行四段加热,并控制最后均热段温度为1050~1110℃,使圆钢的组织良好;
[0092]
4.对圆钢进行正火处理,提高了圆钢的组织、性能的稳定性。
[0093]
以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1