一种低成本高强韧3D打印Ti-Fe-O合金的制备方法
一种低成本高强韧3d打印ti-fe-o合金的制备方法
技术领域
1.本发明涉及3d打印技术领域,特别是涉及一种低成本高强韧3d打印ti-fe-o合金的制备方法。
背景技术:
2.slm(选区激光熔化技术)作为金属材料3d打印中的主要技术,可以解决传统制造难以实现的复杂结构金属制件的问题。但是在3d打印过程中,由于制件冷却速度过快,会导致制件内应力大,同时工艺参数选择不当还会使制件内部出现球化、裂纹、孔隙以及局部翘曲变形等缺陷,严重地影响制件性能,因此现有的3d打印钛合金制件的性能仍然具有较大的提升空间。此外,目前应用广泛的tc4合金虽然具有优良的力学性能,但是其成分含有昂贵金属v和有毒金属al,限制了其进一步应用。
技术实现要素:
3.本发明的目的是提供一种低成本高强韧3d打印ti-fe-o合金的制备方法,以解决现有技术中存在的问题,以o元素替代al元素、fe元素替代v元素制备得到了一种强度和塑性相匹配的性能优异的ti-fe-o合金(力学性能显著优于目前已被报道的3d打印tc4合金),解决了tc4合金含昂贵金属和有毒金属的问题,打破了tc4在应用方面的限制。
4.为实现上述目的,本发明提供了如下方案:
5.本发明的技术方案之一:一种低成本高强韧3d打印ti-fe-o合金,包括以下质量百分比的组分:fe 3.5~6.0%、o 0.3~0.6%、余量为ti和不可避免的杂质。
6.目前最常用的tc4合金中的α相稳定元素为有毒元素al,本发明用无毒的o元素替代有毒的al元素作为钛合金中的α相稳定元素,消除了钛合金中对人体有害的al元素。
7.o元素(o元素以tio2的形式引入)的质量分数控制在0.3%~0.6%,可以在不牺牲塑性的前提下,实现强度的大幅提升。
8.目前最常用的钛合金tc4中的β相稳定元素为v元素,但v元素为昂贵金属元素,本发明以fe元素替代v元素作为钛合金中的β相稳定元素,大幅降低了钛合金的成本。
9.fe元素的质量分数控制在3.5%~6.0%,可以实现较好的稳定以及强化作用。
10.更进一步地,所述低成本高强韧3d打印ti-fe-o合金,包括以下质量百分比的组分:fe 4.0%、o 0.4%、余量为ti。
11.本发明的技术方案之二:一种上述低成本高强韧3d打印ti-fe-o合金的制备方法,包括以下步骤:
12.(1)采用上述ti-fe-o合金所述的组分原料制备ti-fe-o合金粉末(slm打印用ti-fe-o合金粉末材料);
13.(2)采用所述ti-fe-o合金粉末进行3d打印,然后热处理,得到所述低成本高强韧3d打印ti-fe-o合金。
14.进一步地,所述ti-fe-o合金粉末的制备具体包括:
15.按质量百分比称取各组分原料,依次经真空自耗熔炼、锻造、二次精锻、雾化加工、粉末一次烘干、粉末筛选和粉末二次烘干,得到所述ti-fe-o合金粉末。
16.进一步地,所述真空自耗熔炼的次数为三次;所述真空自耗熔炼得到的合金铸锭的直径为300mm。
17.第一次真空自耗熔炼的电流为3000~5500a,电压为15~35v,真空度≤1.5
×
10-1
pa;
18.第二次真空自耗熔炼的电流为4000~7000a,电压为20~40v,真空度≤1.5
×
10-1
pa;
19.第三次真空自耗熔炼的电流为5000~8000a,电压为20~40v,真空度≤1.5
×
10-1
pa;
20.进一步地,所述锻造(扒皮锻造和开坯锻造)的温度为1100℃,锻造的真空度≤1.5
×
10-1
pa,锻造得到的锻件直径为100mm;
21.所述二次精锻的温度为960℃;所述二次精锻得到的锻件直径为55mm,然后用扒皮机加工成直径为50mm的棒材;
22.所述雾化加工为电极感应熔化气体雾化,雾化加工的真空度≤1.5
×
10-2
pa、压力为40
±
1bar、功率为22
±
1kw、进给速率为28
±
1mm/min;
23.所述粉末一次烘干和粉末二次烘干的温度均为110℃,时间均为6h,真空度均为5
×
10-2
pa;
24.所述粉末筛选为筛选粒径为15~53μm的合金粉末。
25.对粉末进行一次烘干、筛选、二次烘干,可使粉末获得更好的流动性。
26.钛合金熔点较高,因此,为了获得高致密度、优异性能的3d打印钛合金,需要综合调节激光功率、扫描速度、层厚、扫描间距、分区宽度等参数,使其获得的能量密度既可以完全熔化粉末,又不会产生较多缺陷。
27.进一步地,所述3d打印(slm打印)的工艺参数为:基板预热的温度为150℃~200℃、激光功率为150~300w、扫描速度为1000~1400mm/s、层厚为30μm、扫描间距为105μm,分区宽度为8mm;
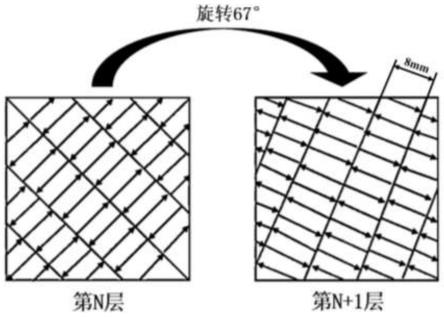
28.所述3d打印的每层打印路径要在前一层打印路径的基础上整体顺时针旋转67
°
;并且打印路径采用“迂回”和“条纹”相结合的模式(扫描模式),避免打印过程中内应力的累积、平面内各向异性的产生以及打印效率降低的问题。
29.基板为钛合金,可以避免因材料差异而导致润湿性差,使制件和基板之间连接不牢固的问题。
30.基板预热可以减少打印过程中内应力的产生。
31.进一步地,所述激光功率为200w、扫描速度为1200mm/s。
32.进一步地,所述热处理的退火温度为600~800℃,升温速率为20~50℃/min,保温时间为1~10h,真空度≤5
×
10-1
pa,冷却方式为炉冷。
33.采用3d打印获得的ti-fe-o合金(热处理前)具有高致密度以及超高强度(屈服强度高达1560mpa),超过目前已公开的所有3d打印tc4合金,但ti-fe-o合金的微观组织为针状的马氏体,该组织是一种亚稳态结构,虽然具有高强度,但变形协调能力很差(由于3d打印的冷却速度快、钛合金导热性较差等原因,导致3d打印钛合金会产生较大的内应力和不
良的微观组织,从而降低合金的塑性,造成合金的断裂应变只有4%~6%左右),而经过热处理(热处理可以最大程度的降低内应力、改善微观组织,提高材料的综合性能)可以获得强度和塑性相匹配的性能优异的ti-fe-o合金。
34.更进一步地,所述热处理的退火温度为620℃、升温速率为30℃/min,保温时间为1h。
35.更进一步地,所述热处理的退火温度为620℃、升温速率为30℃/min,保温时间为10h。
36.更进一步地,所述热处理的退火温度为800℃、升温速率为30℃/min,保温时间为1h。
37.本发明公开了以下技术效果:
38.本发明的低成本高强韧3d打印ti-fe-o合金中不含有有毒元素al和昂贵金属元素v,消除了钛合金中对人体有害的元素,并且降低了钛合金的制备成本。
39.本发明通过调整ti-fe-o合金粉末的制备方法以及3d打印的工艺参数等,获得了致密度达到99.8%,屈服强度达到1560mpa,断裂应变达到4~6%的3d打印制件,然后经过热处理,获得了强度和塑性相结合的高强韧ti-fe-o合金。
40.本发明不仅解决了3d打印过程中容易产生气孔等缺陷问题,还获得了性能极佳的钛合金,在三航、化工、医疗等工程领域具有极大的应用前景。
附图说明
41.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
42.图1为本发明实施例1制备3d打印制件的扫描模式示意图。
具体实施方式
43.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。
44.应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内。
45.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。本说明书中提到的所有文献通过引用并入,用以公开和描述与所述文献相关的方法和材料。在与任何并入的文献冲突时,以本说明书的内容为准。
46.在不背离本发明的范围或精神的情况下,可对本发明说明书的具体实施方式做多
种改进和变化,这对本领域技术人员而言是显而易见的。由本发明的说明书得到的其他实施方式对技术人员而言是显而易见的。本技术说明书和实施例仅是示例性的。
47.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
48.本发明以下实施例采用的原料ti、fe和tio2的纯度均为99.95%。
49.实施例1
50.一种低成本高强韧3d打印ti-fe-o合金的制备方法:
51.低成本高强韧3d打印ti-fe-o合金,由以下质量百分比的组分组成:fe 4.0%、o 0.4%、杂质含量<0.02%、余量为ti。
52.(1)ti-fe-o合金粉末的制备
53.a.按质量百分比称取原料ti、fe和tio2(o元素由tio2提供)进行三次真空自耗熔炼,得到直径为300mm的合金铸锭;
54.第一次真空自耗熔炼的电流为4200a,电压为25v,真空度为1.5
×
10-1
pa;
55.第二次真空自耗熔炼的电流为5500a,电压为30v,真空度为≤1.5
×
10-1
pa;
56.第三次真空自耗熔炼的电流为6500a,电压为30v,真空度为1.5
×
10-1
pa。
57.b.将合金铸锭在锻造温度为1100℃的条件下进行扒皮锻造和开坯锻造,得到直径为100mm的锻件。
58.c.将锻件进行二次精锻(精锻温度为960℃),得到直径为55mm的锻件,然后利用扒皮机加工成直径为50mm的棒材。
59.d.将棒材进行雾化加工(电极感应熔化气体雾化),条件为:真空度为1.5
×
10-2
pa、雾化压力为40
±
1bar、功率为22
±
1kw、进给速率为28
±
1mm/min、雾化气体为惰性气体,得到合金粉末。
60.e.将合金粉末在温度为110℃、真空度为5
×
10-2
pa的条件下,持续烘干(一次烘干)6h后进行筛分,得到粒径为15~53μm的合金粉末,然后在温度为110℃、真空度为5
×
10-2
pa的条件下,持续烘干(二次烘干)6h,得到ti-fe-o合金粉末。
61.(2)3d打印制件的制备
62.以tc4合金(钛合金)作为基板,并将基板预热至200℃,在打印前,向打印仓中通入氩气,并控制氧含量≤200ppm,然后进行3d打印,3d打印的工艺参数如下:激光功率为200w、扫描速度为1200mm/s、层厚为0.03mm、扫描间距为105μm,打印模式采用“迂回”和“条纹”相结合的形式(扫描模式示意图见图1)进行,每层打印路径相比前一层打印路径旋转67
°
,其中“条纹”宽度为8mm,制得尺寸为40*40*40mm的3d打印制件。
63.(3)3d打印ti-fe-o合金
64.将3d打印制件冷却至室温后放入坩埚,然后将其一并放入真空热处理炉中,并抽真空至真空度为5
×
10-1
pa,以30℃/min的升温速率升温至620℃(退火温度),保温1h,待热处理的炉内温度自然下降至室温后取出,得到低成本高强韧3d打印ti-fe-o合金(3d打印合金)。
65.实施例2
66.同实施例1,区别在于,步骤(3)中的保温时间为10h。
67.实施例3
68.同实施例1,区别在于,步骤(3)中的退火温度为800℃。
69.测定实施例1~3制备的3d打印制件(热处理前)和3d打印合金(热处理后)的力学性能,结果见表1。
70.表1
[0071][0072]
热处理前后对合金的致密度几乎没有影响。
[0073]
对比例1
[0074]
同实施例1,区别在于,3d打印的工艺参数如下:激光功率为200w、扫描速度为1000mm/s、层厚为0.03mm、扫描间距为105μm,打印模式采用“迂回”和“条纹”相结合的形式进行,每层打印路径相比前一层打印路径旋转67
°
,其中“条纹”宽度为8mm,制得制得尺寸为40*40*40mm的3d打印制件。
[0075]
经过热处理后得到的3d打印合金的致密度为98.8%。
[0076]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1