一种690MPa级耐回火低温调质钢及其制造方法
一种690mpa级耐回火低温调质钢及其制造方法
技术领域
1.本发明属于容器钢材生产技术领域,具体涉及一种耐回火的低温690mpa级调质压力容器用钢板及其生产方法。
背景技术:
2.近年来,随着国民经济的快速发展和焊接技术的普及,各行各业对低焊接裂纹敏感性调质容器的需求越来越大,急需制造体积更大的低焊接裂纹敏感性调质球罐,而球罐体积的增加,致使球罐的内压随之增加,载荷也随之增大。目前国内大型球罐常用调质容器钢板按gb19189-2011规定,其强度rm仅为610mpa级,相对于国外同类容器钢板标准的rm最高级别(770mpa级)还较低。另外,随着我国石化过程装置向重大型及极端环境长期服役型发展,压力容器要求轻量化及高参数化,在目前770mpa级调质容器钢板还难于开发应用的背景下,基于现有610mpa级成熟技术,研发690mpa级调质容器钢板已成为必然选择。随着设备不断朝着大型化高参数化发展同时保证设备安全稳定运行良好的心部低温冲击韧性和焊接性显得尤为关键。通过调质处理可以使容器钢板获得良好的低温冲击韧性,但会导致钢板强度的降低,因此通过科学的成分设计提高容器钢板的回火稳定性至关重要。
3.申请号为201210415142.5 的专利公开的“一种690mpa级低焊接裂纹敏感性钢及其制造方法”通过合理的成分设计,保证pcm≤0.20%,采用两阶段控制轧制、控制冷却和合理的热处理工艺,制得的钢板具有较高的强度,优异的低温韧性和焊接性能,但涉及到的钢板的厚度范围为10-30mm,没有达到厚板的水平,且所涉及钢板仅提供了-20℃下的冲击功,未确定是否可使用于-50℃下的服役环境;同样,申请号为201711150709.x的专利公开的“770mpa级低焊接裂纹敏感性压力容器钢及其制造方法”也仅提供了-40℃下的冲击功,未能确定是否可适用于更严苛的服役并且未规定其回火稳定性能。
4.申请号为201410114779.x 的专利公开的“一种屈服强度890mpa级低焊接裂纹敏感性钢板及其制造方法”采用控制热机械轧制和冷却技术,获得超细贝氏体板条为基体的组织,从而有利于钢板强度﹑塑性和韧性的提高。所涉及钢板的屈服强度大于800mpa、抗拉强度大于900mpa、夏氏冲击功akv(-20℃)≥150j,焊接裂纹敏感性指数pcm≤0.20%,焊接性能良好。与之相比,本专利所涉及钢板制备过程中经过了离线淬火+离线回火处理,组织为回火贝氏体,且经过回火处理消除了大量钢板的内应力,更适合应用于大型球罐的制备。
5.申请号为201610871669.7的中国发明专利“一种抗拉强度800mpa水电钢的生产方法”公开的钢通过加入了一定量的b来进行强化,但成分特点为低mn、nb,、cr、mo(0.45-0.55%),mo属于贵重合金,一定程度上增加了经济成本,此外本发明加入了w以及ce稀土等元素,具有更好的回火稳定性能。
6.在现有610mpa级压力容器钢合金体系的基础之上,需要合理地设计关键合金含量以确保容器钢板具有良好的淬透性和回火稳定性能,使得调质后钢板有较高的强度,添加适量微合金化元素细化晶粒获得良好的低温韧性,同时控制较低的碳当量来获得良好的焊接性能,进一步通过优化控轧控冷和调质热处理的关键工艺参数研究,使其获得均匀细小
的原始组织提高钢板的强度和低温韧性。因此,通过优化钢板合金成分与轧制、调质工艺,提高压力容器钢板的综合性能,更好的满足于工程建设的需求。
技术实现要素:
7.本发明的目的是通过合理地设计合金成分,再配合特定的调质工艺来实现良好的强韧性配比,提供一种高强度(rm≥690mpa)高低温韧性(-50℃kv2≥100j)同时具有良好焊接性能的钢板,适用于大型厚壁低温压力容器的工程制造需求。
8.本发明采用的技术方案是:一种690mpa级耐回火低温调质钢,其特征在于所述调质钢的化学成分按质量百分比包括:c 0.06-0.09%,si 0.15-0.25%、,mn 1.50-1.90%、,p ≤0.012%,s ≤0.003%,cr≤0.08%,ni 1.2-1.9%,cu ≤0.10%,nb 0.03-0.06%,ti 0.01-0.02%,mo 0.70-0.85%,v 0.035-0.055%,al 0.01-0.05%,w 0.5-1.5%,b≤0.0005%,n 0.005-0.015%,ce 0.0015-0.0050%,其余为fe及不可避免杂质。
9.所述不可避免杂质中各类夹杂物≤0.5级。所述调质钢中al、v、nb、c、n的质量百分比满足:ac=(27al+v/31+93nb)/(12c+14n)、且2.8≤ac≤6.3。所述调质钢中nb 、v 、ti的质量百分比满足: as=(nb+v)/ti、且4.2≤as≤8.2。
10.所述调质钢的微观组织是针状体素体+粒状贝氏体的复相组织,其中粒状贝氏体组织的含量≥70%;组织中大角度晶界所占比例为42%-51%,平均有效晶粒尺寸为2.5-3.8μm。所述调质钢的钢板厚度10-60mm、屈服强度≥550mpa、抗拉强度690-820mpa、延伸率≥16%、1/2t和1/4t处的-50℃横向冲击功均值≥100j。
11.此外,本发明还提供一种690mpa级耐回火低温调质钢的制造方法,所述调质钢的制造方法包括以下步骤:1)准备调质钢钢坯料:按照调质钢的组成成分设计要求进行钢坯料备料;所述调质钢的组成成分按质量百分比包括:c 0.06-0.09%,si 0.15-0.25%、,mn 1.50-1.90%、,p ≤0.012%,s ≤0.003%,cr≤0.08%,ni 1.2-1.9%,cu ≤0.10%,nb 0.03-0.06%,ti 0.01-0.02%,mo 0.70-0.85%,v 0.035-0.055%,al 0.01-0.05%,w 0.5-1.5%,b≤0.0005%,n 0.005-0.015%,ce 0.0015-0.0050%,其余为fe及不可避免杂质;2)冶炼—轧制—冷却:钢坯料装炉,抽真空至 1pa,加热钢水至熔化,在高温高真空条件下精炼钢水10分钟,充保护气、加合金成分、调整温度,浇注成钢锭;将钢锭以8-12℃/s的速度加热到完全奥氏体化温度1150-1250℃,保温3小时以上,然后依次进行粗轧、精轧,采用大压下量进行轧制,粗轧总压下率不低于55%,粗轧控制终轧温度>1000℃,保证粗轧阶段奥氏体充分再结晶;精轧阶段控制开轧温度≤825℃,精轧阶段控制终轧温度在820-815℃,开冷温度控制在770-800℃,冷却速度控制在5-30℃/s,返红温度控制在660-680℃;3)调质热处理:将步骤2)所得的轧件加热至870-920℃后,保温1h,淬火返红温度不大于200℃,水比为1.1,辊速为0.035m/s,离线回火保温温度为570-610℃,离线回火保温时间为40-80min;其中,所述水比是指下水量与上水量的比值。
12.本发明中各主要元素的作用及机理如下:c:最经济最基本的强化元素、通过固溶强化和析出强化可以明显提高钢的强度。
当<0.01时,间隙碳原子会逐渐减少,热循环后的碳原子与合金元素以沉淀方式析出,使晶界弱化。增加碳含量,能提高钢的强度,但屈服强度的增量少于抗拉强度,所以屈强比降低。碳含量过高会使碳当量增加,对韧性和焊接性能不利。所以,本发明钢的c含量控制在0.06-0.09%。
13.si:与碳的亲和力很弱,在钢中不与碳化合,但能溶入铁素体,产生固溶强化作用,使得铁素体的强度和硬度提高,但塑性和韧性却有所下降。当si含量增大时,会促进岛状马氏体形成,对焊接热影响区韧性有害,可见,si对强度有一定帮助,但含量不可过高。本发明钢的si含量控制在0.15-0.25%范围内可满足要求。
14.mn:与碳的亲和力较强,是扩大奥氏体相区﹑细化晶粒和保证综合性能以及提高淬透性的有效元素,且它并不恶化钢的变形能力。但mn元素是一种易偏析的元素,当偏析区mn、c含量达到一定比例时,在钢材生产和焊接过程中会产生马氏体相,该相会表现出很高的硬度,对设备低温韧性有较大影响。因此,在设计该钢时考虑到c含量,将mn含量限制在2.00%以内。考虑到本发明钢的强度范围,因此将mn控制在1.50-1.90%。
15.cr:在钢中常用的添加元素,在热处理下后可以得到稳定的组织,能够提高钢的淬透性和低温韧性水平。同时,考虑到合金成本和使用要求,将cr含量控制在≤0.08%。
16.ni:不会形成碳化物,是扩大奥氏体相区、细化晶粒﹑球化碳化物、提高回火稳定性保证综合性能以及提高淬透性的有效元素,可细化铁素体晶粒来改善钢的低温韧性,明显降低钢板和焊接接头的低温韧脆转变温度。但ni含量太高就会增加炼钢成本,并且造成氧化铁皮难以脱落。因此,本发明钢将ni含量设定在0.55-0.9%以内。
17.nb:是一种强碳化物形成元素,在钢中形成nbc、nb(cn)等第二相质点,阻碍奥氏体晶粒的长大,细化晶粒,提高钢板的强度和低温韧性.nb元素的作用温度要高于ti和v,对钢板强度的贡献也大于ti和v,其含量过高时易产生晶间裂纹。因此,综合考虑其他各元素含量后将本发明的nb含量控制在0.03-0.06%以内。
18.mo:钼能降低过中温转变组织贝氏体的转变温度,对多边形铁素体的形成有抑制作用,促进af和贝氏体的形成。铁素体中的钼有固溶强化效果,使碳化物不易分解,提高强度;与铜镍等提高耐蚀性;钼过量影响碳当量,不利于焊接。所以,本发明钢的mo含量控制在0.70-0.85%。
19.ti:是一种强烈的碳化物和氮化物形成元素,形成的tin、ti(cn)等粒子非常稳定,能够在形核时有效的阻止晶粒长大,因此能够细化晶粒,提高钢板的强度和韧性。但是,ti对强度贡献不及nb明显,同时过多的ti所形成的碳化物会降低钢板低温韧性。钢板在焊接时ti的作用也比较明显,能够有效细化焊接热影响区组织。考虑钢板低温韧性要求和对焊接性能的影响及与其他元素配合,设计ti的含量时控制在0.01-0.02%。
20.cu:cu在钢中主要起沉淀强化作用,对钢的耐大气腐蚀性能有益,能提高此外还能提高钢材的抗疲劳裂纹扩展能力.但当cu含量过高时,钢在轧制时易出现网状裂纹。综合考虑cu对钢板综合力学性能的影响,将cu含量控制在≤0.10%。
21.v:钢中加入v后将形成vc,提高了渗碳体的熔点、硬度和耐磨性。对于厚度不大的钢板,v的含量不能过高,以免降低钢的焊接性能。但v在中温时发生弥散强化,对于厚钢板心强度的提高有一定程度的好处。所以,本发明钢的v含量控制在0.035-0.055%。
22.w:钢中的w可以与c形成wc的析出物,抑制碍晶粒的长大,可以有效的细化晶粒尺
0.0050%,其余为fe及不可避免杂质。
31.所述不可避免杂质中各类夹杂物≤0.5级。所述调质钢中al、v、nb、c、n的质量百分比满足:ac=(27al+v/31+93nb)/(12c+14n)、且2.8≤ac≤6.3。所述调质钢中nb 、v 、ti的质量百分比满足: as=(nb+v)/ti、且4.2≤as≤8.2。
32.所述调质钢的微观组织是针状体素体+粒状贝氏体的复相组织,其中粒状贝氏体组织的含量≥70%;组织中大角度晶界所占比例为42%-51%,平均有效晶粒尺寸为2.5-3.8μm。所述调质钢的屈服强度≥550mpa、抗拉强度690-820mpa、延伸率≥16%、1/2t和1/4t处的-50℃横向冲击功均值≥100j。
33.此外,本发明还提供了一种690mpa级耐回火低温调质钢的制造方法,所述调质钢的制造方法包括以下步骤:1)准备调质钢钢坯料:按照调质钢的组成成分设计要求进行钢坯料备料;所述调质钢的组成成分按质量百分比包括:c 0.06-0.09%,si 0.15-0.25%、,mn 1.50-1.90%、,p ≤0.012%,s ≤0.003%,cr≤0.08%,ni 1.2-1.9%,cu ≤0.10%,nb 0.03-0.06%,ti 0.01-0.02%,mo 0.70-0.85%,v 0.035-0.055%,al 0.01-0.05%,w 0.5-1.5%,b≤0.0005%,n 0.005-0.015%,ce 0.0015-0.0050%,其余为fe及不可避免杂质;2)冶炼—轧制—冷却:钢坯料装炉,抽真空至 1pa,加热钢水至熔化,在高温高真空条件下精炼钢水10分钟,充保护气、加合金成分、调整温度,浇注成钢锭;将钢锭以8-12℃/s的速度加热到完全奥氏体化温度1150-1250℃,保温3小时以上,然后依次进行粗轧、精轧,采用大压下量进行轧制,粗轧总压下率不低于55%,粗轧控制终轧温度>1000℃,保证粗轧阶段奥氏体充分再结晶;精轧阶段控制开轧温度≤825℃,精轧阶段控制终轧温度在820-815℃,开冷温度控制在770-800℃,冷却速度控制在5-30℃/s,返红温度控制在660-680℃;3)调质热处理:将步骤2)所得的轧件加热至870-920℃后,保温1h,淬火返红温度不大于200℃,水比为1.1,辊速为0.035m/s,离线回火保温温度为570-610℃,离线回火保温时间为40-80min;其中,所述水比是指下水量与上水量的比值。
34.下面结合具体实施例详细阐述本发明。
35.表1列举了本发明实施例1~5和对比例1~3的化学成分; 2.8≤ac≤6.3;4.2≤as≤8.2;表1 本发明各实施例及对比例的冶炼成分 实施例1实施例2实施例3实施例4实施例5对比例1对比例2对比例3c0.060.070.090.0850.070.050.10.03si0.150.180.240.210.210.190.210.18mn1.551.601.801.761.591.561.761.47p0.0050.0040.0080.0030.0110.010.0030.004s0.0010.0030.0020.0030.0020.0030.0030.003cr0.050.080.080.0760.0210.080.0760.08mo0.0250.0300.0250.0350.250.230.250.035v0.0480.0450.0480.0420.050.010.080.01
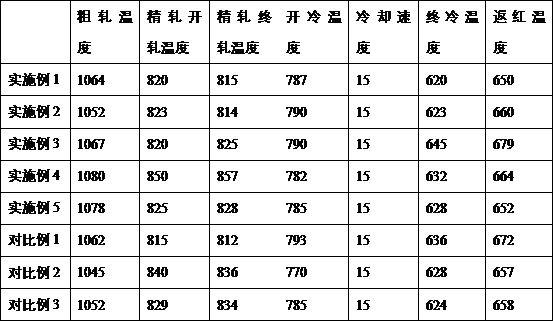
ni1.251.341.581.621.780.030.320.8cu0.050.080.0850.020.0140.040.0140.08nb0.0450.030.0370.0380.0350.070.010.04ti0.0120.010.0110.0140.0150.0080.0340.022b0.00010.00050.00020.00040.0010.0050.0010.006al0.030.0250.0360.0450.0420.080.120.008w0.750.821.120.941.450.32.10.02n0.0080.0120.0110.0050.0090.0010.090.001ce0.00190.00410.00210.00370.00180.0008//ac6.013.433.584.364.5511.651.6910.52as7.757.57.235.715.67102.652.27注:ac=(27al+v/31+93nb)/(12c+14n)、as=(nb+v)/ti采用75kg真空炉按照实施例1-5以及对比例1-3的成分炼制8炉试验钢,其生产方法具体步骤如下:准备钢坯料,按照表1中所示成分准备各炉中钢坯料;坯料冶炼-连铸:使用低硫铁水,对铁水包内吹石灰粉和镁粉的复合喷吹脱硫工艺等进行脱硫,然后依次经过转炉吹炼-lf精炼/rh精炼-连铸;钢板热机械轧制:钢坯料粗轧终轧温度>1000℃;精轧开轧温度≤825℃,,精轧阶段控制终轧温度在820-815℃,开冷温度控制在770-800℃,冷却速度控制在5-30℃/s,返红温度控制在660-680℃;冷却后获得钢板成品。实施例和对比例的具体参数参照表2。
36.钢板调质:将轧后钢板加热至870-920℃后,保温1h,淬火返红温度为不大于200℃,水比为1.1,辊速为0.035m/s,离线回火保温温度为570-610℃,离线回火保温时间为40-80min。
37.表2 本发明各实施例及对比例的轧制工艺本发明获得690mpa调质压力容器用钢板,对其进行性能检测,结果如表3所示,其
屈服强度≥550mpa,抗拉强度690-820mpa,延伸率≥16%,-50℃横向冲击功均值≥100j。
38.表3 本发明各实施例及对比例的力学性能 成品厚度/mm屈服强度/mpa抗拉强度/mpa延伸率/%-50℃横向冲击kv2(j)实施例11861073020160、151、153实施例23562375218152、147、149实施例35059771221163、167、175实施例45061772920150、162、158实施例55060870820.5159、163、165对比例11851264024120、115、132对比例2356708501687、93、85对比例35052465025150、156、172
实施例3和对比例2的试样经过磨样、抛光和腐蚀后,观察金相组织,结果如附图1和2。实施例3为少量的针状铁素体+粒状贝氏体+板条贝氏体,对比例2为粒状贝氏体+板条贝氏体。同时实施例3的晶粒晶粒更小,组织更细,低温韧性更好。
39.综上所述,本发明通过成分优化调配结合特定轧制、调质工艺生产的高低温韧性690mpa级压力容器用钢,对于特定的-50℃低温环境,能满足横向冲击功均值≥100j,屈服强度≥550mpa,抗拉强度690-820mpa,延伸率≥16%,具有良好的回火稳定性,生产工艺相对简单,生产成本低,易于实现工业的批量生产,适用于大型低温压力容器用钢的发展趋势,满足工业建设的实际需求。
40.以上实施例仅用以说明本发明的技术方案而非对其限制;尽管参照较佳实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本发明技术方案的精神,其均应涵盖在本发明请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1