一种高氮不锈钢滚珠丝杠热处理工艺的制作方法
1.本发明属于热处理技术领域,具体涉及一种高氮不锈钢滚珠丝杠热处理工艺。
背景技术:
2.鉴于传统的高碳高铬不锈钢很难满足高承载、高转速、长寿命和高可靠性等技术需求以及耐磨、耐高低温、耐蚀等苛刻的工作环境,近年来开发出一系列耐温高耐腐蚀的高氮不锈钢,如cronidur30和g30cr15mon(x30n)等。这类钢在中低碳马氏体不锈钢中加入0.10~0.50%的氮合金化,从而满足高硬度、耐高温和高耐蚀等性能。钢中加氮后微观组织与碳化物明显细化,经适当淬回火处理可获得58hrc以上的高硬度,因此高氮不锈钢是一种集碳化物充分细化、耐高温、高强度、高耐腐蚀能力、优异耐磨性、良好韧性及加工性能于一体的优质钢。
3.现有机构对高氮不锈轴承钢热处理工艺采用整体淬火+低温回火(150~180℃)处理,以获得高硬度(≥58hrc)、高耐磨性和高疲劳性能,这种热处理工艺适合于受力单一的轴承类零件。但是滚珠丝杠工作条件、受力情况与轴承差异较大,其受力情况比较轴承更为复杂。它在工作过程中不仅受到类似于轴承零件高的表面接触应力,产品整体还受到扭转、弯曲等应力,工作过程中还受到一定的冲击力。因此,类似于轴承的热处理工艺不能满足滚珠丝杠的力学性能要求,必须开发出一种新的热处理工艺,来满足滚珠丝杠的技术要求。
技术实现要素:
4.为了解决现有高氮不锈轴承钢热处理工艺相对于滚珠丝杠工作条件受力情况与轴承差异较大,其受力情况比较轴承更为复杂的问题带来的力学性能要求,本发明提供一种高氮不锈钢滚珠丝杠热处理工艺。
5.本发明的技术特征如下:一种高氮不锈钢滚珠丝杠热处理工艺,工艺步骤如下:
6.步骤一:调质处理:对高氮不锈钢滚珠丝杠进行淬火和高温回火步骤如下:
7.a、淬火:淬火加热温度为1000-1020℃,保温时间为60~70分钟,油冷至室温;
8.b、高温回火:首次回火温度控制在590~610℃,保温时间控制在2~2.5h,空冷,二次回火温度580℃,保温时间控制在2~2.5h,空冷;基体硬度30~40hrc范围内;
9.步骤二:中频感应淬火处理:对步骤1处理的高氮不锈钢滚珠丝杠进行中频感应淬火处理,具体要求如下:
10.使用环形感应器,感应电源频率3~20khz,加热功率系数700~900,起始预热1~2s,感应线圈移动速度350~700mm/分钟,丝杠旋转速度300转/分钟,加热时间随线圈移动连续加热;感应淬火水压0.2~0.3mpa,水温20~30℃,淬火冷却介质6~8%水基淬火液;
11.步骤三:后续处理:对步骤2处理的高氮不锈钢滚珠丝杠进行低温处理和回火处理,步骤如下:
12.a、冷冻:冷冻处理在冷冻箱内进行,温度为-80
±
5℃,冷冻处理时间为2
±
0.1h。
13.b、一次回火:一次回火温度控制在190~210℃,保温时间控制在3~3.5h,空冷。
14.c、二次冷冻:二次冷冻仍然在冷冻箱内进行,温度为-80
±
5℃,冷冻处理时间为2
±
0.1h。
15.d、二次回火:二次回火温度仍然控制在190~210℃,保温时间控制在3~3.5h,空冷;
16.最后得到的高氮不锈钢滚珠丝杠表面硬度为54~60hrc,基体硬度为30~40hrc。
17.所述步骤二中环形感应器的材质为纯铜。
18.本发明优点:
19.本发明提供一种高氮不锈钢滚珠丝杠热处理工艺,正是针对高氮不锈钢的组织性能特点,形成了新的高氮不锈钢滚珠丝杠热处理工艺方法,使得此类高氮不锈钢热处理后实现高硬度、高耐磨、耐高温、耐蚀等性能匹配,同时具有较好韧性,耐扭转、弯曲、冲击等性能,满足滚珠丝杠的使用要求。
附图说明
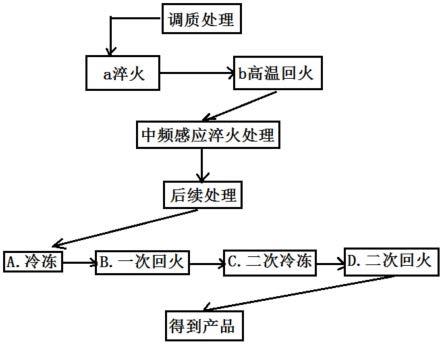
20.图1为本发明流程示意图
具体实施方式
21.如图1所示:
22.本发明一种高氮不锈钢滚珠丝杠热处理工艺,工艺步骤如下:
23.步骤一:调质处理:对高氮不锈钢滚珠丝杠进行淬火和高温回火步骤如下:
24.a、淬火:淬火加热温度为1000-1020℃,保温时间为60~70分钟,油冷至室温;
25.b、高温回火:首次回火温度控制在590~610℃,保温时间控制在2~2.5h,空冷,二次回火温度580℃,保温时间控制在2~2.5h,空冷;基体硬度30~40hrc范围内;
26.步骤二:中频感应淬火处理:对步骤1处理的高氮不锈钢滚珠丝杠进行中频感应淬火处理,具体要求如下:
27.使用环形感应器,感应电源频率3~20khz,加热功率系数700~900,起始预热1~2s,感应线圈移动速度350~700mm/分钟,丝杠旋转速度300转/分钟,加热时间随线圈移动连续加热;感应淬火水压0.2~0.3mpa,水温20~30℃,淬火冷却介质6~8%水基淬火液;
28.步骤三:后续处理:对步骤2处理的高氮不锈钢滚珠丝杠进行低温处理和回火处理,步骤如下:
29.a、冷冻:冷冻处理在冷冻箱内进行,温度为-80
±
5℃,冷冻处理时间为2
±
0.1h。
30.b、一次回火:一次回火温度控制在190~210℃,保温时间控制在3~3.5h,空冷。
31.c、二次冷冻:二次冷冻仍然在冷冻箱内进行,温度为-80
±
5℃,冷冻处理时间为2
±
0.1h。
32.d、二次回火:二次回火温度仍然控制在190~210℃,保温时间控制在3~3.5h,空冷;
33.最后得到的高氮不锈钢滚珠丝杠表面硬度为54~60hrc,基体硬度为30~40hrc。
34.所述步骤二中环形感应器的材质为纯铜。
35.本发明高氮不锈钢成分百分比:c:0.28~0.34%,si≤0.8%,mn≤0.6%,s≤0.010%,p≤0.020,cr:14.5~16.0%,mo:0.95~1.10%,n:0.35~0.44%,除不可避免的
杂质元素,余量为fe。
36.以下为本工艺实验数据:
37.实施例1,步骤:
38.①
调质处理:加热温度1010℃,保温时间60分钟,油冷至室温,首次回火温度590~610℃,保温时间2h,空冷,二次回火温度控制在580℃,保温时间控制在2h,空冷。
39.②
中频感应淬火处理:经过步骤
①
的产品,在采用纯铜制作环形感应器,感应电源频率7khz,加热功率系数880,起始预热1s,感应线圈移动速度650mm/分钟,丝杠旋转速度300转/分钟,加热时间随线圈移动连续加热;感应淬火水压0.2~0.3mpa,水温20~30℃,淬火冷却介质6~8%水基淬火液。
40.③
后续处理:经过步骤
②
的产品,在-80℃冷冻处理2h,首次回火温度200℃,保温时间3h,空冷,二次冷冻-80℃冷冻处理2h,二次回火温度200℃,保温时间3h,空冷。热处理后得到的产品表面硬度在54~60hrc范围内,基体硬度30~40hrc范围内,硬化层深度3.3~3.7mm,很好的满足滚珠丝杠的使用要求。具体热处理过程及硬度检测结果见表1:
41.热处理过程及硬度检测结果表1
[0042][0043]
实施例2,步骤:
[0044]
①
调质处理:加热温度1010℃,保温时间60分钟,油冷至室温,首次回火温度590~610℃,保温时间2h,空冷,二次回火温度控制在580℃,保温时间控制在2h,空冷。
[0045]
②
中频感应淬火处理:经过步骤
①
的产品,在采用纯铜制作环形感应器,感应电源频率7khz,加热功率系数800,起始预热2s,感应线圈移动速度500mm/分钟,丝杠旋转速度300转/分钟,加热时间随线圈移动连续加热;感应淬火水压0.2~0.3mpa,水温20~30℃,淬火冷却介质6~8%水基淬火液。
[0046]
③
后续处理:经过步骤
②
的产品,在-80℃冷冻处理2h,首次回火温度200℃,保温时间3h,空冷,二次冷冻-80℃冷冻处理2h,二次回火温度200℃,保温时间3h,空冷。热处理后得到的产品表面硬度在54~60hrc范围内,基体硬度30~40hrc范围内,硬化层深度4.1~4.5mm,很好的满足滚珠丝杠的使用要求。具体热处理过程及硬度检测结果见表2:
[0047]
热处理过程及硬度检测结果表2
[0048][0049]
实施例3,步骤:
[0050]
①
调质处理:加热温度1010℃,保温时间60分钟,油冷至室温,首次回火温度590~610℃,保温时间2h,空冷,二次回火温度控制在580℃,保温时间控制在2h,空冷。
[0051]
②
中频感应淬火处理:经过步骤
①
的产品,在采用纯铜制作环形感应器,感应电源频率7khz,加热功率系数730,起始预热2s,感应线圈移动速度400mm/分钟,丝杠旋转速度300转/分钟,加热时间随线圈移动连续加热;感应淬火水压0.2~0.3mpa,水温20~30℃,淬火冷却介质6~8%水基淬火液。
[0052]
③
后续处理:经过步骤
②
的产品,在-80℃冷冻处理2h,首次回火温度200℃,保温时间3h,空冷,二次冷冻-80℃冷冻处理2h,二次回火温度200℃,保温时间3h,空冷。热处理后得到的产品表面硬度在54~60hrc范围内,基体硬度30~40hrc范围内,硬化层深度4.6~5.0mm,很好的满足滚珠丝杠的使用要求。具体热处理过程及硬度检测结果见表3:
[0053]
热处理过程及硬度检测结果表3
[0054][0055]
由上述数据可知,本发明一种高氮不锈钢滚珠丝杠热处理工艺,正是针对高氮不锈钢的组织性能特点,形成了新的高氮不锈钢滚珠丝杠热处理工艺方法,使得此类高氮不锈钢热处理后实现高硬度、高耐磨、耐高温、耐蚀等性能匹配,同时具有较好韧性,耐扭转、弯曲、冲击等性能,满足滚珠丝杠的使用要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1