一种耐热双相镁锂合金及其制备方法
1.本发明属于镁锂合金制备技术领域,具体涉及一种耐热双相镁锂合金及其制备方法。
背景技术:
2.镁锂合金是目前最轻的合金系,密度低至1.3g/cm3,具有很高的比强度和比刚度、良好的低温抗冲击性能。而且,镁锂合金与其他金属材料具有很大的不同,具有优异的低温力学性能。比较典型的是,la141镁锂合金在室温下抗拉强度166mpa、屈服强度110mpa、延伸率20%以上,当温度下降到-253℃时,抗拉强度304mpa、屈服强度258mpa、延伸率11%以上,其强度提升的同时,仍然保持了较高水平的塑性,也即随着温度降低其综合力学性能反而提升,在低温环境场景下具有更为显著的应用优势。然而,镁锂合金的强度较低,其耐热性也非常差,一般用作次承力件的非关键部位,应用非常受限。
3.己开发的耐热镁合金中所采用的合金元素主要有稀土元素(re)和硅(si),具有良好的合金性能,开发出了as系、we系和vw系等合金。目前在镁锂合金中也主要采用这两种元素来试图改善耐热性,美国在1960s就研制了mg-14li-3ag-5zn-2si耐热合金,合金的σb为131~138mpa,σs为104mpa,δ为10%,在100℃温度下σb在100mpa左右,并将该合金应用于航天器铸件,然而,该合金耐热效果提升有限,室温强度也较低。各国研究重点随即转向了强度提升,耐热方面的研究进展缓慢。
4.近十年来,随着国内镁锂合金的研究和生产的进步,高强、耐蚀、高塑性能研究的全面开展,合金的耐热性能也再次被研究者所看重。公开号为cn104046869a的中国专利公开了一种镁锂硅合金及其制备方法,合金各成分的质量百分比为li:7~9%,si:1~3%,re:1~5%,sr:0.5~2%,其余为mg,所述合金为在150℃温度下具有抗拉强度118~150mpa,屈服强度83~103mpa,延伸率20~40%的中强耐热双相镁锂合金,该合金主要以si、re、sr三种元素复合添加的方式提高耐热性,然而si、re、sr均添加过多,对组织一致性影响较大。由于si在镁合金固溶度极小,si除生成mg2si相外,当含量在1%以上时多余的si会以大块单质颗粒存在,割裂组织完整性;re可细化mg2si相,并生成realsi相,但含量过多对耐热性的提升有限,还会造成密度增大、延伸率降低;而sr作为辅助性元素含量过多也会造成塑性的下降。
5.随着时代发展,轻量化成为航空航天及汽车、3c等行业未来发展趋势。其中对耐热性有一定要求的短程高超音速导弹的轻量化也被提上日程,其对耐热温度要求仅为100℃-150℃。作为最轻质的金属结构材料,镁锂合金的减重效果尤为突出。因此开发具有一定热稳定性的中强耐热超轻镁锂合金,为航空航天零部件提供原料选材具有重要意义。
技术实现要素:
6.本发明针对镁锂合金绝对强度低、耐热性差、热稳定性低的问题,提出了一种耐热双相镁锂合金,在双相la系镁锂合金的基础上通过调整si、sn、re、sr、cu等多种微量元素的
含量,来实现合金耐热、稳定化的目的。
7.本发明还提出了所述耐热双相镁锂合金的制备方法。
8.本发明又进一步提出了所述耐热双相镁锂合金的应用。
9.基于上述目的,本发明采取如下技术方案:
10.一种耐热双相镁锂合金,由以下质量百分比的组分组成:li 6%-9.5%、al 3%-7%、si 0.5-1.0%、sn 0.2-0.5%、sr 0.5-1.0%、re 0.1-0.8%、cu 0.05-0.2%;其中,si、sn、sr、re及cu的质量分数之和不超过2.8%,杂质元素fe、ni等总量小于0.05%,余量为mg。
11.具体的,re为稀土元素y和gd中的一种或两种。
12.进一步的,所述耐热双相镁锂合金,由以下质量百分比的组分组成:li 6%-9.5%、al 3%-7%、si 0.5-1.0%、sn 0.2-0.5%、sr 0.5-1.0%、y+gd 0.3-0.8%、cu 0.05-0.2%;其中,si、sn、sr、re及cu的质量分数之和不超过2.8%,si+sn≤1.3%,杂质元素fe、ni等总量小于0.05%,余量为mg。
13.所述耐热双相镁锂合金的制备方法,包括如下步骤:
14.(1)真空熔铸:将镁锂合金各组分原料按照质量百分比进行配料,配料后,置于真空感应炉内,抽真空至10pa以下进行熔炼,然后浇铸,得到铸锭;
15.(2)中高温挤压预制棒坯:将步骤(1)得到的镁锂合金铸锭置于台式炉中于350~400℃固溶处理后,空冷或水冷降温至280~350℃进行棒材挤压,制备出预制棒坯;
16.(3)低温模锻一体成形:将步骤(2)得到的预制棒坯分切为所需的长度后,置于热处理炉中加热至150~230℃保温2~3h,进行模锻近净成形,脱模,得到耐热双相镁锂合金结构件。
17.具体的,步骤(1)中,真空熔铸工艺为:将所述合金原料配料后,置于真空感应炉内,抽真空至10pa以下,加热熔化,熔化后机械搅拌2~3次,然后在700~730℃温度下静置保温10~30min进行熔炼,然后浇铸。
18.具体的,步骤(1)获得铸锭为直径φ500~700mm圆柱状铸锭。
19.具体的,步骤(2)中固溶处理时间为4~15h;挤压时,挤压比为3.5~15,获得预制棒坯直径为φ150~250mm。
20.具体的,步骤(3)中进行模锻近净成形前,将低温模锻模具进行在线等温加热,预热温度为150~230℃,然后将热处理后的棒坯置于模锻模具中进行模锻近净成形,模锻近净成形后脱模温度小于等于100℃。
21.具体的,步骤(3)中最终得到的结构件为薄壁件、筒形件、u形件或框体件。
22.上述方法通过将特定成分的镁锂合金铸锭利用铸、挤、模锻、大尺寸大塑性变形复合的方法制备得到中强耐热双相镁锂合金结构件。
23.本发明还提供了所述耐热双相镁锂合金在制备航天探测器或短程高超速航空飞行器零部件中的应用。
24.具体的,所述零部件为薄壁结构件。
25.本发明通过研究镁锂合金中可合金化的元素发现,添加al、zn、re元素可提高其力学性能,复合添加后所生成的初生al2re、mg2zn3re2等热稳定相有益于耐热性的提高,但密度较大,在密度较低的镁锂合金熔体中易沉淀,导致实收率极低,难以稳定制备,从而提出
了以al为主元素之一,添加痕量re,使其少量生成alre相,其余主要固溶进镁锂合金组织中,起到提高原子错配度,增强原子扩散势垒作用;添加si、sn元素在适当提升力学性能的同时,可生成mg2si、mg2sn耐热初生相,其密度低与基体接近,且实收率高,然而si在镁锂合金中的固溶度很小,主要以化合物和富si颗粒的形式存在,尤其是发明人研究发现在si含量>1wt%时,富si块状结构急剧增加,对强塑性产生恶劣影响,从而优化了si、sn的微量添加范围;cu在镁锂合金中固溶度小,较低添加就能产生很好的固溶强化效果,对塑性影响也小,还具有改善组织、提高性能稳定性和抑制过时效的作用,根据协同增强效应,提出了复合添加sr、cu、re,从而起到了细化mg2si、mg2sn且富集于晶界处阻碍原子扩散,提高热稳定性作用。本发明通过对合金中各个元素的合理搭配,综合各个元素的优势,实现制备的镁锂合金的耐热性和稳定性的改善。
26.与现有技术相比,本发明具有如下的有益效果:
27.1、本发明的耐热镁锂合金,在双相la系镁锂合金的基础上通过总质量分数不超过2.8%的si、sn、re、sr、cu多元素微量复合添加,即通过多组分的协同增强,来达到耐热、稳定化效果,又保证了低密度特征。
28.2、本发明采用真空熔铸、高低温热处理及挤压模锻复合的方式,起到细晶强化、加工硬化、结构组织性能一体化等强韧化、稳定化的作用,可明显改善合金材料冶金质量,有效抑制镁锂合金的过时效软化现象,进一步提高其强韧性和耐热性,实现强度中等、耐热性优良、热稳定好、质量稳定的高纯净镁锂合金材料制备,具有显著的工业化应用前景。
29.3、本发明通过将la系镁锂合金微合金化以及短流程制备工艺进行复合,在保持镁锂合金低密度特征的同时,抑制其自然时效软化,提高耐热性及热稳定性,延长材料构件寿命周期,扩大镁锂合金应用领域。所述耐热双相镁锂合金制备方法可制备出在150℃温度下,抗拉强度为148mpa的超轻耐热双相镁锂合金。
30.4、本发明的耐热镁锂合金,室温抗拉强度在220mpa-270mpa之间,150℃抗拉强度在120mpa-150mpa之间,能媲美普通耐热镁合金,具有良好的应用前景。
31.本发明的工艺充分结合镁锂合金易变形特点,开发的低温模锻一体成形技术,不仅降低再结晶晶粒长大倾向,而且材料利用率高、生产成本可控,在航空航天新材料领域具有良好的实际应用前景。
附图说明
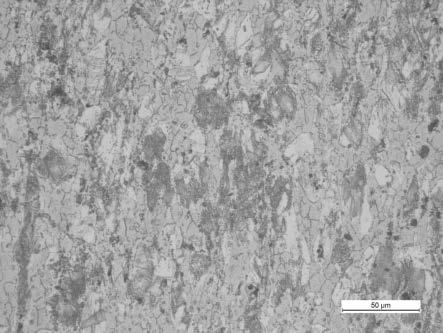
32.图1为实施例1中si的质量分数为0.9%时挤压态双相镁锂合金的金相组织照片;
33.图2为对比例1中镁锂合金金相组织照片(其中si质量分数大于1%(具体为2%))。
具体实施方式
34.为使本发明的目的、技术方案及效果更加清楚、明确,以下对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。下述实施例中所用原料均为普通市售产品。
35.实施例1
36.一种耐热双相镁锂合金,由以下质量百分比的组分组成:8.8% li、3.6% al、0.9% si、0.3% sn、0.5%y、0.2% gd、0.5% sr、0.1%cu,杂质元素fe、ni等总量小于
0.05%,余量为mg。
37.所述耐热双相镁锂合金的制备方法,包括真空熔铸,锻造、挤压等形变热处理,具体步骤如下:
38.(1)真空熔铸:按照上述镁锂合金元素配比进行配料,配料后置于真空感应炉内,抽真空至10pa后加热熔化,熔化后机械搅拌2次,然后在710℃温度下静置保温25min进行熔炼,然后浇铸,得到直径700mm的圆柱状铸锭;
39.(2)中高温挤压预制棒坯:将步骤(1)得到的镁锂合金铸锭置于台式炉中在380℃的温度下固溶处理8h,然后降温至300℃,在7000t挤压机上挤压,采用反挤压的方式制备出直径250mm棒坯,挤压比为7.8,然后空冷至室温;
40.(3)低温模锻一体成形:将步骤(2)得到的预制挤压棒坯分切为所需的长度后,置于热处理炉中加热至180℃保温2h,同时低温模锻模具在线加热至180℃,然后将热处理后的棒坯置于模锻模具中进行模锻近净成形,最后降温至100℃脱模,得到耐热双相镁锂合金筒形件。
41.实施例2
42.一种耐热双相镁锂合金,由以下质量百分比的组分组成:.6% li、5.1% al、0.8% si、0.5%sn、0.6%y、0.1% gd、0.6% sr、0.2%cu,杂质元素fe、ni等总量小于0.05%,余量为mg。
43.所述耐热双相镁锂合金的制备方法,包括真空熔铸,锻造、挤压等形变热处理,具体步骤如下:
44.(1)真空熔铸:按照上述镁锂合金元素配比进行配料,配料后置于真空感应炉内,抽真空至10pa后加热熔化,熔化后机械搅拌2次,然后在720℃温度下静置保温20min进行熔炼,然后浇铸,得到直径550mm圆柱状铸锭;
45.(2)中高温挤压预制棒坯:将步骤(1)得到的镁锂合金铸锭置于台式炉中在350℃的温度下固溶处理4h,然后降温至280℃,在7000t挤压机上挤压,采用反挤压的方式制备出直径150mm棒坯,挤压比为13.4,然后空冷至室温;
46.(3)低温模锻一体成形:将步骤(2)得到的预制挤压棒坯分切为所需的长度后,置于热处理炉中加热至230℃保温3h,同时低温模锻模具在线加热至230℃,然后将热处理后的棒坯置于模锻模具中进行模锻近净成形,最后降温至100℃脱模,得到耐热双相镁锂合金u形件。
47.实施例3
48.一种耐热双相镁锂合金,由以下质量百分比的组分组成:9.2% li、3.8% al、0.8% si、0.3% sn、0.3%y、0.1% gd、0.5% sr、0.07%cu,杂质元素fe、ni等总量小于0.05%,余量为mg。
49.所述耐热双相镁锂合金的制备方法,包括真空熔铸,锻造、挤压等形变热处理,具体步骤如下:
50.(1)真空熔铸:按照上述镁锂合金元素配比进行配料,配料后置于真空感应炉内,抽真空至10pa后加热熔化,熔化后机械搅拌2次,然后在700℃温度下静置保温30min进行熔炼,然后浇铸,得到直径550mm圆柱状铸锭;
51.(2)中高温挤压预制棒坯:将步骤(1)得到的镁锂合金铸锭置于台式炉中在360℃
的温度下固溶处理4h,然后降温至280℃,在7000t挤压机上挤压,采用反挤压的方式制备出直径180mm棒坯,挤压比为9.3,然后空冷至室温;
52.(3)低温模锻一体成形:将步骤(2)得到的预制挤压棒坯分切为所需的长度后,置于热处理炉中加热至150℃保温3h,同时低温模锻模具在线加热至150℃,然后将热处理后的棒坯置于模锻模具中进行模锻近净成形,最后降温至100℃脱模,得到耐热双相镁锂合金框体件。
53.对比例1
54.对比例1与实施例1的不同之处在于合金组成不同,对比例1的合金由以下质量百分比的组分组成:9.2% li、3.8% al、2% si、0.3%y、0.1% gd、0.5% sr、0.07%cu,杂质元素fe、ni等总量小于0.05%,余量为mg。对比例1所述合金的制备方法与实施例1相同,仅si元素含量超过本发明要求保护的范围,达到了2%。对对比例1获得的镁锂合金进行室温力学性能测试,结果为,抗拉强度278mpa、屈服强度251mpa、延伸率为5.2%,对比例1的合金塑性较差。
55.图1为实施例1中si的质量分数为0.9%时挤压态双相镁锂合金的金相组织照片;图2为对比例1中镁锂合金金相组织照片(其中si质量分数大于1%(具体为2%)),从图1中可以看出,mg2si相细小,起到了提高强度和耐热性的作用,对塑性损害小。
56.从图2中可以看出,由于si含量增多,富si块状结构急剧增加,达到了20μm,且多富集,可有效提高强度和耐热性,但对强塑性产生恶劣影响,且其熔点高,难以固溶消除。
57.实施例1、2、3制备得到的镁锂合金的密度、室温力学性能、高温力学性能参见表1,实施例1、2、3及对比例1的测试结果参考国标《gb/t 16865变形铝、镁及其合金加工制品拉伸试验用试样及方法》中的方法获得。
58.表1
[0059][0060]
从表1可以看到,本发明的耐热镁锂合金在室温下抗拉强度最低在230mpa以上,塑性均在20%以上,室温力学性能优异;在150℃时抗拉强度依然可达120mpa以上,而大部分镁锂合金普遍在100mpa以下。与对比例1相比,本发明实施例1-3制备得到的合金具有良好的耐热性能和塑性。
[0061]
以上对本发明的具体实施案例进行了描述,需要理解的是,本发明并不局限于上述特定实施方式。本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不
影响本发明的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1