金刚石线锯机硬质合金块切割夹具及方法与流程
1.本发明涉及金刚石线锯机切割技术,具体为一种金刚石线锯机硬质合金块切割夹具及方法。
背景技术:
2.现有技术中,常采用金刚石线锯机来切割预烧结的硬质合金块,将其切割成约2.5mm厚的若干薄片。
3.硬质合金块切割时要求速度快,而且切割后的薄片不能有崩边、缺角等损伤。由于预烧结的硬质合金块比较疏松,装夹时不能用压板压,也不能用四爪卡盘等工具装夹;硬质合金块在切成薄片后,如何无损伤取料也是个难题,切下的薄片落在工作台上易碎、易损伤,切割成品的表面质量要求也很高,不能有缺角,表面要光滑和平整,因而,取料时不能直接用硬物接触取料,避免碰伤工件,对取料的环节要求很高。
4.在采用金刚石线锯机切割此类材料时,装夹工件要花很多的时间做准备,为了防止切下来的成品损坏,需要在机器的下方放置一些泡沫等柔软的物体,以便使切下来的成品落在这些柔软的物体上面,即便这样还是会出现成品损坏的情况,这样就使切割效率大大降低,经济效益也受到影响,满足不了生产要求。
技术实现要素:
5.针对现有技术的不足,本发明所要解决的技术问题是提出了一种快速装夹、安全取料的金刚石线锯机硬质合金块切割夹具及方法。
6.能够解决上述技术问题的金刚石线锯机硬质合金块切割夹具,其技术方案包括基于工作台设置的夹持机构和取料机构,所述工作台设于前、后向的y轴移动机构ⅰ上,所述y轴移动机构ⅰ设于左、右向的x轴移动机构上,所不同的是:
7.1、所述夹持机构包括安装于吸盘座前端面上的真空大吸盘,所述吸盘座安装于工作台的前部。
8.2、所述取料机构包括至少一个设于真空大吸盘前方的真空小吸盘,所述真空小吸盘安装于左、右向的吸盘杆的一端部,所述吸盘杆的另一端部通过翻转架安装于由前、后向的y轴移动机构ⅱ带动的移动架上,所述y轴移动机构ⅱ于夹持机构侧旁安装于工作台上。
9.3、所述y轴移动机构ⅱ带动真空小吸盘向后移动的停止位为真空大吸盘与真空小吸盘对硬质合金块的吸附位,向前移动的停止位置为真空小吸盘的卸料位。
10.4、于卸料位向吸附位移动时,所述翻转架转动吸盘杆而将真空小吸盘转朝真空大吸盘;于卸料位,所述翻转架转动吸盘杆而将真空小吸盘转朝向上位置。
11.所述y轴移动机构ⅱ的一种结构包括左、右设置的前、后向的导向杆,左、右的导向杆分别滑动安装于左、右的导向套内,所述移动架安装于左、右的导向杆的前端,左、右的导向套之间设有驱动气缸,所述驱动气缸的缸杆向前与移动架连接。
12.按常规,金刚石线锯机的金刚石线竖直设于硬质合金块的吸附位的侧旁。
13.采用本发明切割夹具切割硬质合金块的方法,其工序步骤为:
14.1、将硬质合金块吸附在真空大吸盘上。
15.2、y轴移动机构ⅰ驱动工作台将硬质合金块向前移动至金刚石线的切割位置。
16.3、翻转架将真空小吸盘转朝硬质合金块,y轴移动机构ⅱ带动移动架将真空小吸盘向后移动至吸附位而与硬质合金块的前端面相吸附。
17.4、x轴移动机构驱动工作台将硬质合金块朝金刚石线进给,金刚石线于硬质合金块的前端部切割出吸附在真空小吸盘上的硬质合金薄片。
18.5、y轴移动机构ⅱ带动移动架将真空小吸盘向前移动至卸料位,翻转架将真空小吸盘转朝向上位置而将硬质合金薄片水平承放,关闭真空小吸盘后取下硬质合金薄片。
19.6、x轴移动机构驱动工作台将硬质合金块回位,y轴移动机构ⅰ驱动工作台将硬质合金块向前移动一个与硬质合金薄片厚度一致的切割距离。
20.7、重复工序步骤3~6即可连续将硬质合金块切割成若干硬质合金薄片。
21.本发明的有益效果:
22.1、本发明金刚石线锯机硬质合金块切割夹具及方法,解决了硬质合金块在切割过程中的快速装夹问题,由真空大吸盘吸附硬质合金块而实现快速装夹,减少了装夹辅助时间,有利于提高切割工作效率。
23.2、本发明结构中,真空小吸盘吸附硬质合金薄片而实现了安全取料,真空小吸盘将硬质合金薄片送出切割位置而不与其他物品接触,硬质合金薄片不易损坏,降低了废品率,提高了经济效益。
附图说明
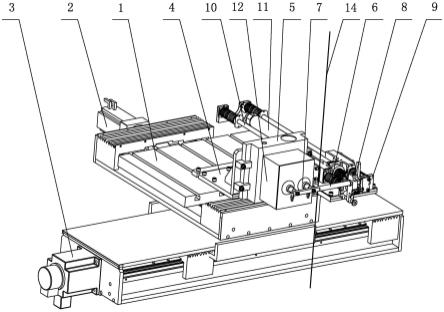
24.图1为本发明一种实施方式的主视图。
25.图2为图1实施方式的俯视图。
26.图3为图1实施方式中硬质合金块的装夹示意图。
27.图4为图1实施方式中硬质合金薄片的取料示意图。
28.图号标识:1、工作台;2、y轴移动机构ⅰ;3、x轴移动机构;4、吸盘座;5、真空大吸盘;6、吸盘杆;7、真空小吸盘;8、翻转架;9、移动架;10、导向杆;11、驱动气缸;12、硬质合金块;13、硬质合金薄片;14、金刚石线;15、滑套座。
具体实施方式
29.下面结合附图所示实施方式对本发明的技术方案作进一步说明。
30.本发明金刚石线锯机硬质合金块切割夹具,包括基于工作台1设置的夹持机构和取料机构,所述工作台1设于前、后向的y轴移动机构ⅰ2(常规技术)上,所述y轴移动机构2设于左、右向的x轴移动机构3(常规技术)上,如图1、图2、图3、图4所示。
31.所述夹持机构包括真空大吸盘5,所述真空大吸盘5的前端面为吸附端,真空大吸盘5的后部装夹于吸盘座4的竖直座板上,吸盘座4的水平座板于工作台1的前部上安装,如图1、图2、图3、图4所示。
32.所述取料机构包括设于真空大吸盘5前方的左、右两个真空小吸盘7,两个真空小吸盘7安装于吸盘杆6的右部,所述吸盘杆6的左部安装于手扳式翻转架8上,所述翻转架8安
装于移动架9上,所述移动架9在对应设置的y轴移动机构ⅱ带动下前、后移动,两个真空小吸盘7和吸盘杆6通过手扳式翻转架8可在移动架9上实现90
°
翻转,如图1、图2、图3、图4所示。
33.所述y轴移动机构ⅱ包括左、右两根前、后向的导向杆10,左、右的导向杆10分别滑动配合于滑套座15的左、右的导向套孔内,所述滑套座15安装于工作台1上,左、右的导向套孔中间的滑套座15内设有驱动气缸11,所述驱动气缸11向前伸出的缸杆与移动架9安装连接,如图1、图2、图3、图4所示。
34.上述结构中,所述驱动气缸11通过移动架9带动两个真空小吸盘7向后移动的停止位为真空大吸盘5与真空小吸盘7对硬质合金块12的吸附位(处于x轴移动机构3前侧),向前移动的停止位置为真空小吸盘7的卸料位;于卸料位向吸附位移动时,手动控制翻转架8而转动吸盘杆6,将朝上位置的真空小吸盘7转朝硬质合金块12(向后),于卸料位,手动控制翻转架8反向转动吸盘杆6,将朝后的真空小吸盘7转朝向上位置;所述吸附位的左侧竖直设置的是金刚石线锯机的金刚石线14,所述金刚石线14对应在真空大吸盘5与两个真空小吸盘7之间,如图1、图2、图3、图4所示。
35.采用本发明装夹并切割硬质合金块12的方法,其其工序步骤为:
36.1、将要被切割的硬质合金块12牢牢吸附在真空大吸盘5上。
37.2、y轴移动机构ⅰ2驱动工作台1将硬质合金块12向前移动至金刚石线14的右侧旁。
38.3、手控翻转架8将两个真空小吸盘7转朝硬质合金块12,驱动气缸11带动移动架9将两个真空小吸盘7向后移动至吸附位,两个真空小吸盘7与硬质合金块12的前端面相吸附。
39.4、x轴移动机构3驱动工作台1将硬质合金块12朝金刚石线14方向进给,金刚石线14于硬质合金块12的前端部切割出硬质合金薄片13,硬质合金薄片13被稳定的吸附在两个真空小吸盘7上。
40.5、驱动气缸11带动移动架9将两个真空小吸盘7连同硬质合金薄片13一起向前移动至卸料位,手控翻转架8将两个真空小吸盘7转朝向上位置而将硬质合金薄片13从竖直位置摆放为水平位置,关闭真空小吸盘7后即可取下硬质合金薄片13。
41.6、x轴移动机构3驱动工作台1将硬质合金块12回位,y轴移动机构ⅰ2驱动工作台1将硬质合金块12向前移动一个切割距离,该切割距离等于硬质合金薄片13的厚度。
42.7、重复工序步骤3~6即可连续将硬质合金块12切割成若干等厚度的硬质合金薄片13。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1