一种F690级别钢板配套焊丝钢盘条及其生产方法与流程
一种f690级别钢板配套焊丝钢盘条及其生产方法
技术领域
1.本发明属于冶金技术领域,尤其涉及一种f690级别钢板配套焊丝钢盘条及其生产方法。
背景技术:
2.f690船舶、海工用钢是支撑我国实施海洋强国战略的重要钢铁材料,面向船舶与海工装备从浅海到深海、近海到极地的发展方向,需要满足低温、飓风、巨浪、腐蚀等极端苛刻环境下高安全性服役要求。
3.对于f69o级别钢板而言,由于需要焊后热处理,温度520
°c×
2h,苛刻要求620
°c×
2h,冲击要求-60
°
c≥46j,ctod(-35
°
c)≥0.2,目前国内外无配套焊丝钢成功案例。目前只有神钢的焊条通过所有实验,埋弧焊丝国外品牌均不能满足要求,国内品牌在低冲和ctod自身数据上有一定差距,没有正式评定,因此,目前亟需一种f690级别钢板配套焊材,填补国内空白。
技术实现要素:
4.针对上述技术问题,本发明的一个方式的目的之一是提供一种f690级别钢板配套焊丝钢盘条,能够满足f690别钢板的焊接性能,其熔敷金属力学、冲击及抗裂性能满足要求,填补国内对于相关焊材的空白。
5.本发明的一个方式的目的之一是提供一种f690级别钢板配套焊丝钢盘条的生产方法,采用转炉小方坯一火成材工艺路线,通过合理的冶炼及轧制工艺技术,生产f690级别钢板配套焊丝钢盘条,该方法生产的f690级别钢板配套焊丝钢盘条能够满足f690别钢板的焊接性能,其熔敷金属力学、冲击及抗裂性能达到标准要求,填补国内对于相关焊材的空白。
6.注意,这些目的的记载并不妨碍其他目的的存在。本发明的一个方式并不需要实现所有上述目的。可以从说明书、附图、权利要求书的记载中抽取上述目的以外的目的。
7.本发明是通过以下技术手段实现上述技术目的的。
8.一种所述f690级别钢板配套焊丝钢盘条的生产方法,包括以下步骤:步骤s1、炼钢bof:使用氧气顶吹转炉炼钢法进行炼钢,炼钢采用mnnicrmo主合金体系,并添加0.04~0.08%ti进行微合金化,通过转炉终点控制出钢成分为:c≤0.04%,p≤0.006%,出钢温度≥1580℃;出钢时进行脱氧合金化控制和精炼造渣工艺控制,为精炼提供合格的初炼钢水成分、温度及炉渣;步骤s2、lf精炼炉:lf精炼炉进站之后补加造渣料,所述造渣料的组分为石灰4~8kg/t、0~3kg/t萤石,使炉渣碱度r为2.0~5.0,精炼过程采用重量百分比为1:3的电石、硅铁粉进行扩散脱氧,将其少量多次加在渣面上,总加入量为2.0~2.5kg/t,c含量目标
±
0.01%,mn、ni、cr、mo元素含量目标
±
0.02%,通过精炼造渣、脱氧及微调成分,保证成分合格,并有效减少钢种夹杂物;
步骤s3、浇注铸坯:采用连铸机进行浇注铸坯,浇注过程参数为:过热度30~45℃,拉速2.0~2.2m/s,二冷制度0.8~1.0l/kg,电流强度300~400a,频率3~4hz,末端电磁搅拌参数为:电流强度250~300a,频率8~10hz,有效改善铸坯内部质量,降低夹杂物和偏析程度;步骤s4、坑冷:钢坯入坑温度450-550℃;坑冷时间≥24h,出坑温度≤200℃;步骤s5、抛丸探伤+修磨;步骤s6、线材轧制,轧制过程参数为:炉气空燃比0.5~0.6,均热段温度范围1100~1160℃,开轧温度960~1080℃,终轧温度830~900℃,吐丝温度820~850℃,出保温罩温度为460~550℃,集卷温度320~500℃,有效改善盘条组织均匀性,有利于用户拉拔加工;步骤s7、检测合格入库。
9.上述方案中,所述步骤s1炼钢采用mnnicrmo主合金体系,并添加0.04%ti进行微合金化。
10.上述方案中,所述步骤s1通过转炉终点控制出钢成分为:c:0.02%,p:0.003%,出钢温度:1580℃;出钢时进行脱氧合金化控制和精炼造渣工艺控制。
11.上述方案中,所述步骤s2lf精炼炉进站之后补加造渣料,所述造渣料的组分为石灰4kg/t、1kg/t萤石,使炉渣具有良好的流动性以及碱度r为2.0;精炼过程采用重量百分比为1:3的电石、硅铁粉进行扩散脱氧,将其少量多次加在渣面上,总加入量为2.0kg/t;c含量目标
±
0.01%,mn、ni、cr、mo元素含量目标
±
0.02%。
12.上述方案中,所述步骤s3采用160方连铸机进行浇注铸坯,浇注铸坯的浇注过程参数为:过热度30℃,拉速2.0m/s,二冷制度0.8l/kg,电流强度300a,频率3hz;末端电磁搅拌参数为:电流强度250a,频率8hz。
13.上述方案中,所述步骤s4钢坯入坑温度为480℃;坑冷时间为25h,出坑温度为200℃。
14.上述方案中,所述步骤s6线材轧制的轧制过程参数为:炉气空燃比0.51,均热段温度范围1100℃,开轧温度960℃,终轧温度830℃,吐丝温度820℃,出保温罩温度为460℃,集卷温度320℃。
15.一种根据所述f690级别钢板配套焊丝钢盘条的生产方法制备的到的f690级别钢板配套焊丝钢盘条,其化学成分以重量百分比计为:c:0.06~0.10%,si:0.15~0.30%,mn:1.40~1.75%,p≤0.010%,s≤0.008%,cr:0.30~0.40%,ni:2.80~3.00%,cu≤0.15%,mo:0.40~0.60%,ti:0.04~0.08%,v≤0.010%,al≤0.015%,nb≤0.008%,b≤0.008%,余量为fe和不可避免的杂质。
16.上述方案中, f690级别钢板配套焊丝钢盘条化学成分以重量百分比计为:c:0.07%,si:0.20%,mn:1.54%,p:0.012%,s:0.003%,cr:0.34%,ni:2.87%,cu:0.022%,mo:0.49%,ti:0.060%,v:0.008%,al:0.007%,nb:0.0009%,b:0.0003%,余量为fe和不可避免的杂质。
17.与现有技术相比,本发明的有益效果是:本发明采用转炉小方坯一火成材工艺路线,通过控制过热度和电磁搅拌,有利于改善铸坯内部质量,金相组织均匀,降低夹杂物和偏析程度;并通过调整控轧、控冷工艺,使其具有适合拉拔的组织,减少了上贝氏体和马氏体等异常组织的出现,使得钢丝的延伸率和面缩率都有所改善,有利于用户拉拔加工。
18.根据本发明的一个方式,提供了一种f690级别钢板配套焊丝钢盘条,能够满足f690级别钢板的焊接性能,其熔敷金属力学、冲击及抗裂性能满足要求,填补国内对于相关焊材的空白。
19.根据本发明的一个方式,提供了一种f690级别钢板配套焊丝钢盘条的生产方法,采用转炉小方坯一火成材工艺路线,通过合理的冶炼及轧制工艺技术,生产f690级别钢板配套焊丝钢盘条,该方法生产的f690级别钢板配套焊丝钢盘条能够满足f690别钢板的焊接性能,其熔敷金属力学、冲击及抗裂性能满足要求,填补国内对于相关焊材的空白。
20.注意,这些效果的记载不妨碍其他效果的存在。本发明的一个方式并不一定必须具有所有上述效果。可以从说明书、附图、权利要求书等的记载显而易见地看出并抽出上述以外的效果。
附图说明
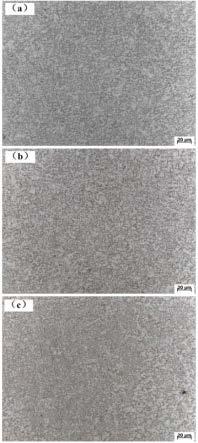
21.图1是本发明一实施方式的金相组织放大500倍视图示意图,其中(a)为本发明一实施方式的金相组织放大500倍的边部金相组织图,(b)为本发明一实施方式的金相组织放大500倍的1/2r的金相组织图,(c)为本发明一实施方式的金相组织放大500倍的心部的金相组织图;图2是本发明一实施方式的同圈力学项目曲线图示意图;图3是本发明一实施方式的酸洗低倍样检测图,其中(a)为1流酸洗低倍样检测图,(b)为2流酸洗低倍样检测图,(c)为3流酸洗低倍样检测图,(d)为4流酸洗低倍样检测图。
具体实施方式
22.下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
23.一种f690级别钢板配套焊丝钢盘条,本实施例以钢种q80m-g为例,其化学成分以重量百分比计为:c:0.07%,si:0.20%,mn:1.54%,p:0.012%,s:0.003%,cr:0.34%,ni:2.87%,cu:0.022%,mo:0.49%,ti:0.060%,v:0.008%,al:0.007%,nb:0.0009%,b:0.0003%,余量为fe和不可避免的杂质。
24.所述的f690级别钢板配套焊丝钢盘条的生产方法,包括以下步骤:步骤s1、炼钢bof:使用氧气顶吹转炉炼钢法进行炼钢,炼钢采用mnnicrmo主合金体系,并添加0.04~0.08%ti进行微合金化,通过转炉终点控制出钢成分为:c≤0.04%,p≤0.006%,出钢温度≥1580℃;出钢时进行脱氧合金化控制和精炼造渣工艺控制;步骤s2、lf精炼炉:lf精炼炉进站之后补加造渣料,所述造渣料的组分为石灰4~8kg/t、0~3kg/t萤石,使炉渣碱度r为2.0~5.0,精炼过程采用重量百分比为1:3的电石、硅铁粉进行扩散脱氧,将其少量多次加在渣面上,总加入量为2.0~2.5kg/t, c含量目标
±
0.01%,mn、ni、cr、mo元素含量目标
±
0.02%;步骤s3、浇注铸坯:采用连铸机进行浇注铸坯,浇注过程参数为:过热度30~45℃,拉速2.0~2.2m/s,二冷制度0.8~1.0l/kg,电流强度300~400a,频率3~4hz,末端电磁搅拌参数为:电流强度250~300a,频率8~10hz;步骤s4、坑冷:钢坯入坑温度450-550℃;坑冷时间≥24h,出坑温度≤200℃,在坑
中入同一垛位,底下垫热坯,且其左右垛位有热坯;步骤s5、抛丸探伤+修磨,减少表面裂纹、结疤等缺陷;步骤s6、线材轧制,轧制过程参数为:炉气空燃比0.5~0.6,均热段温度范围1100~1160℃,开轧温度960~1080℃,终轧温度830~900℃,吐丝温度820~850℃,出保温罩温度为460~550℃,集卷温度320~500℃;步骤s7、检测合格入库。
25.根据本实施例,优选的,所述步骤s1炼钢采用mnnicrmo主合金体系,并添加0.04%ti进行微合金化。
26.根据本实施例,优选的,所述步骤s1通过转炉终点控制出钢成分为:c:0.02%,p:0.003%,出钢温度为1580℃;出钢时进行脱氧合金化控制和精炼造渣工艺控制。
27.根据本实施例,优选的,所述步骤s2lf精炼炉进站之后补加造渣料,所述造渣料的组分为石灰4kg/t、1kg/t萤石,使炉渣具有良好的流动性以及碱度r为2.0;精炼过程采用重量百分比为1:3的电石、硅铁粉进行扩散脱氧,将其少量多次加在渣面上,总加入量为2.0kg/t; c含量目标
±
0.01%,mn、ni、cr、mo等元素含量目标
±
0.02%。
28.根据本实施例,优选的,所述步骤s3浇注铸坯的浇注过程参数为:过热度30℃,拉速2.0m/s,二冷制度0.8l/kg,电流强度300a,频率3hz;末端电磁搅拌参数为:电流强度250a,频率8hz。
29.根据本实施例,优选的,所述步骤s4钢坯入坑温度为480℃;坑冷时间为25h,出坑温度为200℃。
30.取同一炉批号001的两个试样片001-1和001-2,分析偏析程度:表1 夹杂物和偏析程度测试数据如表1所示,可见通过控制过热度和电磁搅拌,有利于改善铸坯内部质量,金相组织均匀,降低夹杂物和偏析程度。
31.根据本实施例,优选的,所述步骤s6线材轧制的轧制过程参数为:炉气空燃比0.51,均热段温度范围1100℃,开轧温度960℃,终轧温度830℃,吐丝温度820℃,出保温罩温度为460℃,集卷温度320℃。
32.本发明通过低碳多种微合金成分体系下的强韧机理和组织调控技术,开发高强韧性焊丝用热轧盘条控轧轧冷工艺,得到的盘条组织均匀,力学性能稳定。
33.图1为本发明盘条试样片001轧制号的金相组织放大500倍视图,其中,(a)为边部金相组织图,(b)为1/2r的金相组织图,(c)为心部的金相组织图;由图可见盘条组织均匀,组织为f +b,组织均匀、且弥散分布,有力于拉拔加工。
34.图2为盘条试样片001轧制号的同圈力学项目曲线图,其抗拉强度970mpa、面缩率60%、延伸率12%,可见盘条塑性指标良好,有利于拉拔加工。
35.图3为炉号001炉号的酸洗低倍样检测图,其中,(a)为1流酸洗低倍样检测图,(b)
为2流酸洗低倍样检测图,(c)为3流酸洗低倍样检测图,(d)为4流酸洗低倍样检测图,可见酸洗低倍样金相组织均匀,心部质量良好,其中中心疏松≤0.5级、缩孔≤0.5级、中心偏析≤0.5级。
36.研究本实施例1熔覆金属强韧性能,采用研制焊丝钢盘条试制焊丝,并对焊材进行焊接试验评价;表2 熔敷金属实际测试数据其熔敷金属实际测试数据见上表2,从测试结果看焊接性能满足要求。
37.本发明所述f690级别钢板配套焊丝钢盘条生产方法,采用转炉小方坯一火成材工艺路线,通过控制过热度和电磁搅拌,有利于改善铸坯内部质量,金相组织均匀,降低夹杂物和偏析程度;并通过调整控轧、控冷工艺,使其具有适合拉拔的组织,减少了上贝氏体和马氏体等异常组织的出现,使得钢丝的延伸率和面缩率都有所改善,有利于用户拉拔加工。本发明得到的f690级别钢板配套焊丝钢盘条能够满足f690级别钢板的焊接性能,其熔敷金属力学、冲击及抗裂性能满足要求,填补国内对于相关焊材的空白。
38.应当理解,虽然本说明书是按照各个实施例描述的,但并非每个实施例仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
39.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施例的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施例或变更均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1