一种高温钎焊用Al-Ni-Mn合金材料及其流变压铸成型方法与流程
一种高温钎焊用al-ni-mn合金材料及其流变压铸成型方法
技术领域
1.本发明涉及铝合金领域,尤其涉及一种高温钎焊用al-ni-mn合金材料及其流变压铸成型方法。
背景技术:
2.我国电子装备、新能源汽车热管理系统等铝合金产品很多需要通过高温钎焊组装。目前大多使用3000系或6000系变形合金制备,需要通过锻造和机械加工的方法成形,材料利用率低,周期长,加工成本高。因此,开发适于铸造成形的铸造铝合金钎焊材料及其铸造成形方法市场需求广阔。常规铸造铝合金都是铝硅类合金,成形性好,但是由于铝硅类材料的熔点低(560℃以下),在高温钎焊槽中长时间浸泡时会出现重熔。
3.检索到申请号为cn202111207851.x的中国发明专利公开了“一种真空压铸实现真空钎焊的al-mn-mg-si-ti-sn铸造合金及其制备方法”所述al-mn-mg-si-ti-sn铸造合金成分按质量百分比计算为:mn1.6~2.4%,mg0.45~0.9%,si0.2~0.6%,ti0.1~0.2%,sn0.5~1.5%,余量为al和杂质,杂质fe含量≤0.5%;
4.一种真空压铸实现真空钎焊的al-mn-mg-si-ti-sn铸造合金的制备方法,该制备方法包括以下步骤:
5.s1:将高纯铝升温至熔化,然后按配比的合金成分,加入铝锰中间合金、铝镁中间合金、铝硅中间合金、铝钛中间合金、纯锡;待炉料全部熔化后,混合均匀,得到铝熔体;所述高纯铝升温的速率为每分钟10℃,高纯铝熔化的温度为680℃~700℃,中间合金的熔化温度为700℃~720℃。
6.s2:向步骤s1中的铝熔体中加入固体精炼剂,进行精炼处理,除气处理,静置,扒渣,得到精炼金属熔液;所述精炼处理的温度为720℃~730℃,精炼时间为10min~15min;所述除气处理的气体为氩气,纯度大于99.5%,除气时间为10min~20min;所述静置的时间为10min~15min;
7.s3:将金属模具预热250℃,将步骤s2中的金属溶液在690℃~730℃进行真空压铸,获得所需薄壁结构件;所述金属模具的温度为200-300℃,浇注温度为690℃~730℃,压射速度为0.5-1.5m/s,压射压力为30-75mpa,所述真空压铸处理的真空度≤50mbar;
8.s4:对步骤s3中的结构件进行均匀化处理,均匀化温度为550-600℃,保温时间为6-12h,得到最终的结构件;
9.s5:按照不同的焊接位置将4004焊料裁切为覆盖待焊接区域的片材,对焊料和待焊接的结构件进行清洗,并用焊料裹敷结构件待焊接区域,在真空钎焊炉中实施钎焊。所述真空钎焊炉的真空度大于4*10-3pa,焊接温度为590℃~600℃;
10.在3003和6003合金的基础上提高mn含量至1.6-2.4%,以提高合金的熔点和铸造性能,满足后续真空压铸和真空钎焊的生产要求;同时在合金中添加mg和si,其目的在于形成mg2si增强相,在不降低合金导热性能基础上,提高合金的强韧性;此外,在合金中添加ti和sn,主要目的是细化晶粒,提高合金的强韧性,同时sn的添加可以补偿ti带来的热导率的
下降,最终获得一种高铸造性能、高熔点、高强韧、高导热、易焊接的al-mn-mg-si-ti-sn铸造合金,满足真空压铸和高温真空钎焊的生产要求。将热处理后的铸件放入真空钎焊炉,与包覆4004铝合金的翅片进行真空钎焊,获得水冷散热器,真空焊接温度为590℃。测试结果表明,铸件的常温抗拉强度为204mpa,屈服强度为165mpa,延伸率为25%。用热线法导热系数仪测量出该材料的导热系数为189w/m
·
k。
11.上述方案中真空钎焊的al-mn-mg-si-ti-sn铸造合金中,mg、si元素含量较高,形成低熔点的mg2si相(545℃),同时合金成分中还含有更低熔点的sn元素,它们在高温钎焊过程中极易产生过烧与重熔,导致焊接接口处缺陷增多。
技术实现要素:
12.(一)要解决的技术问题
13.为了解决现有技术的上述问题,本发明提供一种高温钎焊用al-ni-mn合金材料及其流变压铸成型方法,能够有效的提高铝合金的熔点,避免发生重熔。
14.(二)技术方案
15.为了达到上述目的,本发明采用的主要技术方案包括:
16.一种高温钎焊用al-ni-mn合金材料,其特征在于:所述al-ni-mn合金材料按质量百分百计为:ni3-3.5%、mn1.0-1.2%、余量为铝和不可避免的杂质元素,每种杂质元素含量≤0.1%,杂质元素总量≤0.3%。
17.一种高温钎焊用al-ni-mn合金材料的流变压铸成型方法,所述al-ni-mn合金材料采用流变压铸的方法铸造成型;所述流变压铸为低固相的流变压铸或者高固相的流变压铸方法铸造成型。
18.进一步的,所述低固相的流变压铸方法具体为,采用超声处理的方法制备低固相半固态浆料;超声处理结束后的熔体温度控制在655-665℃,浇注入压铸机料筒,压铸成形。
19.进一步的,所述高固相的流变压铸方法具体为,采用机械振动的方法制备高固相半固态浆料,机械振动处理结束后的半固态浆料温度控制在540-543℃,将浆料推入压铸机料筒,压铸成形。
20.进一步的,所述半固态浆料温度控制在540-543℃时熔体中析出的固体的质量百分比为30-50%。
21.(三)有益效果
22.本发明的有益效果是:通过向纯铝中添加ni和mn等高熔点元素,形成的析出相熔点高(大于600℃),在钎焊过程中不会产生过烧重熔问题,同时mn元素的加入可以降低材料与模具之间的粘模问题,ni元素的加入可以提高材料铸造流动性。为了进一步缓解材料在凝固过程中收缩和热裂问题,本发明又引入流变压铸工艺,通过外场处理,降低浆料温度,缓解凝固收缩和热裂问题。
23.采用本发明材料成分及流变压铸成形方法制备的产品,同样可以实现后续高温钎焊;
24.采用本发明的铸造铝合金材料及流变压铸成形方法制备的产品形状可以更加复杂,尺寸精度更高,生产效率更高,不需要后续的大量机械加工,材料利用率以及生产成本显著下降,在电子、新能源汽车等对成本敏感的领域有更加广阔的应用场景。
附图说明
25.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
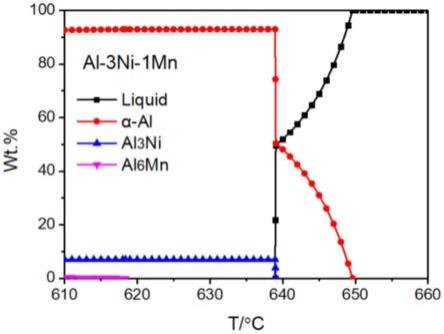
26.图1是本发明热力学计算al-3ni-1mn合金中相组成及析出温度图;
27.图2是本发明热力学计算al-3.5ni-1.2mn合金中相组成及析出温度图;
28.图3是本发明热力学计算al-3ni-1.5mn合金中相组成及析出温度图;
29.图4是本发明热力学计算al-3.5ni-1.5mn合金中相组成及析出温度图;
30.文中ni与mn前的数字是指以质量百分百计在合金中所占的比例,其余为铝。例如:al-3ni-1mn代表以质量百分百计在合金中ni3%、mn1%、其余为铝。
具体实施方式
31.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
32.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
33.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
34.实施例1:
35.一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3ni-1mn,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。采用高固相流变压铸的方法成形。通过机械振动方式制备高固相半固态浆料,浆料温度控制在540-543℃,对应的固相分数大概在35-45%范围内,保证浆料的均匀性,将高固相半固态浆料压入压铸机料筒内,流变压铸成形。采用上述方法制备的流变压铸产品组织致密,可以在600℃以上进行高温钎焊。
36.实施例2:
37.一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3.5ni-1.2mn,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。采用低固相流变压铸的方法成形。通过超声处理的方式制备低固相半固态浆料,浆料温度控制在655-665℃(高于液相线),浇注入压铸机料筒,由于压铸机料筒的激冷作用,在压铸机料筒内形成低固相半固态浆料,流变压铸成形。采用上述方法制备的流变压铸产品组织致密,可以在600℃以上进行高温钎焊。
38.对比例1:
39.一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3ni-1.5mn,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。采用高固相流变压铸的方法成形。通过机械振动方式制备高固相半固态浆料。由于mn元素过高,导致在制浆过程中形成al6mn析出相,在浆料外表面结壳,无法制备均匀的半固态浆料,无法实现后续流变压铸成形。
40.对比例2:
41.一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3ni-1mn,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。采用液态压铸的方法成形。浇注温度控制在660-680℃。压铸成形后在产品壁厚差异较大的过渡区产生微裂纹。产品在后续的高温钎焊过程中产生较多鼓泡缺陷,产品无法正常使用。
42.上述实施例与对比例的实验结构分析如下表1:
43.表1
[0044][0045]
下面进一步的对不同实施例中合金中相组成及析出温度进行分析:
[0046]
实施例3,一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3ni-1mn,即以质量百分百计ni3%、mn1%、其余为铝,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。
[0047]
实施例4,一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3.5ni-1.2mn,即以质量百分百计ni3.5%、mn1.2%、其余为铝,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。
[0048]
实施例5,一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3ni-1.5mn,即
以质量百分百计ni3%、mn1.5%、其余为铝,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。
[0049]
实施例6,一种高温钎焊用al-ni-mn合金材料,具体成分配比为al-3.5ni-1.5mn,即以质量百分百计ni3.5%、mn1.5%、其余为铝,其他单种杂质元素控制在0.1%以下,其他杂质元素总量控制在0.3%以下。
[0050]
实施例3-6的合金中相组成及析出温度图分别对应图1-4,可以看出当合金成分为al-3ni-1mn时,al3ni相析出温度639℃,al6mn相析出温度618℃,当ni含量增加到3.5%,mn含量增加到1.2%时,al3ni相和al6mn相析出温度均在638℃,但都低于α-al相的析出温度。当ni含量在3.0-3.5之间变化时,mn元素超出本发明后,mn含量达到1.5%时,al3ni相析出温度仍在638℃,而al6mn相析出温度达到645℃,析出温度显著升高,不利于后期制浆过程。
[0051]
根据计算结果,在本发明材料成分范围内,生成的al3ni和al6mn相的析出温度都在600℃以上,后续钎焊不会产生过烧重熔问题。且析出相的析出温度都低于640℃(低于α铝的析出温度650℃),不影响后续的半固态浆料制备。相反的,如果mn元素含量过高(1.5%),将导致mn元素析出温度显著提升,接近650℃,会明显影响后续的半固态浆料制备。
[0052]
金属元素mn是铝合金的一个重要合金元素,特别是在3000系铝合金中,mn是主要元素。mn原子固溶到al基体中,产生固溶强化效果,使合金强度得到提高。所以,增加合金中的mn含量,有利于提高合金的强度。但是,随着mn含量的增加,将会在合金中形成金属间化合物相al6mn,而且mn含量越高,金属间化合物相al6mn越粗大。如果mn含量超过了al-mn合金的共晶成分,al6mn成为初生相,则更加粗大。如果合金中含有fe元素,则fe元素会结合到al6mn相中,形成al6(femn)相,如果合金中含有si,可能会形成al15(mefe)3si2相,使金属间化合物相更加粗大。粗大的金属间化合物相对合金的力学性能有破坏作用。金属间化合物相越粗大,对力学性能的破坏作用越强烈。所以必须将mn含量限制中一定范围,防止形成粗大的金属间化合物相。
[0053]
当mn含量大于等于1.5%时,al6mn相的析出温度在645℃,与初生α-al混合在一起,由于制浆过程中冷速较慢,极易形成粗大片状组织,在浆料表面形成硬壳,后续压铸过程中割裂基体组织,不利于组织性能的改善。本发明中mn含量确实低于现有的合金,因此为了改善流动性,通过提高ni含量,形成al3ni相改善合金的铸造性能。
[0054]
上述成分范围的铝合金材料,采用流变压铸的方法铸造成形。流变压铸既可以采用低固相的流变压铸也可以采用高固相的流变压铸方法。应用低固相流变压铸方法,采用超声处理的方法制备半固态浆料。通过对熔体进行超声处理,一方面使得熔体的温度场和成分场更加均匀,一方面有利于后续浇注过程中产生大量的晶核。超声处理后要保证熔体温度控制在655-665℃(高于液相线)温度范围内,保证熔体可以顺利浇注入压铸机料杯。熔体浇注入料杯后,在料杯中进一步冷却,温度降低至液相线以下,形成固相颗粒均匀弥散分布的低固相半固态浆料,压铸成形。应用高固相流变压铸方法,采用机械振动的方法制备半固态浆料。将合金熔体倒入专用的制浆坩埚,对整个坩埚施加机械振动,熔体在机械振动条件下强制均匀凝固,形成固液均匀混合的半固态浆料。半固态浆料制备终止温度控制在540-543℃(对应固相分数30-50%),形成可夹持的高固相半固态浆料,将浆料推入压铸机料筒,压铸成形。
[0055]
本发明中的合金成分,若采用真空压铸方法,将不利于成形,尤其是热裂倾向性较大。而采用流变压铸的方法,在制浆过程中合金的一部分结晶潜热已经释放,进而显著降低合金的热裂倾向,同时铸造缺陷显著减少,改善合金的成形性能。
[0056]
本发明中mn元素的作用一方面是生成al6mn产生一定的强化作用,另一方面是改善合金的粘模倾向。本发明中mn元素的添加量是基于流变压铸成型工艺的特殊性决定的。mn太高导致无法进行高固相流变压铸。
[0057]
mn元素含量的升高,导致在凝固过程中含mn相的析出动力更大,因此其凝固过程中析出的温度升高。但析出温度太高,导致含mn相过早析出的话,在后续的凝固过程中长的更加粗大,也不利于合金性能的改善。
[0058]
在铝合金添加ni主要是为了改善合金的高温性能,通过与al合金中的cu反应生成al3cuni、al7cu4ni及al3ni等高温相,来提高铝合金的热稳定性。本发明中的ni元素一方面通过控制ni含量,使得al3ni析出温度在635-640℃之间,获得较高熔点,保证钎焊过程中组织稳定,另一方面通过形成al3ni相,可以改善合金凝固过程中的流动性,保证产品的成形性能。ni、mn元素在al合金中固溶度很小,通过流变压铸的方法制备的合金,铸造缺陷显著减少是其最大亮点。因为传统的液态压铸冷速快,铸造热应力大,极易诱发裂纹。
[0059]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1