一种瓷砖磨坯机及瓷砖磨坯机中磨坯头的制造方法与流程
1.本技术涉及瓷砖生产技术领域,尤其涉及的是一种瓷砖磨坯机及瓷砖磨坯机中磨坯头的制造方法。
背景技术:
2.在瓷砖产品生产过程中,砖坯的压制作为瓷砖产品生产的开端工序,砖坯坯面洁净度直接影响后续工序的生产以及最终产品质量。在砖坯压制工序中,多采用压机进行压制,压制过程容易溢出粉料,例如:压机上模在进入模腔的压制过程中,因冲击作用,模腔里的粉料会溢出少量,压制过程中的排气动作也会溢出部分细粉;使得生成的砖坯上或多或少有粘有溢出的粉料;坯面上粘连粉料,在后续淋釉、烧成等工序后,容易形成粘粉缺陷,进而影响瓷砖质量;因此,需要在淋釉工序之前除去砖坯上粘连的粉料,目前多使用吸尘装置吸除粉料,只能吸走部分粉料,对于砖坯上粘附力强的粉料,往往无法实现完全除去,坯面上粉料处理不干净,进而影响烧制后的瓷砖质量。
3.因此,现有技术存在缺陷,有待改进和发展。
技术实现要素:
4.本技术旨在于解决瓷砖生产过程中,无法对砖坯的坯面上粘连的粉料进行完全的清理,使得瓷砖烧制后形成粘粉缺陷,影响瓷砖产品质量的问题,针对现有技术的上述缺陷,提供一种瓷砖磨坯机及瓷砖磨坯机中磨坯头的制造方法。
5.本技术解决技术问题所采用的技术方案如下:一种瓷砖磨坯机,用于磨削砖坯的坯面,包括:
6.机台;
7.传送机构,所述传送机构设置于所述机台上,用于传送待磨削的砖坯;
8.磨坯机构和磨坯头,所述磨坯机构设置于所述机台上,且位于所述传送机构的顶面上,所述磨坯机构可拆卸连接所述磨坯头,所述磨坯头的磨削面与所述传送机构的顶面相对设置,并在所述磨坯机构的驱动下,直线往复磨削所述传送机构所传送的所述砖坯的坯面。
9.可选地,所述磨坯机构包括:
10.支撑组件,所述支撑组件设置于所述机台上;
11.驱动组件,所述驱动组件设置于所述支撑组件上;
12.固定组件,所述固定组件滑动设置于所述支撑组件上,且与所述驱动组件连接,所述固定组件夹持所述磨坯头上,所述磨坯头在所述驱动组件的驱动作用下,沿所述支撑组件做相对所述传送机构的顶面平行的直线往复移动。
13.可选地,所述磨坯头包括:
14.支撑基材和磨坯毯,所述磨坯毯包覆于所述支撑基材朝向所述传送机构的一端上,所述固定组件夹持所述磨坯毯的两侧,且在所述支撑基材上形成凹坑。
15.可选地,所述磨坯毯包括:
16.平行部,所述平行部位于所述传送机构的顶面上;
17.两个第一弯折部,两个所述第一弯折部连接所述平行部的两端上,并相对所述平行部成一定夹角;
18.两个第二弯折部,两个所述第二弯折部分别连接两个所述第一弯折部背离所述平行部的一端,且均位于所述凹坑处,所述固定组件位于两个所述第二弯折部上。
19.可选地,所述支撑组件包括托架和若干导轨,若干所述导轨成对设置于所述托架上,所述托架设置于所述机台上;
20.所述固定组件包括:
21.对夹夹具,所述对夹夹具夹持所述磨坯头;
22.若干导轮,若干所述导轮成对设置于所述对夹夹具上,并与所述对夹夹具转动连接,且与若干所述导轨滚动连接。
23.可选地,所述支撑组件还包括:
24.若干油盒,若干所述油盒与若干所述导轨对应设置,所述油盒设置于所述托架上,所述导轨位于所述油盒中。
25.可选地,所述油盒包括:
26.盒体,所述盒体设置于所述托架上,所述盒体的侧面和顶面分别设置有第一开口和第二开口,所述第一开口位于所述盒体朝向所述托架的一侧,所述导轮伸入所述第一开口中;
27.盒盖,所述盒盖与所述盒体铰接,且罩设于所述第二开口上。
28.可选地,所述传送机构包括:
29.主动轴组件和被动轴组件,所述主动轴组件和所述被动轴组件设置于所述机台上,所述主动轴组件和/或所述被动轴组件设置有导向槽;
30.传送带,所述传送带绕设于所述主动轴组件以及所述被动轴组件上,并在所述主动轴组件的驱动作用下循环转动,所述传送带的内侧设置有凸起,所述凸起位于所述导向槽中。
31.可选地,所述瓷砖磨坯机还包括:
32.两个防尘组件,两个所述防尘组件沿所述传送机构的输送方向延伸设置,且分别位于所述传送机构的两端上,两个所述防尘组件的一端均抵靠所述传送机构的顶面,两个所述防尘组件的另一端分别沿相背离的方向相对所述传送机构的顶面倾斜设置。
33.本技术还提供了一种磨坯头的制造方法,包括:
34.提供支撑基材和磨坯毯,并在所述支撑基材的底面和两个相对的侧面上设置第一连接部,以及在所述磨坯毯上设置第二连接部,所述第二连接部与所述第一连接部对应设置;
35.将所述第二连接部与所述第一连接部对齐,并将所述磨坯毯一侧的中间位置贴附于所述支撑基材的底面上,然后将所述磨坯毯的两端向内弯折,并贴附于所述支撑基材的两个相对侧面上,其中,所述第二连接部连接所述第一连接部。
36.本技术中提供了一种瓷砖磨坯机及瓷砖磨坯机中磨坯头的制造方法,瓷砖磨坯机通过设置传送机构、磨坯机构和磨坯头,实现在砖坯输送过程中对砖坯顶部的坯面进行磨
削,有效去除坯面上粘连的粉料,避免粘连的粉料影响瓷砖产品质量;将磨坯头设置为可拆卸的,以便于瓷砖磨坯机长期使用后更换磨坯头,有效保障瓷砖磨坯机对砖坯上坯面粘连粉料的磨削效果,且避免损伤坯面,进一步保障瓷砖的产品质量。
附图说明
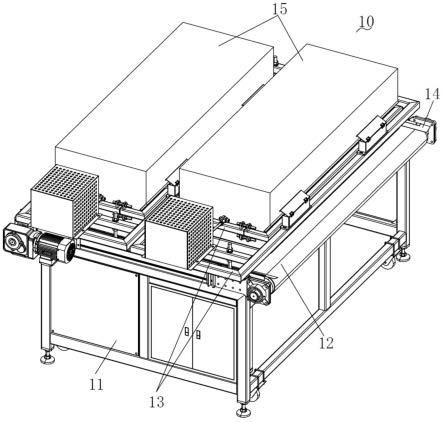
37.图1是本技术中提供的瓷砖磨坯机的立体结构示意图;
38.图2是本技术中提供的瓷砖磨坯机的立体爆炸结构示意图;
39.图3是本技术中提供的瓷砖磨坯机中的磨坯机构与磨坯头连接结构的立体爆炸结构示意图;
40.图4是本技术中提供的瓷砖磨坯机的剖视的局部示意图;
41.图5是本技术中提供的瓷砖磨坯机中的油盒与导轨的连接结构的立体结构示意图;
42.图6是本技术中提供的瓷砖磨坯机中的机台的立体结构示意图;
43.图7是本技术中提供的瓷砖磨坯机的另一视角剖视的局部示意图;
44.图8是本技术中提供的瓷砖磨坯机中传送机构与边梁的连接结构的立体结构示意图;
45.图9是本技术中提供的瓷砖磨坯机的又一视角剖视的局部示意图;
46.图10是本技术中提供的瓷砖磨坯机中传送机构与边梁的连接结构的立体爆炸结构示意图;
47.图11是本技术中提供的磨坯头的制造方法的流程图;
48.附图标记说明:
49.10、瓷砖磨坯机;11、机台;12、传送机构;13、磨坯机构;14、防尘组件;15、磨坯头;111、机架;112、边梁;113、电柜;114、调节支座;115、脚轮;1121、第一t形槽;1122、第二t形槽;1123、第三t形槽;1124、第四t形槽;121、主动轴组件;122、被动轴组件;123、传送带;124、导向槽;125、带承托组件;126、传动轴;127、连接侧板;128、调节支板;1291、轴承座;1292、齿轮减速电机;1293、扭力板;1231、凸起;1251、承托件;1252、玻璃底板;141、软胶皮;142、固定夹板;16、支撑组件;17、驱动组件;18、固定组件;151、支撑基材;152、磨坯毯;1511、凹坑;1521、平行部;1522、第一弯折部;1523、第二弯折部;161、托架;162、导轨;163、油盒;164、高度调节件;1631、盒体;1632、盒盖;1633、第一开口;1634、第二开口;1641、底座;1642、支撑螺杆;1643、第一螺母;1644、第二螺母;1645、第三螺母;171、旋转驱动件;172、摆臂;173、连杆;181、对夹夹具;182、导轮;1811、夹持件。
具体实施方式
50.为使本技术的目的、技术方案及优点更加清楚、明确,以下参照附图并举实施例对本技术进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
51.在瓷砖产品生产过程中,砖坯的压制作为瓷砖产品生产的开端工序,砖坯坯面洁净度直接影响后续工序的生产以及最终产品质量。在砖坯压制工序中,多采用压机进行压制,压制过程容易溢出粉料,例如:压机上模在进入模腔的压制过程中,因冲击作用,模腔里
的粉料会溢出少量,压制过程中的排气动作也会溢出部分细粉;使得生成的砖坯上或多或少有粘有溢出的粉料;坯面上粘连粉料,在后续淋釉、烧成等工序后,容易形成粘粉缺陷,进而影响瓷砖质量;因此,需要在淋釉工序之前除去砖坯上粘连的粉料,目前多使用吸尘装置吸除粉料,只能吸走部分粉料,对于砖坯上粘附力强的粉料,往往无法实现完全除去,坯面上粉料处理不干净,进而影响烧制后的瓷砖质量。
52.本技术旨在于解决瓷砖生产过程中,无法对砖坯的坯面上粘连的粉料进行完全的清理,使得瓷砖烧制后形成粘粉缺陷,影响瓷砖产品质量的问题,提供了一种瓷砖磨坯机及瓷砖磨坯机中磨坯头的制造方法,瓷砖磨坯机通过设置传送机构、磨坯机构和磨坯头,实现在砖坯输送过程中对砖坯顶部的坯面进行磨削,有效去除坯面上粘连的粉料,避免粘连的粉料影响瓷砖产品质量;将磨坯头设置为可拆卸的,以便于瓷砖磨坯机长期使用后更换磨坯头,有效保障瓷砖磨坯机对砖坯上坯面粘连粉料的磨削效果,且避免损伤坯面,进一步保障瓷砖的产品质量;具体烦请详参下述实施例。
53.请结合参阅图1和图2,本技术的第一实施例中提供了一种瓷砖磨坯机10,用于磨削砖坯的坯面,瓷砖磨坯机10包括机台11、传送机构12、磨坯机构13和磨坯头15;所述传送机构12设置于所述机台11上,用于传送待磨削的砖坯;所述磨坯机构13设置于所述机台11上,且位于所述传送机构12的顶面上,所述磨坯机构13可拆卸连接所述磨坯头15,所述磨坯头15的磨削面与所述传送机构12的顶面相对设置,并在所述磨坯机构13的驱动下,直线往复磨削所述传送机构12所传送的所述砖坯的坯面。
54.可以理解,本技术提供的瓷砖磨坯机10,用于在瓷砖生产过程中,对砖坯的坯面进行磨削,以除去坯面粘连的粉料,进而避免砖坯烧制后产生粘粉缺陷,影响瓷砖产品质量;具体的,机台11用于安装传送机构12和磨坯机构13;传送机构12和磨坯机构13均安装在机台11上,磨坯机构13位于传送机构12的顶面上,与传送机构12在高度方向上形成间隙,以供砖坯通过;传送机构12输送砖坯,磨坯机构13上可拆卸安装有磨坯头15,磨坯头15的磨削面朝向传送机构12的顶面,相对传送机构12的顶面平行或成一定较小的倾角,磨坯机构13驱动磨坯头15直线往复移动过程中,磨坯头15的磨削面在砖坯输送过程中对砖坯顶部的坯面进行磨削,实现将坯面上粘连的粉料完全去除,避免粘连的粉料影响瓷砖产品质量;由于磨坯头15在磨削过程中会有磨损,长期使用后,磨坯头15的磨削面表面粗糙度加大,容易划伤坯面;将磨坯头15设置为可拆卸的,具体可以通过夹持或者螺栓连接等方式,以便于瓷砖磨坯机10长期使用后更换磨坯头15,有效保障瓷砖磨坯机10对砖坯上坯面粘连粉料的磨削效果,且避免损伤坯面,进一步保障瓷砖的产品质量。
55.需要说明的是,本技术并不限定磨坯机构13的数量,即磨坯机构13并不限定为一个,可以根据实际生产需要设置多组,也可以选择采用多台瓷砖磨坯机10加工,均属于本技术的保护范围。
56.请结合参阅图1至图3,在一些实施方式中,所述磨坯机构13包括支撑组件16、驱动组件17和固定组件18;所述支撑组件16设置于所述机台11上;所述驱动组件17设置于所述支撑组件16上;所述固定组件18滑动设置于所述支撑组件16上,且与所述驱动组件17连接,所述固定组件18夹持所述磨坯头15上,所述磨坯头15在所述驱动组件17的驱动作用下,沿所述支撑组件16做相对所述传送机构12的顶面平行的直线往复移动。
57.可以理解,支撑组件16用于支撑并固定驱动组件17,以及支撑固定组件18并作为
固定组件18的滑动平台;支撑组件16安装在机台11上,驱动组件17和固定组件18安装在支撑组件16上;固定组件18夹持固定磨坯头15,磨坯头15位于传送机构12的顶面上,磨坯头15朝向传送机构12的一面(即磨削面)相对传送机构12的顶面平行或成较小的倾角,即相对传送机构12的传送面平行或成较小的倾角;在驱动组件17的驱动作用下固定组件18带动磨坯头15沿着支撑组件16滑动,做相对传送机构12的顶面平行的直线往复移动,砖坯在传送机构12的顶面上传送,磨坯头15在往复移动过程中实现对砖坯的坯面的往复磨削,以有效除去坯面粘连的粉料;具体的,磨坯头15的往复移动方向垂直于传送机构12的传送方向,或者相对于传送机构12的传送方向成一定夹角(夹角大于0);优选地,磨坯头15的往复移动方向与传送机构12的传送方向相垂直或接近垂直(即夹角为90度),可以提升磨坯头15对砖坯坯面磨削作用效果。
58.请结合参阅图2至图4,在一些实施方式中,所述支撑组件16包括托架161和若干导轨162,若干所述导轨162成对设置于所述托架161上,所述托架161设置于所述机台11上;所述固定组件18包括对夹夹具181和若干导轮182;所述对夹夹具181夹持所述磨坯头15;若干所述导轮182成对设置于所述对夹夹具181上,并与所述对夹夹具181转动连接,且与若干所述导轨162滚动连接。
59.可以理解,托架161安装在机台11上,用于安装固定驱动组件17;托架161上安装有若干成对的导轨162,用于支撑固定组件18和磨坯头15;固定组件18中对夹夹具181夹持固定磨坯头15,若干导轮182成对安装在对夹夹具181上,并与若干成对设置的导轨162相对应,每个导轨162对应至少一个导轮182;导轮182与对夹夹具181转动连接,且与导轨162滚动连接,使得磨坯头15和对夹夹具181通过导轮182沿导轨162滚动,导轨162具有对磨坯头15移动过程的导向作用,以增强磨坯头15往复磨削过程的稳定性;若干成对的导轨162以及相对应的若干成对的导轨162,可以进一步增强磨坯头15往复磨削过程的稳定性;其中,导轮182可通过导轮182固定板与对夹夹具181连接。
60.请继续结合参阅图3和图4,在一些实施方式中,所述支撑组件16还包括若干油盒163,若干所述油盒163与若干所述导轨162对应设置,所述油盒163设置于所述托架161上,所述导轨162位于所述油盒163中。
61.可以理解,若干油盒163与若干导轨162对应设置,每个导轨162均安装在对应的油盒163中;油盒163用于放置润滑油或润滑脂,以实现对导轮182和导轨162的持久润滑作用,有效降低导轮182和导轨162的磨损,同时可以避免润滑油或润滑脂从导轮182和导轨162掉落,污染砖坯或磨坯头15。
62.请结合参阅图3至图5,在一些实施方式中,所述油盒163包括盒体1631和盒盖1632;所述盒体1631设置于所述托架161上,所述盒体1631的侧面和顶面分别设置有第一开口1633和第二开口1634,所述第一开口1633位于所述盒体1631朝向所述托架161的一侧,所述导轮182伸入所述第一开口1633中;所述盒盖1632与所述盒体1631铰接,且罩设于所述第二开口1634上。
63.可以理解,盒体1631上的第一开口1633形成对导轮182的避位,以便导轮182伸入;盒体1631上第二开口1634以便于添加润滑油或润滑脂;盒盖1632罩设于盒体1631的第二开口1634,具有遮尘作用,避免导轮182和导轨162暴露在外,使得粉尘落入盒体1631中与润滑油或润滑脂混合,进而加速导轮182和导轨162磨损;盒盖1632与盒体1631铰接,便于开合盒
盖1632,进行润滑油或润滑脂的添加。
64.在一些实施方式中,所述导轮182的轮槽设置为v型轮槽、梯形轮槽或圆弧轮槽中的一种,所述导轨162设置为v型导轨、梯形导轨或圆弧导轨中的一种,所述导轮182的轮槽与所述导轨162配合设置。
65.可以理解,导轮182和导轨162相配合,使得导轨162具有对导轮182的导向和限位作用,以保障导轮182沿导轨162滚动过程中不偏移、不脱轨,进而提升磨坯头15往复磨削过程的稳定性,有效保障瓷砖磨坯机10对砖坯坯面的磨削效果。
66.请继续结合参阅图2和图3,在一些实施方式中,所述驱动组件17包括旋转驱动件171、摆臂172和连杆173;所述旋转驱动件171设置于所述支撑组件16上;所述摆臂172的一端连接所述旋转驱动件171的输出轴、其另一端与所述连杆173的一端转动连接,所述连杆173的另一端与所述对夹夹具181铰接,所述对夹夹具181在所述连杆173的驱动作用下沿所述导轨162做直线往复移动。
67.可以理解,旋转驱动件171、摆臂172、连杆173以及导轨162上设置的对夹夹具181构成了曲柄连杆173机构,旋转驱动件171带动摆臂172连续旋转,与摆臂172连接的连杆173的一端绕旋转驱动件171的输出轴旋转,连杆173的另一端带动对夹夹具181以及磨坯头15沿导轨162做直线往复移动;通过设置旋转驱动件171、摆臂172和连杆173,实现对固定组件18做直线往复移动的驱动作用,为磨坯头15实现对砖坯坯面的往复磨削作用提供了保障;其中,旋转驱动件171可以采用蜗轮蜗杆减速电机,蜗轮蜗杆减速电机可以采用变频器控制,使得磨坯机构13的运行速度可根据生产需要进行无级调节,连杆173的两端分别通过关节轴承以及销轴螺钉连接摆臂172和对夹夹具181,使得连杆173相对摆臂172可转动以及相对对夹夹具181可摆动,以保障往复移动的灵活性和流畅性。
68.在一些实施方式中,所述摆臂172开设有条孔,所述摆臂172通过所述条孔连接所述旋转驱动件171的输出轴;摆臂172与旋转驱动件171的连接位置可沿条孔调整,即摆动行程可调,使得磨坯头15往复移动的范围可调。
69.在一些实施方式中,所述驱动组件17也可以设置为直线电机、电动推杆、伸缩气缸等直线驱动结构。
70.请继续参阅图3,在一些实施方式中,所述对夹夹具181包括两个夹持件1811,两个所述夹持件1811相对的一侧可拆卸连接,两个所述夹持件1811分别夹持所述磨坯头15的两侧。
71.可以理解,两个夹持件1811夹持磨坯头15的两侧,实现将磨坯头15固定;两个夹持件1811相对的一侧可拆卸连接,以便于用户拆卸两个夹持件1811对磨坯头15进行更换;具体的,夹持件1811上设置有固定块,两个夹持件1811通过固定块以及双头螺栓连接固定;实际应用中,磨坯头15被夹持的两侧宽度大于两个夹持件1811连接后对应位置的宽度,以便于两个夹持件1811形成对磨坯头15的压紧作用效果,保障对磨坯头15的固定效果;例如:厚度约400~500mm的磨坯头15的宽度比两个夹持件1811对接夹紧后的内宽要宽约50~100mm。
72.在一些实施方式中,两个所述夹持件1811中一个在相对的一侧设置有导向凸起1231、另一个对应设置有导向孔,所述导向凸起1231配合连接所述导向孔,以便于两个夹持件1811安装时通过导向凸起1231和导向孔导向对位,防止对接时扭曲或偏离。
73.请继续结合参阅图2和图3,在一些实施方式中,所述磨坯头15包括支撑基材151和磨坯毯152,所述磨坯毯152包覆于所述支撑基材151朝向所述传送机构12的一端上,所述固定组件18夹持所述磨坯毯152的两侧,且在所述支撑基材151上形成凹坑1511。
74.可以理解,支撑基材151起到对磨坯毯152的支撑作用,磨坯毯152直接接触砖坯的坯面,以磨削坯面;支撑基材151具有一定柔性变形,固定组件18夹持磨坯毯152的两侧,产生对磨坯毯152两侧的夹持压力,夹持压力在支撑基材151上形成凹坑1511,以实现将磨坯毯152以及支撑基材151有效固定;由于磨坯毯152磨削作用于砖坯,在对磨坯头15更换时,可以仅需对磨坯毯152更换即可,有效避免材料损耗,节约生产成本;具体的,两个夹持件1811分别夹持磨坯毯152的两侧,以固定磨坯毯152以及支撑基材151。
75.在一些实施方式中,支撑基材151可采用高密度海绵等具有可压缩性的材料,磨坯毯152可以采用磨坯棉毯。
76.在一些实施方式中,所述支撑基材151与所述磨坯毯152通过魔术贴连接或者粘接,可以增强支撑基材151与磨坯的连接稳定性,且便于对磨损后的磨坯毯152更换;例如,磨坯毯152用万能胶水与魔术贴毛面粘接在一起,支撑基材151用万能胶水与魔术贴勾面粘接在一起,然后将磨坯毯152和支撑基材151扣接在一起。
77.请继续结合参阅图2和图3,在一些实施方式中,所述磨坯毯152包括平行部1521、两个第一弯折部1522和两个第二弯折部1523;所述平行部1521位于所述传送机构12的顶面上;两个所述第一弯折部1522连接所述平行部1521的两端上,并相对所述平行部1521成一定夹角;两个所述第二弯折部1523分别连接两个所述第一弯折部1522背离所述平行部1521的一端,且均位于所述凹坑1511处,所述固定组件18位于两个所述第二弯折部1523上。
78.可以理解,平行部1521相对传送机构12的顶面平行或成较小夹角,平行部1521用于接触砖坯的坯面,并对坯面进行磨削;两个第一弯折部1522连接平行部1521的两端,两个第一弯折部1522与平行部1521形成对支撑基材151一端的包覆作用;两个第二弯折部1523位于支撑基材151上形成的凹坑1511上,即固定组件18的夹持作用直接作用于两个第二弯折部1523上,具体的,第二弯折部1523呈v型结构;固定组件18夹持磨坯毯152的两侧时,夹持力作用于两个第二弯折部1523上,使得两个第二弯折部1523形成对两个第一弯折部1522、平行部1521的拉紧力,使得平行部1521、两个第一弯折部1522和两个第二弯折部1523紧密贴合在支撑基材151上;其中,由于固定组件18的夹持作用,第一弯折部1522对平行部1521的拉紧力使得第一弯折部1522与平行部1521的连接位置自然上翘形成圆弧过渡面,便于砖坯的进出,且有利于磨坯毯152对砖坯的磨削作用,避免磨坯毯152卡伤砖坯以及砖坯卡伤磨坯毯152,影响连续生产。
79.请继续参阅图1,在一些实施方式中,所述瓷砖磨坯机10包括至少两个所述磨坯机构13,两个所述磨坯机构13中的磨坯头15具有不同粗糙度,例如分别采用细磨坯头和粗磨坯头不同,具体的,磨坯头15中磨坯毯152的粗糙度和厚度不同,两个所述磨坯机构13中的磨坯毯152分别为较粗较厚的磨坯毯152和较细较薄的磨坯毯152,可以组合使用,较粗较厚的磨坯毯152磨削力强,快速磨掉砖坯面粘粉,较细较薄的磨坯毯152磨掉粗磨后的紧贴砖坯面的粘粉,并使砖坯面光滑细腻。
80.请继续参阅图2、图3和图6,在一些实施方式中,所述机台11包括机架111和两个边梁112,两个所述边梁112对称设置于所述机架111的两端上;所述支撑组件16还包括若干高
度调节件164,若干所述高度调节件164沿高度方向设置于两个所述边梁112上,并与所述托架161可拆卸连接,所述高度调节件164与所述托架161的连接位置可沿高度方向调整。
81.可以理解,机架111除了承受安装重量外,还要承受磨坯机构13中磨坯头15往复移动时的往复惯性力、离心力、摩擦力,必须有足够的强度和刚性,机架111可采用焊接式框架结构;若干高度调节组件分布于托架161的边缘位置,具有对托架161的支撑固定作用;高度调节组件与托架161可拆卸连接,且连接位置可沿高度方向调整,使得托架161与传送机构12的间距可调整,即托架161上设置的对夹夹具181以及磨坯头15可相对传送机构12的顶面调整,用户可通过若干高度调节组件调整托架161相对传送机构12的位置,以保障磨坯头15的磨削方向相对传送机构12所传送的砖坯的坯面平行,保障磨坯头15对砖坯坯面的磨削效果,实现对粘连粉料有效去除,同时,也使得瓷砖磨坯机10可适用于对不同厚度的砖坯的坯面磨削,提升瓷砖磨坯机10的通用性。
82.请结合参阅图6和图7,请继续结合参阅图2和图3,在一些实施方式中,所述边梁112的底面面上设置有第一t形槽1121,所述机架111与所述第一t形槽1121可拆卸连接,安装位置灵活;具体的,机架111通过螺栓和方形螺母与第一t形槽1121连接,方形螺母位于第一t形槽1121中,螺栓穿设机架111与方形螺母连接,实现将边梁112与机架111固定。
83.请继续参阅图6,在一些实施方式中,所述机台11还包括电柜113、调节支座114和脚轮115,所述电柜113设置于所述机架111上,所述调节支座114和所述脚轮115设置于所述机架111的底面上。
84.可以理解,电柜113用于安装电源及其它电器元件,以便于控制设备运转,并与前后工序设备电气联锁;脚轮115主要作用是方便瓷砖磨坯机10搬运挪动,可采用万向轮,转向灵活,设备就位后再用机架111四角设置的调节支座114调节水平并紧固。
85.请继续结合参阅图3、图6和图7,在一些实施方式中,所述边梁112的顶面上设置有第二t形槽1122;所述高度调节件164包括底座1641、支撑螺杆1642、第一螺母1643和第二螺母1644;所述底座1641位于所述边梁112上,所述支撑螺杆1642的一端可拆卸连接所述底座1641以及所述第二t形槽1122,所述支撑螺杆1642的另一端穿设所述托架161;所述第一螺母1643和所述第二螺母1644均连接所述支撑螺杆1642上,且分别与所述托架161的底面和顶面相抵靠。
86.可以理解,底座1641起支撑效果,支撑螺杆1642可拆卸连接底座1641以及第二t形槽1122,使得底座1641安装位置可根据需要沿第二t形槽1122调整,安装灵活度高;具体的,第二t形槽1122中设置有方块螺母与支撑螺杆1642紧固连接;支撑螺杆1642上具有螺纹连接段,第一螺母1643和第二螺母1644均与螺纹连接段连接;支撑螺杆1642穿设托架161,第一螺母1643和第二螺母1644实现将托架161固定在支撑螺杆1642上;可通过调节第一螺母1643以及第二螺母1644与支撑螺杆1642的连接位置,实现对托架161高度方向的位置调整;可选地,所述支撑螺杆1642套设有第三螺母1645,支撑螺杆1642连接底座1641,第三螺母1645与底座1641的底面相抵靠,实现将支撑螺杆1642与底座1641固定,提升支撑螺杆1642与底座1641的连接可靠性和稳定性。
87.请结合参阅图2、图8和图9,在一些实施方式中,所述传送机构12包括主动轴组件121、被动轴组件122和传送带123;所述主动轴组件121和所述被动轴组件122设置于所述机台11上,所述主动轴组件121和/或所述被动轴组件122设置有导向槽124;所述传送带123绕
设于所述主动轴组件121以及所述被动轴组件122上,并在所述主动轴组件121的驱动作用下循环转动,所述传送带123的内侧设置有凸起1231,所述凸起1231位于所述导向槽124中。
88.可以理解,传送带123绕设于主动轴组件121以及被动轴组件122上,传送带123由主动轴组件121驱动而持续转动;砖坯放置在传送带123上,由传送带123传送;传送带123的内侧设置有凸起1231,主动轴组件121和/或被动轴组件122设置有导向槽124,即可在主动轴组件121和被动轴组件122中任一个或两个上对应设置导向槽124,凸起1231位于导向槽124中,与导向槽124相配合导向,可以防止传送带123转动过程中跑偏,引起传送带123磨损,同时也避免引起砖坯跑位,影响磨削效果;传送带123可以采用表面带花纹的传送带,以增强对砖坯的摩擦力。
89.在一些实施方式中,所述传送带123设置有两个所述凸起1231,两个所述凸起1231分布于所述传送带123的两端;所述主动轴组件121和/或所述被动轴组件122对应所述传送带123设置有两个导向槽124,两个所述凸起1231位于两个所述导向槽124中。
90.可以理解,传送带123的内侧设置有两个凸起1231,可在主动轴组件121和被动轴组件122中任一个或两个上对应设置两个导向槽124,两个凸起1231分别位于两个导向槽124中,对传送带123输送方向两侧进行导向限位,可以有效防止传送带123转动过程中跑偏。
91.在一些实施方式中,所述导向槽124的截面设置为楔形、矩形或圆弧形中一种,所述凸起1231的截面对应所述导向槽124的截面设置为楔形、矩形或圆弧形中一种。
92.可以理解,可以根据需要对导向槽124以及凸起1231的截面设置为楔形、矩形或圆弧形中一种,导向槽124与凸起1231的截面形状相同,以保障凸起1231和导向槽124相配合的导向效果,有效放置传送带123跑偏。
93.请继续参阅图4,在一些实施方式中,所述传送机构12还包括带承托组件125,所述带承托组件125设置于所述机台11上,所述带承托组件125设置于所述传送带123中,并与所述传送带123靠近顶面的一侧相抵靠。
94.可以理解,带承托组件125用于支撑传送带123的顶部,即传送砖坯的部分,保障转坯传送过程位置的稳定性,同时可以有效的保障磨坯头15对砖坯的坯面的磨削作用,避免磨削过程中传送带123抖动造成砖坯坯面损伤。
95.请结合参阅图4、图6和图8和图10,在一些实施方式中,两个所述边梁112相对的一侧设置有第三t形槽1123;所述带承托组件125包括承托件1251和玻璃底板1252,所述承托件1251的两端分别可拆卸连接两个所述边梁112的所述第三t形槽1123,所述玻璃底板1252设置于所述承托件1251的顶面上,并与所述传送带123靠近顶面的一侧相抵靠。
96.可以理解,承托件1251可拆卸连接第三t形槽1123,安装位置灵活可调;玻璃底板1252支撑传送带123,玻璃底板1252平整性好且耐磨性好,可以提升砖坯传送过程的位置稳定性,进而保障磨坯头15的磨削效果;承托件1251为框架结构,玻璃底板1252采用玻璃胶粘接固定在承托件1251上,玻璃底板1252的边、角、棱都设置有倒角,防止划伤传送带123。
97.请继续参阅图1,在一些实施方式中,所述瓷砖磨坯机10还包括两个防尘组件14,两个所述防尘组件14沿所述传送机构12的输送方向延伸设置,且分别位于所述传送机构12的两端上,两个所述防尘组件14的一端均抵靠所述传送机构12的顶面,两个所述防尘组件14的另一端分别沿相背离的方向相对所述传送机构12的顶面倾斜设置。
98.可以理解,两个防尘组件14位于传送机构12输送方向的两侧,两个防尘组件14与传送机构12的顶面抵靠,且相对传送机构12的顶面倾斜,即抵靠传送带123的顶面,且相对送带的顶面倾斜,具有对传送带123上粉料的遮挡作用,避免粉料沿传送带123两侧掉落,污染底面,且避免粉料落入传送带123下的承托组件上并聚集,进而导致传送带123局部高度不平整,导致砖坯暗裂破损而造成产品成品率降低,也容易加速传送带123与承托组件的磨损而造成维修费用增加。
99.请继续结合参阅图1和图9,在一些实施方式中,所述防尘组件14包括软胶皮141和固定夹板142;所述软胶皮141一端可拆卸连接所述固定夹板142,另一端抵靠所述传送带123的顶面,所述固定夹板142连接所述;软胶皮141有利于在传送带123传送过程中保持与传送带123贴合,有效遮挡粉料;软胶皮141可以采用聚氨酯软胶皮。
100.请继续结合参阅图6、图8和图10,在一些实施方式中,两个所述边梁112相背的一侧均设置有第四t形槽1124;所述主动轴组件121和所述被动轴组件122均包括传动轴126、两个连接侧板127和两个调节支板128;所述传动轴126的两端分别通过轴承座1291连接两个所述连接侧板127,轴承座1291可以是方座轴承;两个所述连接侧板127以及两个所述调节支板128均与所述第四t形槽1124可拆卸连接,具体可以采用螺栓连接;所述连接侧板127与所述调节支板128的端部具有间隔,且通过调节螺栓连接,调节螺栓可以采用全牙螺栓;所述主动轴组件121还包括齿轮减速电机1292和扭力板1293;所述齿轮减速电机1292设置于所述扭力板1293上,并与所述主动轴组件121中所述传动轴126突出所述连接侧板127的一端连接;所述扭力板1293通过若干螺杆连接所述连接侧板127。
101.可以理解,传送带123包裹主动轴组件121以及被动轴组件122中的传动轴126;连接侧板127以及调节支板128均与第四t形槽1124可拆卸连接,具体可以采用螺丝以及方形螺母的结构,方形螺母安装在第四t形槽1124内,螺丝将连接侧板127以及调节支板128固定于方形螺母上,使得安装位置灵活可调,主动轴组件121和被动轴组件122可根据传送带123尺寸调整安装位置,以保证传送带123张紧,保障对砖坯的传送作用;连接侧板127和调节支板128可通过调节螺栓调节间距,实现对传送带123张紧度的微调,进一步保障传送带123实现对砖坯的稳定传送;齿轮减速电机1292可以采用变频器控制,使得传送机构12的运行速度可根据生产需要进行无级调节。
102.请结合参阅图1、图2和图11,本技术第二实施例提供了一种磨坯头15的制造方法,包括:
103.s100、提供支撑基材151和磨坯毯152,并在所述支撑基材151的底面和两个相对的侧面上设置第一连接部,以及在所述磨坯毯152上设置第二连接部,所述第二连接部与所述第一连接部对应设置;
104.具体的,支撑基材151中两个相对的侧面分布于底面的两侧,第一连接部设置在两个相对的侧面以及底面上,即三个面上;支撑基材151和磨坯毯152通过第一连接部以及第二连接部连接在一起,第一连接部和第二连接部可以设置为粘接层或者魔术贴,以易于对支撑基材151上磨坯毯152进行更换;第一连接部和第二连接部对应设置,磨坯毯152上第二连接部的分布位置与支撑基材151三个面上分布的第一连接部相对应,确保支撑基材151和磨坯毯152通过第一连接部以及第二连接部连接在一起。
105.s200、将所述第二连接部与所述第一连接部对齐,并将所述磨坯毯152一侧的中间
位置贴附于所述支撑基材151的底面上,然后将所述磨坯毯152的两端向内弯折,并贴附于所述支撑基材151的两个相对侧面上,其中,所述第二连接部连接所述第一连接部。
106.具体的,磨坯毯151两端弯折后包覆在支撑基材152的底面以及与底面相邻的两个相对的侧面上;先将第二连接部与第一连接部对齐,确保磨坯毯151上第二连接部与支撑基材152上第一连接部最大面积的接触,保障磨坯毯151与支撑基材152连接可靠性;
107.可以理解,通过上述步骤制造的磨坯头15可应用在瓷砖磨坯机10中,便于瓷砖磨坯机10长期使用后更换磨坯头15,有效保障瓷砖磨坯机10对砖坯上坯面粘连粉料的磨削效果,在更换磨坯头15过程中可以仅需对磨坯毯152进行更换,而不更换支撑基材151,可以有效的降低成本。
108.综上所述,本技术中提供了一种瓷砖磨坯机及瓷砖磨坯机中磨坯头的制造方法,瓷砖磨坯机用于磨削砖坯的坯面,包括:机台;传送机构,传送机构设置于机台上,用于传送待磨削的砖坯;磨坯机构和磨坯头,磨坯机构设置于机台上,且位于传送机构的顶面上,磨坯机构可拆卸连接磨坯头,磨坯头的磨削面与传送机构的顶面相对设置,并在磨坯机构的驱动下,直线往复磨削传送机构所传送的砖坯的坯面。通过设置传送机构、磨坯机构和磨坯头,实现在砖坯输送过程中对砖坯顶部的坯面进行磨削,有效去除坯面上粘连的粉料,避免粘连的粉料影响瓷砖产品质量;将磨坯头设置为可拆卸的,以便于瓷砖磨坯机长期使用后更换磨坯头,有效保障瓷砖磨坯机对砖坯上坯面粘连粉料的磨削效果,且避免损伤坯面,进一步保障瓷砖的产品质量。
109.应当理解的是,本技术的应用不限于上述的举例,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,所有这些改进和变换都应属于本技术所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1