一种涡轮工作叶片热障涂层涂覆装置的制作方法
1.本发明涉及热障涂层涂覆装置技术领域,特别涉及一种涡轮工作叶片热障涂层涂覆装置。
背景技术:
2.航空发动机涡轮工作叶片服役环境恶劣,其表面需涂覆热障涂层以满足高可靠性和长服役寿命需求。热障涂层(tbcs)一般由抗氧化腐蚀性能良好的金属粘结底层(ptal或mcraly,m=ni,co或ni+co)和导热系数低的陶瓷面层(y2o3部分稳定的zro2,ysz)组成。它广泛应用于航空发动机热端部件,使得高温合金能够承受更高的服役温度,提高涡轮前燃气进口温度,同时也可使发动机寿命和可靠性大幅度提高,耗油量降低,动力性能显著改善。
3.ysz涂层的制备以大气等离子喷涂(aps)和电子束物理气相沉积(eb—pvd)两种工艺为主。eb-pvd工艺制备的热障涂层呈典型的柱状晶结构,具有较高的应变容限和抗冲蚀性能,代表了航空发动机涡轮工作叶片高性能热障涂层的发展方向。叶片加热温度是eb-pvd工艺的关键参数,决定了热障涂层的组织和性能。
4.为了在型面复杂的涡轮工作叶片表面获得长寿命、高可靠性热障涂层,德国ald和von ardenne公司采用多自由度运动方式实现叶片的公转、自转和
±
45
°
摆动,但实现该运动方式需采用复杂的传动机构,且传动部件的齿轮、蜗杆等零部件均在近1000℃高温下工作,传动部件极易损坏,工作成本高。乌克兰巴顿焊接研究所生产的eb-pvd设备仅配备一根主轴,通过套筒类夹具和自重可以实现叶片的公转与自转,但自转速度不可控,且易出现卡滞现象。北京航空航天大学研制的eb-pvd设备通过双主轴旋转运动可以实现叶片的公转与自转,但该装置无法适用于一根主轴设备,且无法实时监测叶片叶片加热温度。
技术实现要素:
5.为解决上述技术问题,提出了一种涡轮工作叶片热障涂层涂覆装置,具体技术方案如下:
6.一种涡轮工作叶片热障涂层涂覆装置,其特征在于:包括主轴、外齿圈、定位座和限位杆;
7.所述主轴为焊接组件,由转轴和圆盘组成;
8.设置主轴一侧的圆盘上通过焊接均布七处衬套a的位置,其中六处设置衬套a,且衬套a内均设置两个深沟球轴承a,在另一处衬套a相对位置的圆盘另一侧焊接固定轴;
9.所述转轴中间位置设有孔,孔两侧的转轴侧壁上设有槽,且孔与槽相通;
10.齿轮支撑杆包括衬套b、衬套c、深沟球轴承b、支撑杆和行星齿轮;
11.两深沟球轴承b之间设置衬套b和衬套c,衬套b设置在衬套c外层,支撑杆插接在衬套b内;端盖设置在衬套端面上;
12.所述支撑杆一端设有安装口,其安装口外壁设有销孔,另一端设有键槽和环槽,行星齿轮通过键卡在支撑杆的键槽内,环槽内设置在键槽的左侧,挡圈环设置在环槽内,用于
限定行星齿轮向左的轴侧移动;
13.所述定位座由定位基座和盖组成;
14.所述定位基座由轴、座体、端面挡板和侧挡板通过焊接组成,侧挡板倾斜设置设置在座体上端面,且侧挡板倾斜的角度根据叶片榫头安装板侧面角度设置,保证侧挡板与叶片榫头安装板侧面完全贴合;
15.安装叶片榫头后,通过螺钉将另一端的端面挡板安装在座体上;
16.所述盖呈c形,将所述盖设置在定位基座的上端面上,侧挡板两侧的内侧面与盖的面贴近卡接后,通过螺钉将盖与定位基座连接;
17.所述轴的下端外圆柱面设有销孔,轴插接在支撑杆的安装口内,两销孔相对,通过插销连接定位,在插销上设计小孔,穿入钢丝进行固定缠紧;
18.安装环和外齿圈通过螺钉和销连接成一体,套接在转轴上;
19.在所述安装环内侧安装深沟球轴承c;
20.轴承衬套呈台阶形,其端面设置在深沟球轴承c内环的端面上,轴承衬套的外径与端面轴承内径配合,对端面轴承径向限位,轴承衬套的台阶卡在端面轴承的轴向端面上,轴承衬套限制深沟球轴承c和端面轴承的轴向移动;
21.在轴承挡板设置在端面轴承侧面,且安装在安装环上,用于防止粉尘进入轴承内;挡圈通过螺钉锁紧在转轴上,用于挡住轴承衬套,给轴承限位;
22.保护套设置在外齿圈与圆盘之间,通过螺钉连接在外齿圈上,用于遮挡齿轮传动机构;
23.所述限位块呈u形,一端通过螺钉安装在安装环上,且外齿圈和安装环与限位块连接成一体,限位块另一端的u形槽与限位杆配合,其限位杆安装与设备壁上;
24.所述外齿圈与圆盘上的行星齿轮均啮合,使其圆盘上的行星齿轮与设备主轴同步转动,在不动的外齿圈啮合作用下,每个行星齿轮能够各自自转,实现了每个叶片的自转和公转。
25.所述的一种涡轮工作叶片热障涂层涂覆装置,其优选方案为,所述定位座内型面为榫槽形,与叶片的榫头尺寸形状一致;
26.所述侧挡板和盖内型面的形状、位置,与叶片的安装板侧面形状一致。
27.所述的一种涡轮工作叶片热障涂层涂覆装置,其优选方案为,所述齿轮支撑杆与定位座组件为能够快速装卸的两体结构设计,用于适应不同尺寸大小的叶片加工,当叶片尺寸不同时,重新设计定位座组件部分即可。
28.所述的一种涡轮工作叶片热障涂层涂覆装置,其优选方案为,所述限位杆直径大小与限位块上u型槽相配。
29.一种涡轮工作叶片热障涂层涂覆装置的安装过程及工作原理:
30.主轴左端轴与设备主轴连接,承接主轴动力和运动,使装置整体保持与设备主轴同步公转。主轴右端盘上安装有7个齿轮支撑杆,其中1个支撑杆与盘焊接成一体,中间有孔,插入热电偶至叶片叶身内腔中,以监测叶片温度,另外6个齿轮支撑杆与盘之间安装两组深沟球轴承,以保证每根齿轮支撑杆既可以随主轴公转,又能自转。
31.外齿圈与主轴之间安装端面轴承和深沟球轴承,其一侧安装限位块,限位块上有u型槽,与限位杆配合,在轴承与限位杆的共同作用下,实现外齿圈不做旋转运动,与齿轮啮
合,对每个齿轮提供自转引导作用。这样,在主轴的作用下,每个齿轮支撑杆进行与设备主轴同步公转,在外齿圈的作用下,每个齿轮支撑杆又同时进行自转。
32.定位座与齿轮支撑杆设计为分体结构,通过定位座左端轴与齿轮支撑杆右端孔的配合,加上插销定位,插销上设计小孔,穿入钢丝进行固定缠紧,实现定位座与齿轮支撑杆之间的快卸连接。该分体结构的设计,实现了除定位座外,装置其余基体部分为通用夹具,针对不同尺寸叶片的加工,只需按照叶片尺寸,另设计并制造定位座即可。并在装置与设备之间装夹过程中,装置的基体部分与设备主轴装夹后,无需重复装卸,只需装卸定位座部分即可,装置的通用性、工艺性和操作性强。
33.首先,叶片榫头从定位座基体侧面开口端插入;其次,安装端面挡板,拧紧其上两螺栓,此时实现了叶片的完全定位夹紧;第三,安装盖,拧紧其上一个螺栓,此时实现了叶片榫头端缘板的完全保护。定位座的创新结构设计,解决了传统夹具易变形、叶片装卸困难的难题,且装卸便捷。
34.本发明的有益效果:
35.本技术方案实现了实现涡轮工作叶片稳定可控的公、自转,且能实时监测叶片叶片加热温度,达到长寿命、高可靠性热障涂层制备的效果。保证了涂层涂覆质量的一致性和稳定性。本技术已在批产发动机涡轮叶片表面实现应用,单炉涂覆数量由4件提升至6件,效率提升了50%,同时可实时测量叶片表面加热温度,有效保证了涂层涂覆质量的一致性和稳定性。
36.本技术可推广应用于其他型号发动机涡轮叶片高性能热障涂层的涂覆,具有广阔的市场应用前景。
附图说明
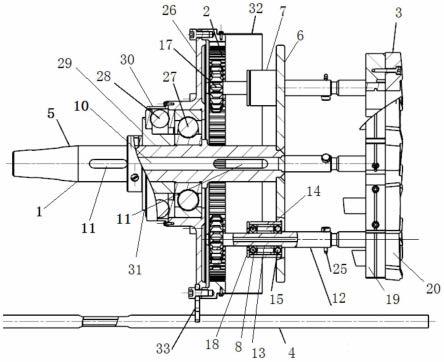
37.图1是一种涡轮工作叶片热障涂层涂覆装置结构示意图;
38.图2是一种涡轮工作叶片热障涂层涂覆装置侧视图;
39.图3是安装座结构示意图;
40.图4是定位基座结构未安装前端的端盖挡板示意图;
41.图5为定位基座结构示意图;
42.图6为盖的结构示意图;
43.图7为主轴连接固定轴结构示意图;
44.图8是一种涡轮工作叶片热障涂层涂覆装置效果图。
45.图中:1、主轴,2、外齿圈,3、定位座,4、限位杆,5、转轴,6、圆盘,7、衬套a,8、深沟球轴承a,9、固定轴,10、孔,11、槽,12、齿轮支撑杆,13、衬套b,14、衬套c,15、深沟球轴承b,16、支撑杆,17、行星齿轮,18、端盖,19、定位基座,20、盖,21、轴,22、座体,23、端面挡板,24、侧挡板,25、插销,26、安装环,27、深沟球轴承c,28、端面轴承,29、轴承衬套,30、轴承挡板,31、挡圈,32、保护套,33、限位块,34、挡圈环。
具体实施方式
46.以下结合附图1-8和实施例对本发明作进一步详述。
47.一种涡轮工作叶片热障涂层涂覆装置,其特征在于:包括主轴1、外齿圈2、定位座3
和限位杆4;
48.所述主轴1为焊接组件,由转轴5和圆盘6组成;
49.设置主轴1一侧的圆盘6上通过焊接均布七处衬套a7的位置,其中六处设置衬套a7,且衬套a7内均设置两个深沟球轴承a8,在另一处衬套a7相对位置的圆盘6另一侧焊接固定轴9;
50.所述转轴5中间位置设有孔10,孔10两侧的转轴5侧壁上设有槽11,且孔10与槽11相通;
51.齿轮支撑杆12包括衬套b13、衬套c14、深沟球轴承b15、支撑杆16和行星齿轮17;
52.两深沟球轴承b15之间设置衬套b13和衬套c14,衬套b13设置在衬套c14外层,支撑杆16插接在衬套b13内;端盖18设置在衬套a端面上;
53.所述支撑杆16一端设有安装口,其安装口外壁设有销孔,另一端设有键槽和环槽,行星齿轮17通过键卡在支撑杆16的键槽内,环槽内设置在键槽的左侧,挡圈环34设置在环槽内,用于限定行星齿轮17向左的轴侧移动;
54.所述定位座3由定位基座19和盖20组成;
55.所述定位基座19由轴21、座体22、端面挡板23和侧挡板24通过焊接组成,且仅安装一面端面挡板23,侧挡板24倾斜设置设置在座体22上端面,且侧挡板24倾斜的角度根据叶片榫头安装板侧面角度设置,保证侧挡板24与叶片榫头安装板侧面完全贴合;
56.安装叶片榫头后,通过螺钉将另一端的端面挡板23安装在座体22上;
57.所述盖20呈c形,将所述盖20设置在定位基座19的上端面上,侧挡板24两侧的内侧面与盖20的面贴近卡接后,通过螺钉将盖20与定位基座19连接;
58.所述轴21的下端外圆柱面设有销孔,轴插接在支撑杆16的安装口内,两销孔相对,通过插销25连接定位,在插销25上设计小孔,穿入钢丝进行固定缠紧;
59.安装环26和外齿圈2通过螺钉和销连接成一体,套接在转轴5上;
60.在所述安装环26内侧安装深沟球轴承c27;
61.轴承衬套29呈台阶形,其端面设置在深沟球轴承c27内环的端面上,轴承衬套29的外径与端面轴承28内径配合,对端面轴承28径向限位,轴承衬套29的台阶卡在端面轴承28的轴向端面上,轴承衬套29限制深沟球轴承c27和端面轴承28的轴向移动;
62.在轴承挡板30设置在端面轴承28侧面,且安装在安装环上,用于防止粉尘进入轴承内;挡圈31通过螺钉锁紧在转轴上,用于挡住轴承衬套29,给轴承限位;
63.保护套32设置在外齿圈2与圆盘之间,通过螺钉连接在外齿圈2上,用于遮挡齿轮传动机构;
64.所述限位块33呈u形,一端通过螺钉安装在安装环26上,且外齿圈32和安装环26与限位块33连接成一体,限位块33另一端的u形槽与限位杆4配合,其限位杆4安装与设备壁上;
65.所述外齿圈2与圆盘6上的行星齿轮17均啮合,使其圆盘6上的行星齿轮17与设备主轴同步转动,在不动的外齿圈2啮合作用下,每个行星齿轮17能够各自自转,实现了每个叶片的自转和公转。
66.所述定位座3内型面为榫槽形,与叶片的榫头尺寸形状一致;
67.所述侧挡板24和盖20内型面的形状、位置,与叶片的安装板侧面形状一致。
68.所述齿轮支撑杆12与定位座3为能够快速装卸的两体结构设计,用于适应不同尺寸大小的叶片加工,当叶片尺寸不同时,重新设计定位座3部分即可。
69.所述限位杆4直径大小与限位块33上u型槽相配。
70.一种涡轮工作叶片热障涂层涂覆装置的安装过程及工作原理:
71.主轴左端轴与设备主轴连接,承接主轴动力和运动,使装置整体保持与设备主轴同步公转。主轴右端盘上安装有7个齿轮支撑杆,其中1个支撑杆与盘焊接成一体,中间有孔,插入热电偶至叶片叶身内腔中,以监测叶片温度,另外6个齿轮支撑杆与盘之间安装两组深沟球轴承,以保证每根齿轮支撑杆既可以随主轴公转,又能自转。
72.外齿圈与主轴之间安装端面轴承和深沟球轴承,其一侧安装限位块,限位块上有u型槽,与限位杆配合,在轴承与限位杆的共同作用下,实现外齿圈不做旋转运动,与齿轮啮合,对每个齿轮提供自转引导作用。这样,在主轴的作用下,每个齿轮支撑杆进行与设备主轴同步公转,在外齿圈的作用下,每个齿轮支撑杆又同时进行自转。
73.定位座与齿轮支撑杆设计为分体结构,通过定位座左端轴与齿轮支撑杆右端孔的配合,加上插销定位,插销上设计小孔,穿入钢丝进行固定缠紧,实现定位座与齿轮支撑杆之间的快卸连接。该分体结构的设计,实现了除定位座外,装置其余基体部分为通用夹具,针对不同尺寸叶片的加工,只需按照叶片尺寸,另设计并制造定位座即可。并在装置与设备之间装夹过程中,装置的基体部分与设备主轴装夹后,无需重复装卸,只需装卸定位座部分即可,装置的通用性、工艺性和操作性强。
74.首先,叶片榫头从定位座基体侧面开口端插入;其次,安装端面挡板,拧紧其上两螺栓,此时实现了叶片的完全定位夹紧;第三,安装盖,拧紧其上一个螺栓,此时实现了叶片榫头端缘板的完全保护。定位座的创新结构设计,解决了传统夹具易变形、叶片装卸困难的难题,且装卸便捷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1