一种全自动化研磨抛光生产线的制作方法
1.本发明涉及数控机床与机械加工工艺领域,特别涉及一种全自动化研磨抛光生产线。
背景技术:
2.目前,机械制造业已经开始全面的产业升级。具体在制造业领域,迫于人力成本、环保成本、市场竞争加剧等各方面的压力,企业对工艺技术的创新以及加工设备的自动化、智能化水平要求越来越高,目的就是在减少人工、降低人工要求的同时,提高生产效率和产品质量。
3.现有的生产线,采用人工上下料,劳动强度大,安全系数低,不环保,且产品质量一致性差。
技术实现要素:
4.本发明所要解决的技术问题是,克服现有技术存在的上述缺陷,提供一种全自动化研磨抛光生产线,提高生产效率和产品质量。
5.本发明解决其技术问题采用的技术方案是:一种全自动化研磨抛光生产线,包括:输送线,用于输送待加工工件和已加工工件;研磨抛光机,用于对待加工工件进行打磨抛光处理;工业机器人,通过自动化系统和数控系统程序控制,用于吸附并转运待加工工件、已加工工件及研磨抛光机中的游星轮;移动轨道,设于多台研磨抛光机之间,所述工业机器人安装在移动轨道上,并沿移动轨道在多台研磨抛光机之间移动;一次定位工装,用于对研磨抛光机中的游星轮进行粗定位;二次定位工装,用于对对研磨抛光机中的游星轮及待加工工件进行精定位。
6.进一步,所述研磨抛光机包括下盘驱动、上盘驱动、太阳轮驱动、主传动部分、横梁立柱、支座组合、上盘组合和箱体总成,所述太阳轮驱动通过主传动部件与内齿圈连接,所述下盘驱动通过主传动部件与下磨盘和外齿圈连接,所述外齿圈与下磨盘固连为一体,所述游星轮绕内齿圈的周向设置,所述下盘驱动和太阳轮驱动均采用伺服电机、行星减速机和精密齿轮进行传动。
7.进一步,所述研磨抛光机的研磨区设有外齿圈和内齿圈,所述游星轮设于内齿圈与外齿圈之间,所述下盘驱动用于控制外齿圈和下磨盘转动,所述太阳轮驱动用于控制内齿圈转动。
8.进一步,所述外齿圈齿数与游星轮数比、内齿圈齿数与游星轮数比、外齿圈与内齿圈的齿数比均为整数,方便在研磨抛光后,用于计算工业机器人在上游星轮时的位置和角度(回原点位置)。
9.进一步,横梁立柱设于箱体总成上,所述横梁立柱上设有外齿圈定位装置,用于完
成一次工艺后卡住外齿圈上的定位销。
10.进一步,所述外齿圈定位装置包括气缸、套杆和连接杆,所述外齿圈定位装置通过连接杆安装在横梁立柱上,所述套杆在气缸的驱动下用于卡住外齿圈上的定位销。
11.进一步,所述输送线包括铝型材框架、卡扣伸缩固定部件、托盘升降部件、托盘固定挡部件、工作托盘和主转轴,所述主转轴通过步进电机带动转动,当工作托盘进入所需精抛工位时,所述托盘固定挡部件对工作托盘进行阻挡,然后通过托盘升降部件将工件托盘顶升到最高位置,利用卡扣伸缩固定部件卡住工件托盘上的凹槽口以固定住托盘。
12.进一步,所述一次定位工装包括游星轮固定架和游星一次定位板,所述二次定位工装包括游星轮固定架和游星轮二次定位板。
13.进一步,所述工业机器人的六轴上安装有工装夹具,所述工装夹具包括真空吸盘、气缸、直线轴承、气缸安装座和移动滑动座。
14.所述运输线上设有扫码机,扫码机与输送线plc进行连接,根据玻璃厚度指派到相应的研磨抛光机工位。
15.本自动化方案取代人工,减少用人量66.7%。传统研磨抛光机1人操作2台,18台,每班需9人,两班共18人,用工业机器人替代后,1人可监控6台或更多,每班需3人,两班共6人,省12人,如年收人10万/人,年省120万,2年240万;工件上下料效率比人工提高15%。避免上下料的等待时间;提高作业精度,提高产品质量。16b自动化生产线利用工业机器人灵活性,实现准确定位和重复精度,有效地提高了产品的质量的良品率5%;大幅减少操作人工操作错误率4%,使生产线更加流程、更有效率;工业机器人的应用使得该生产线自动化水平得以进一步提升,带动产品质量、生产效率、成本控制、响应能力等方面的进步。
附图说明
16.图1为本发明实施例中研磨抛光机的整体结构示意图;图2为本发明实施例中研磨抛光机的剖视图;图3为图2中a处结构放大示意图;图4为本发明实施例中输送线的结构示意图;图5为图4的俯视图;图6为图4中卡扣伸缩固定部件的结构示意图;图7为图4中托盘升降部件的结构示意图;图8为图4中托盘固定挡部件的结构示意图;图9为本发明实施例中外齿圈定位装置的结构示意图;图10为图9的剖视图;图11为本发明实施例中一次定位工装的结构示意图;图12为图11的俯视图;图13为本发明实施例中二次定位工装的结构示意图;图14为本发明实施例中工装夹具的结构示意图;图15为本发明实施例中工装夹具的表盘结构示意图;
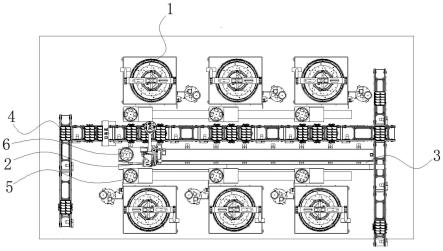
图16为本发明生产线示意图。
具体实施方式
17.下面结合附图及具体实施例对本发明做进一步详细说明。
18.如图1-3、11-13所示,本实施例包括多台研磨抛光机1、工业机器人2、移动轨道3、输送线4、一次定位工装5和二次定位工装6,所述一次定位工装5包括游星轮第一固定架5.1和游星轮一次定位板5.2,所述一次定位工装5用于对研磨抛光机1中的游星轮9进行粗定位,所述二次定位工装6包括游星轮第二固定架6.1和游星轮二次定位板6.2,二次定位工装6用于对研磨抛光机1中的游星轮9及待加工工件进行精定位。全流程工艺均由自动化系统和数控系统程序控制。其中,移动轨道3设于多台研磨抛光机1之间,所述工业机器人2沿移动轨道3在多台研磨抛光机1之间移动,所述工业机器人2通过自动化系统和数控系统程序控制,用于吸附并转运待加工工件及研磨抛光机1中的游星轮9。
19.如图4-5所示,本实施例中,所述输送线4包括铝型材4.1、卡扣伸缩固定部件4.2、托盘升降部件4.3、托盘固定挡部件4.4、工作托盘4.5和主转轴4.6,所述主转轴4.6通过步进电机带动平皮带4.7运动,当工作托盘4.5进入所需精抛工位时,所述托盘固定挡部件4.4对工作托盘4.5进行阻挡,然后通过托盘升降部件4.3将工件托盘4.5顶升到最高位置,利用卡扣伸缩固定部件4.2卡住工件托盘4.5上的凹槽口以固定住工作托盘4.5。
20.如图6所示,本实施例中,卡扣伸缩固定部件4.2安装在输送线两侧,包括第一紧凑气缸4.2.1、直线轴承4.2.2和托盘卡扣4.2.3,托盘卡扣4.2.3滑动安装在直线轴承上,利用第一紧凑气缸和托盘卡扣4.2.3固定住工作托盘。
21.如图7所示,本实施例中,托盘升降部件4.3包括第二紧凑气缸4.3.1和升降托板4.3.2,利用第二紧凑气缸4.3.1和升降托板4.3.2将工件托盘4.5顶升到最高位置。
22.如图8所示,本实施例中,托盘固定挡部件4.4包括双杠气缸4.4.1、顶升安装板4.4.2和升降板4.4.3,托盘固定挡部件4.4用于对输送线上的工件托盘进行阻挡。
23.所述输送线4由铝型材4.1组装而成,配合挡边挡板搭建输送线的框架,利用平皮带4.8带动工作托盘4.5移动,当工作托盘4.5移动至设定位置,通过托盘固定挡部件4.4对工作托盘4.5进行阻挡。
24.如图2所示,本实施例中,研磨抛光机1包括下盘驱动1.1、上盘驱动1.2、太阳轮驱动1.3、主传动部分1.4、横梁立柱1.5、支座组合1.6、上盘组合1.7和箱体总成1.8。所述下盘驱动1.1和太阳轮驱动1.3均采用的是行星减速机、伺服电机和齿轮传动结构。研磨抛光机1的研磨区设有外齿圈8、内齿圈7,外齿圈8上设有外齿圈定位销8.1,所述游星轮9设于内齿圈7与外齿圈8之间,所述下盘驱动1.1用于控制外齿圈8和下磨盘转动,所述太阳轮驱动1.3用于控制内齿圈7(太阳轮)转动,研磨抛光机1的箱体总成1.8上设有横梁立柱1.9,所述横梁立柱1.9上设有外齿圈定位装置10,用于完成一次工艺后卡住外齿圈定位销8.1。
25.数控系统程序会将内齿圈7、外齿圈8的圆周等分(内齿圈定位销、外齿圈定位销均能被几等分整除),下盘驱动1.1和太阳轮驱动1.3的两台伺服电机精准控制第一个游星轮9回零点位置(零点位置为预设位置)。外齿圈定位装置10在气缸运动下卡住外齿圈定位销8.1,工业机器人2先取已加工的手机后盖,后放待加工的手机后盖,两台伺服电机通过精密齿轮控制内齿圈7、外齿圈8同步旋转,把第二个游星轮9精准控制回到零点位置,外齿圈定
位装置10在气缸运动下再同样卡住外齿圈定位销8.1,同样工业机器人2对手机后盖进行先取后放,以此类推,直到完成研磨抛光机上最后一个游星轮。
26.如图9-10所示,本实施例中,所述外齿圈定位装置10包括气缸10.1、套杆10.2和连接杆10.3,所述外齿圈定位装置10通过连接杆10.3安装在横梁立柱1.9上,所述套杆10.2在气缸10.1的驱动下用于卡住外齿圈定位销8.1。当同一研磨抛光机上的最后一个游星轮9到达零点位置时,套杆10.2在气缸10.1往复运动下套住外齿圈定位销8.1,保证工业机器人2在取放游星轮和手机后盖时外齿圈不动,保证其定位重复精度。
27.本实施例中的下盘驱动1.1通过伺服电机和齿轮传动精确控制外齿圈8旋转,太阳轮驱动1.3通过伺服电机和齿轮传动精确控制内齿圈7旋转,同时结合外齿圈定位装置10对外齿圈定位销8.1进行固定,以实现对零点位置上的游星轮9位置和角度进行重复精确定位。
28.如图14-15所示,本实施例中,工业机器人2的一端与移动轨道3连接,可沿着移动轨道3在多台研磨抛光机1之间移动切换,工业机器人2的第六轴上有工装夹具11,所述工装夹具11包括真空吸盘11.1、超薄气缸11.2、直线轴承11.3、气缸安装座11.4和移动滑动座11.5。工装夹具11用于吸附待加工工件和游星轮进行精确定位及安装,本实施例中,所述运输线4上设有扫码机,扫码机与输送线plc进行连接,指派到达固定研磨抛光机工位。
29.如图16所示,以手机后盖精抛为例,本发明工作过程如下:
①
当工作托盘4.5进去精抛区域时,首先需经过扫码机识别手机后盖二维码前工艺加工信息并记录后需要输送到对应的精抛工位(厚度区分);
②
当工作托盘4.5进去所需精抛工位时,输送线4上的托盘升降部件4.3顶升工件托盘4.5到最高位置,同时卡扣伸缩固定部件4.2卡住工件托盘4.5上的凹槽口,并用四个气缸加紧固定住托盘,为后续工业机器人取料做准备;
③
当研磨抛光机1完成上道精抛工艺时,伺服电机驱动回零位后,外齿圈定位装置10的气缸10.1带动用于定位的套杆10.2固定住外齿圈定位销8.1。工业机器人2移动至研磨抛光机1的零点位置处,利用工装夹具11同时取游星轮9和手机后盖;
④
工业机器人2上的工装夹具11完成取游星轮9和手机后盖后运行到一次定位工装5上方并放置游星轮9;
⑤
工业机器人2上的工装夹具11运行到输送线4上的工装托盘上方,依次放手机后盖和取待加工工件(三上三下);
⑥
工业机器人2上的工装夹具11运行到二次定位工装6上方放置待加工工件;
⑦
工业机器人2上的工装夹具11运行到一次定位工装5后吸取游星轮;
⑧
工业机器人2上的工装夹具11带着游星轮9运行到二次定位工装6后放置游星轮9,进行二次精准定位和二次真空吸盘吸取;
⑨
工业机器人2上的工装夹具11完成精准定位和二次真空吸盘吸取后,工业机器人2重新回到研磨抛光机1的零点位置安装其新的待加工工件,其余几个依次循环重复3到9点;
⑩
完成工作托盘4.5上的玻璃工件排满后,经输送线运行到下一道工艺。
30.本领域的技术人员可以对本发明进行各种修改和变型,倘若这些修改和变型在本
发明权利要求及其等同技术的范围之内,则这些修改和变型也在本发明的保护范围之内。
31.说明书中未详细描述的内容为本领域技术人员公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1