一种增强模具钢表面摩擦与热疲劳性能的表面处理方法
1.本发明属于模具钢表面强化处理技术领域,特别涉及一种增强模具钢表面摩擦与热疲劳性能的表面处理方法。
背景技术:
2.模具在工业生产中面临着复杂多样的实际工况,强化模具的表面性能有助于延长模具使用寿命,减少表面失效行为导致的经济损失。在使用模具加工过程中,模具钢表面直接面对最恶劣的工况,所以改善模具钢表面的失效行为是模具制造的关键点之一。
3.高能离子注渗是在高温环境下处理工件,在高温环境下将新的物质引入待加工工件的表面或者在工件表面形成新的功能涂层。在高温环境下引入的物质被赋予了较高能量然后经入材料基体或者在基体上结合生长形成刚性的连接,这两种原理都可以使材料表面性能获得提升进而保护材料基体,在其服役环境下可以获得较长的使用寿命减少经济损失。
4.超声表面滚压是一种加工精度高,有效细化材料表层晶粒的表面处理工艺,可以有效提高材料表面的疲劳强度,防止材料表面的裂纹萌生与扩展,提高了疲劳寿命。表面晶粒在高频压力的作用下发生了明显的细化,晶界增多,材料表面的高频微变形使得非平衡缺陷增加,表面活化能也随之降低促进活化离子进入材料的缺陷处,提供了稳定的存在位置,在复杂条件下可以更好的避免元素流失。
5.模具钢服役时在高温高压的环境下经历了多次的往复冲击、冷热交替行为,表面接触摩擦、抗热疲劳性能接受了较大的考验,提升这些性能本发明的主要目标。
技术实现要素:
6.本发明的目的是提供一种增强模具钢表面摩擦与热疲劳性能的表面处理方法,其采用超声表面滚压后进行高能离子注渗热加工合金化复合处理的方法,能够改善模具钢表面在摩擦磨损以及热疲劳性能的失效行为。
7.本发明提供的技术方案为:
8.一种增强模具钢表面摩擦与热疲劳性能的表面处理方法,包括如下步骤:
9.步骤一、将模具钢试件的待加工面进行打磨,使所述模具钢试件的表面粗糙度达到0.6-0.8ra,对所述模具钢试件进行清洗;
10.步骤二、将模具钢试件固定于机床的夹具上,滚压头固定在机床的刀具架上,使模具钢试件的待加工面与超声表面滚压装置的加工方向垂直,并在所述待加工面涂抹润滑油;开启所述超声表面滚压装置对所述待加工面进行滚压处理;
11.步骤三、将所述模具钢试件悬挂于真空注渗炉内,并与真空注渗炉的阴极相连;将注渗粉材置于真空注渗炉的源极,对所述模具钢试件进行高能离子注渗热处理;
12.其中,所述真空注渗炉内的气体环境为氩气。
13.优选的是,在所述步骤一中,使用无水乙醇对所述模具钢试件在超声清洗机中清
洗3分钟。
14.优选的是,在所述步骤二中,所述待加工面进行滚压处理时,超声表面滚压装置滚压头的静压力为400n,超声表面滚压装置的输入频率为20khz,振幅为7.5μm。
15.优选的是,在所述步骤二中,对所述待加工面进行滚压处理时,所述模具钢试件的旋转速度为80r/min,滚压头进给速度为0.1-0.17mm/r。
16.优选的是,在所述步骤三中,对所述模具钢试件进行高能离子注渗热处理时,真空注渗炉的内温度为400-450℃,压力环境为10pa,电压为1000v。
17.优选的是,在所述步骤三中,对所述模具钢试件进行高能离子注渗热处理时,在400-450℃下保温时间为24h。
18.优选的是,所述注渗粉材采用氮化硅粉材。
19.优选的是,在所述步骤三之前,还包括对滚压处理后的模具钢试件进行清洗。
20.本发明的有益效果是:
21.本发明提供的增强模具钢表面摩擦与热疲劳性能的表面处理方法,采用超声表面滚压后进行高能离子注渗热加工合金化复合处理技术,能够改善模具钢表面在摩擦磨损以及热疲劳性能的失效行为。
附图说明
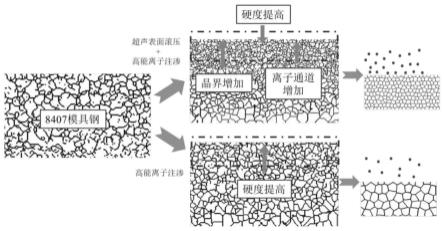
22.图1为本发明实施例1和对比例1的强化机制示意图。
23.图2a为本发明实施例1的截面金相图。
24.图2b为本发明对比例1的截面金相图。
25.图3为本发明实施例1、对比例1和对比例2的截面硬度分布图。
26.图4为本发明实施例1、对比例1和对比例2的磨损量对比图。
27.图5a为本发明实施例1的表面热裂纹形貌图。
28.图5b为本发明对比例1的表面热裂纹形貌图。
29.图6a为本发明实施例1的热疲劳后表面eds图。
30.图6b为本发明对比例1的热疲劳后表面eds图。
具体实施方式
31.下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
32.本发明提供了一种增强模具钢表面摩擦与热疲劳性能的表面处理方法,用于对模具钢表面摩擦磨损及热疲劳性能进行强化,实施过程如下。
33.(1)样品表面滚压冷加工之前的处理
34.将模具钢试件固定于磨床上,对所述模具钢试件的待加工面打磨至平整,再采用砂纸细磨,使预处理表面粗糙度达到0.6-0.8ra,然后对模具钢试件进行清洗,排除打磨颗粒对模具钢试件的表面的影响。
35.作为一种优选,对所述模具钢试件进行清洗的方法为:使用无水乙醇在超声清洗机中清洗3分钟。
36.(2)超声表面滚压冷加工处理
37.将模具钢试件固定于卧式机床的夹具上,滚压头固定在所述卧式机床的刀具架上,使模具钢试件的待加工面与超声表面滚压装置的加工方向垂直,并在所述待加工面上涂抹润滑油后,对所述夹持模具钢试件进行超声表面滚压处理。
38.其中,超声表面滚压处理时,设定超声表面滚压装置的静压力为400n,超声表面滚压装置的输入频率为20khz,振幅为7.5μm;并且设置机床主轴旋转速度为80r/min,使固定在机床主轴夹具上的模具钢以同样速度匀速旋转,滚压头的进给速度为0.1~0.17mm/r。
39.(3)高能离子注渗热处理
40.将超声表面滚压处理后的模具钢试件使用无水乙醇在超声清洗机中清洗3分钟后,对模具钢试件表面打孔悬挂于真空注渗炉内,并与真空注渗炉的阴极相连,使得电离离子可以垂直射入模具钢试件表面;将注渗粉材置于真空注渗炉的源极;调整注渗炉内温度为400-450℃,压力环境为10pa,电压设置为1000v;其中,真空注渗炉内的气体环境为氩气。
41.为了使模具钢表面获得厚度均匀的注渗层,防止注渗元素发生局部聚集和不足,采用活性网格屏作为辅助阴极。针对不同的注渗元素,通过调节网格大小以及距离阴极的距离来调试到最佳的注渗参数。注渗元素需要经过活性屏射入模具钢表面,其表面细小的网格结构有效控制单位面积内射向模具钢表面的注渗元素密度,从而保证进入模具钢的注渗元素在模具钢内获得均匀的厚度和浓度。根据实验优化,活性屏距离模具钢表面的距离为25mm。
42.作为一种优选,注渗粉材采用氮化硅粉材。氮化硅应用在材料表面时具有良好的自润滑特性,在摩擦过程中,氮化硅会发生微量分解,附着在摩擦副之间,产生较薄的气膜,从而使摩擦阻力减小,且随着摩擦运动的持续进行,摩擦面越来越光洁,阻力越来越小,摩擦副之间的摩擦系数较低,最终形成自润滑效应。由于氮化硅是强共价键结合而成的化合物,因此氮化硅结构稳定性较好,维氏硬度可以达到3000hv,具有较好的抗弹性变形能力。氮化硅属于高温难熔化合物,热膨胀系数较小,且熔点温度可以达到1900℃,可以表现出优良的热稳定性能。氮化硅的优异性质为提高恶劣工况下的材料服役寿命提供了改进方向,能够在高温下承受高结构载荷并具备优异的耐磨损性能。
43.在进行真空真空注渗时,氮化硅粉材在高温环境下活化,在辉光电离出的高能氩离子的轰击下,氮化硅粉材被激发为离子态,高速运动进入模具钢试件表面,进入模具钢试件基体的si离子与n离子部分与基体相元素结合产生新相,还有部分是si离子与n离子互相集合原位生成氮化硅。进入模具钢基体内的注渗元素和基体元素结合产生新的质硬相大幅度提高模具钢表面的硬度,高硬度可以保证模具钢表面具有较好的耐磨性能。而原位生成的氮化硅则可以保持原有的氮化硅性能,发挥其耐高温、耐磨损的性能,耐高温性能则使得模具钢在多次的热疲劳后可以保证元素不发生流失。
44.将样品在炉内450℃下保温24h;通过合理设置保温时间能够使新进入的离子与模具钢试件表面达到良好的结合效果。
45.实施例1
46.(1)利用线切割将8407模具钢样品切割为直径100mm、厚度为6mm的圆板;将圆板固定于磨床上,表面打磨至平整,再采用砂纸细磨,使预处理表面粗糙度达0.6-0.8ra,然后使用无水乙醇在超声清洗机中清洗3分钟,排除打磨颗粒对表面的影响。
47.(2)将模具钢试件固定于卧式机床的夹具上,滚压头固定在卧式机床的刀具架上,
滚压装置的滚压头垂直作用于模具钢表面。
48.(3)设定超声滚压输入装置的参数,具体参数为:频率20khz、静压力400n,振幅7.5μm。
49.(4)开启机床,调整机床主轴的旋转速度为80r/min,滚压头进给速度为0.1-0.17mm/r。当滚压头的运动轨迹覆盖整个待加工面后即完成一次滚压,然后重复加工10次,可以达到较优的滚压效果。
50.(5)将超声表面滚压处理理后的模具钢试件使用无水乙醇在超声清洗机中清洗3分钟;将模具钢试件边缘部分钻孔,悬挂于真空注渗炉内合适位置并与阴极相连。调整活性屏距离模具钢表面的距离为25mm,将氮化硅粉材置于炉内源极,调整真空注渗炉内温度至450℃,压力至10pa,电极电压为1000v。
51.(6)将样品在炉内450℃下保温24h。
52.对比例1
53.(1)利用线切割将8407模具钢样品切割为直径100mm、厚度为6mm的圆板;将圆板固定于磨床上,表面打磨至平整,再采用砂纸细磨,使预处理表面粗糙度达0.6-0.8ra,然后对表面进行清洗,排除打磨颗粒对表面的影响。
54.(2)将模具钢样品边缘部分钻孔,悬挂于真空注渗炉内合适位置与阴极相连。将氮化硅粉材置于真空注渗炉内源极,调整真空注渗炉内温度至450℃,压力至10pa,电极电压为1000v。
55.(3)将样品在炉内450℃下保温24h。
56.对比例2
57.(1)利用线切割将8407模具钢样品切割为直径100mm、厚度为6mm的圆板;将圆板固定于磨床上,表面打磨至平整,再采用砂纸细磨,使预处理表面粗糙度达0.6-0.8ra,然后使用无水乙醇在超声清洗机中清洗3分钟,排除打磨颗粒对表面的影响。
58.(2)将模具钢试件固定于卧式机床的夹具上,滚压头固定在卧式机床的刀具架上,滚压装置的滚压头垂直作用于模具钢表面。
59.(3)设定超声滚压输入装置的参数,具体参数为:频率20khz、静压力400n,振幅7.5μm。
60.(4)开启机床,调整机床旋转速度为80r/min,滚压头进给速度为0.1-0.17mm/r。当滚压头的运动轨迹覆盖整个待加工面后即完成一次滚压,然后重复加工10次。
61.图1为实施例1和对比例1的强化机制示意图,在实施例1中8407模具钢在经过超声表面滚压预处理后,表面晶粒在高频压力的作用下发生了明显的细化,晶界增多,注渗元素沿着晶界扩散,促进了表面的性能强化。此外,材料表面的高频微变形使得非平衡缺陷增加,表面活化能也随之降低促进活化离子进入材料的缺陷处,提供了稳定的存在位置,在复杂条件下可以更好的避免元素流失。对比例1中模具钢未经超声表面滚压处理晶粒尺寸较大,晶界分布较少,因此注渗元素进入模具钢基体内的通道较少,只有同等注渗强度下只有少量注渗元素可以进入模具钢基体。因此,导致对比例1对模具钢试件表面硬度的提升效果明显较实施例1差。
62.下面结合图2a-6b,对实施例1和对比例1-2的强化效果作进一步的比较说明。
63.如图2a所示,实施例1强化后的模具钢试件中氮化硅富集层的厚度约为62μm;实施
例1的氮化硅富集层的晶粒较heii试样的晶粒更为细小,颜色更深,这是由于超声表面滚压处理后试样表层受到高频高压的超声冲击导致了晶粒细化晶界增多,从而有利于氮化硅注入试样后的扩散过程。图2b中对比例1强化后的模具钢试件中氮化硅富集层的厚度约为37μm,且颜色较浅说明注渗元素的扩散效果较差。
64.如图3所示,实施例1强化后的模具钢试件表面硬度最高达到1089hv,在距离表面50μm后有略微的下降,在距离表面100μm后截面硬度呈稳定下降趋势,最后稳定在650hv。对比例1强化后的模具钢试件的表面硬度在900hv,距离表面50μm后维持在600hv,在距离表面250μm后逐渐稳定在550hv,回归到基体的硬度。实施例1比对比例1的表面硬度提高了22.2%,在距试样表面250μm范围内实施例1的平均硬度要比对比例1提高了19.8%。对比例2的表面硬度在超声表面滚压后可以达到440hv,随着深度增加硬度逐渐下降,在100μm后稳定到300hv附近,与实施例1和对比例1的硬度差距较大。
65.如图4所示,在不同频率下对比例1强化后的模具钢试件的磨损体积整体要低于实施例1和实施例2强化后的模具钢试件的磨损体积。实施例1强化后的模具钢试件的磨损体积在4hz与6hz的频率下的磨损体积可以维持在较低水平,说明实施例1强化后的模具钢试件在此磨损条件下获得较优的耐磨性能。在2hz频率下对比例1强化后的模具钢试件与实施例1强化后的模具钢试件的磨损体积相差不大;在频率大于2hz后,实施例1强化后的模具钢试件的磨损体积相对于对比例1强化后的模具钢试件分别减少了25%、28.3%、18.5%,对比可以得出实施例1强化后的模具钢试件的耐磨性能更好。对比例2的磨损体积整体要远高于实施例1和实施例2,这是由于对比例2的表面硬度较低,不能有效抵抗摩擦过程中的剪切力,导致表面材料较大量的损失。
66.通过图3-4的试验结果对比说明:单独超声表面滚压处理对模具钢表面硬度的增强效果有限,进一步说明了注渗氮化硅可以有效提高模具钢的硬度并且加深硬化层。而采用超声表面滚压后进行高能离子注渗热加工合金化复合处理的方法对模具钢表面硬度的提升效果最好。
67.如图5a所示,实施例1强化后的模具钢试件的表面裂纹较为细小,宽度较窄,分布均匀,没有明显的蚀坑剥落,表面完整性较好;实施例1强化后的模具钢试件表面没有较为宽大主裂纹,裂纹深度较浅;实施例1强化后的模具钢试件的表面晶粒细化,强度较高,有效抑制了热裂纹的扩展,较好的结合力保证了试样表面的完整性,试样表面的有轻微的失效。图5b中对比例1强化后的模具钢试件的表面的裂纹与蚀坑分布较密集,裂纹最宽处可以达到10μm以上,蚀坑的最大直径约为50μm,试样表面的剥落现象比较严重。在较高倍数下可以观察到试样表面的主裂纹较深,次裂纹在主裂纹的基体上扩展密集分布在整个试样表面,试样的表面强度严重不足,破坏程度较大。
68.如图6a所示,实施例1强化后的模具钢试件表面的si元素在试件表面分布比较密集在部分区域存在较为明显的聚集现象,且其分布位置与热裂纹裂纹的分布对应一致,说明在裂纹深处的si元素并未产生较大的流失;试件表面的n元素较对比例1略微密集,可以判断超声表面滚压预处理提升了试样与n元素的结合能力,但其效果较为一般;试件表面的o元素分布密集,在热疲劳实验过程中的氧化物并未被酸洗除去,因此可以判断该氧化物对其表面有较好的保护作用。图6b中对比例1强化后的模具钢试件si元素分布密集,在试件表面均匀分布,n元素与o元素分布较较少存在n元素的流失与氧化现象。
69.综上所示,实施例1强化后的模具钢试件相对于对比例1强化后的模具钢试件离子注渗深度提高了约67.5%,表面最高硬度提升了22.2%,且硬化层更深;实施例1强化后的模具钢试件相对于对比例1强化后的模具钢试件的磨损量更低,更耐磨,热疲劳后裂纹扩展长度更小,表面裂纹密度小,元素固化能力更强。
70.本发明提供的复合处理方法有益于减少模具钢表明的失效行为,在降低模具表面摩擦损失以及热疲劳后的裂纹扩展和元素流失。超声表面滚压后晶粒细化,材料表面晶粒在高频滚压的作用下发生了晶粒破碎细化,表面粗糙度降低,同时晶粒细化后产生的缺陷为注渗的离子提供了稳定存在位置,使材料表面在复杂情况下仍然可以保证元素不发生严重流失。
71.尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1