一种激光熔覆原位生成碳化物的刀具及其制备方法与流程
1.本发明涉及刀具制备技术领域,尤其涉及一种激光熔覆原位生成碳化物的刀具及其制备方法。
背景技术:
2.厨房用高端刀具刀刃具有良好的耐磨性、耐蚀性和韧性,在合理使用的情况下可长期不用磨,制造这样的刀具需要好的钢材和铸锻、热处理技术。而现有的刀具在制备的过程中,氮化物和碳化物是强化涂层常用成分,制备方式主要分为外加法和原位合成法。原位合成法中氮化物和碳化物是通过化学反应或某些原位过程生成,可以改善界面。但原位合成法存在加热和冷却速度极快,有部分来不及生成相应的氮化物和碳化物,熔池便已经凝固冷却。复合引入法是将外加法和原位合成法相结合的一种碳化物引入方式。与原位合成法相比,复合引入法的熔覆粉末中加了部分氮化物和碳化物。
3.外加氮化物和碳化物的分解和再析出会使未分解碳化物表面形成原位合成碳化物,从而隔绝未分解碳化物与金属基体之间的直接接触,在一定程度上避免界面问题的出现。专利cn115011843a公开了一种原位自生碳化物增强nial基合金粉末及其激光熔覆方法和应用,该方法本发明提供了一种原位自生碳化物增强ni3al基合金粉末及其激光熔覆方法和应用,涉及激光加工材料技术领域。本发明提供的原位自生碳化物增强ni3al基合金粉末,采用本发明提供的ni3al基合金粉末制备的合金涂层组织结构致密,与基体的结合强度高,耐磨性能好。
技术实现要素:
4.本发明涉及刀具制备技术领域,尤其涉及一种激光熔覆原位生成碳化物的刀具及其制备方法。
5.为实现上述目的,本发明采用如下技术方案:
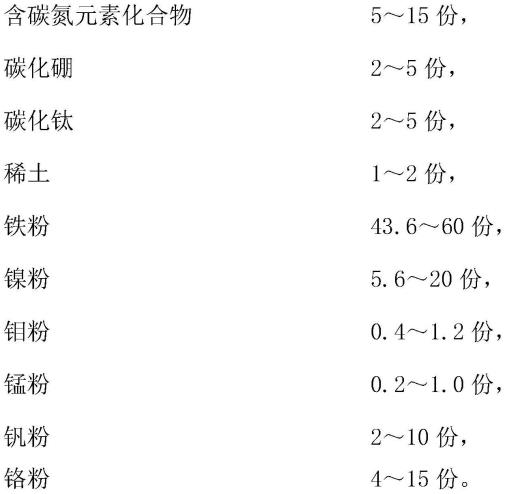
6.一种激光熔覆原位生成碳化物的刀具,其特征在于:包括重量份计以下组分:
[0007][0008]
其中,所述激光熔覆原位生成碳化物的刀具通过如下步骤制备:
[0009]
步骤一:将需要熔覆的厨房刀具进行预处理操作,将表面的熔池进行定位、确保熔池的位置水平,对表面熔池进行充分打磨,以去除表面氧化物,并除油清洗、烘干;
[0010]
步骤二:将熔覆粉末按照一定比例混合均匀,放入真空干燥箱内烘干,将烘干的粉末全部倒入送粉器的内部,混合搅拌,利用加热原件对粉末进行加热处理,从而方便后期熔覆直接使用;
[0011]
步骤三:送料激光熔化,将熔覆机体连接外部电源,机体内控制数控系统控制激光器发射激光,同轴熔覆头发射的激光照射在熔池,送粉器将搅拌均匀且加热后的粉末送至粉头,将粉末吹出,被激光熔覆在熔池内部完成对刀具的熔覆制备;
[0012]
步骤四:后热处理,当刀具完成熔覆制备后,让刀具的温度降至40~100℃范围内,对刀具的表面进行打磨、抛光处理。
[0013]
本发明的有益效果为:
[0014]
本发明利用激光熔覆技术,将特定的粉末熔覆到厨房刀具普通刀刃上,得到刀刃耐磨性、耐腐蚀性高的刀具,且激光熔覆是在基体表面制备强化涂层的表面改性技术,该技术能以较低的成本获得高性能涂层,外加氮化物和碳化物的分解和再析出会使未分解碳化物表面形成原位合成碳化物,从而隔绝未分解碳化物与金属基体之间的直接接触,避免出现部分来不及生成相应的氮化物和碳化物,熔池便已经凝固冷却的情况,从而可以大大提高刀具的耐磨性、耐蚀性和韧性。
具体实施方式
[0015]
实施例1
[0016]
一种激光熔覆原位生成碳化物的刀具,其特征在于,按重量份计,包括以下组分:
[0017]
[0018][0019]
一种激光熔覆原位生成碳化物的刀具的制备方法,包括以下步骤:
[0020]
步骤一:将需要熔覆的厨房刀具进行预处理操作,将表面的熔池进行定位、确保熔池的位置水平,对表面熔池进行充分打磨,以去除表面氧化物,并除油清洗、烘干;
[0021]
步骤二:将粒径100μm熔覆粉末按照比例混合均匀,放入真空干燥箱内烘干,将烘干的粉末全部倒入送粉器的内部,混合搅拌,利用加热原件对粉末进行加热处理,从而方便后期熔覆直接使用;
[0022]
步骤三:送料激光熔化,将熔覆机体连接外部电源,机体内控制数控系统控制激光器激光功率2kw发射激光,同轴熔覆头发射的激光扫描速度1000hz、光斑直径4mm、熔覆速度180mm/min照射在熔池,送粉器送粉速度20g/min将搅拌均匀且加热后的粉末送至粉头,保护气流5l/min将粉末吹出,被激光熔覆在熔池内部完成对刀具的熔覆制备;
[0023]
步骤四:后热处理,当刀具完成熔覆制备后,让刀具的温度降至40~100℃范围内,对刀具的表面进行打磨、抛光处理。
[0024]
实施例2
[0025]
一种激光熔覆原位生成碳化物的刀具,其特征在于,按重量份计,包括以下组分:
[0026][0027]
一种激光熔覆原位生成碳化物的刀具的制备方法,包括以下步骤:
[0028]
步骤一:将需要熔覆的厨房刀具进行预处理操作,将表面的熔池进行定位、确保熔池的位置水平,对表面熔池进行充分打磨,以去除表面氧化物,并除油清洗、烘干;
[0029]
步骤二:将粒径270μm熔覆粉末按照一定比例混合均匀,放入真空干燥箱内烘干,将烘干的粉末全部倒入送粉器的内部,混合搅拌,利用加热原件对粉末进行加热处理,从而方便后期熔覆直接使用;
[0030]
步骤三:送料激光熔化,将熔覆机体连接外部电源,机体内控制数控系统控制激光器激光功率2kw发射激光,同轴熔覆头发射的激光扫描速度1000hz、光斑直径4mm、熔覆速度250mm/min照射在熔池,送粉器送粉速度30g/min将搅拌均匀且加热后的粉末送至粉头,保护气流15l/min将粉末吹出,被激光熔覆在熔池内部完成对刀具的熔覆制备;
[0031]
步骤四:后热处理,当刀具完成熔覆制备后,让刀具的温度降至40~100℃范围内,对刀具的表面进行打磨、抛光处理。
[0032]
实施例3
[0033]
一种激光熔覆原位生成碳化物的刀具,其特征在于,按重量份计,包括以下组分:
[0034][0035]
一种激光熔覆原位生成碳化物的刀具的制备方法,包括以下步骤:
[0036]
步骤一:将需要熔覆的厨房刀具进行预处理操作,将表面的熔池进行定位、确保熔池的位置水平,对表面熔池进行充分打磨,以去除表面氧化物,并除油清洗、烘干;
[0037]
步骤二:将粒径180μm熔覆粉末按照一定比例混合均匀,放入真空干燥箱内烘干,将烘干的金属粉末全部倒入送粉器的内部,混合搅拌,利用加热原件对粉末进行加热处理,从而方便后期熔覆直接使用;
[0038]
步骤三:送料激光熔化,将熔覆机体连接外部电源,机体内控制数控系统控制激光器激光功率2kw发射激光,同轴熔覆头发射的激光扫描速度1000hz、光斑直径4mm、熔覆速度220mm/min照射在熔池,送粉器送粉速度23g/min将搅拌均匀且加热后的粉末送至粉头,保护气流8l/min将粉末吹出,被激光熔覆在熔池内部完成对刀具的熔覆制备;
[0039]
步骤四:后热处理,当刀具完成熔覆制备后,让刀具的温度降至40~100℃范围内,对刀具的表面进行打磨、抛光处理。
[0040]
实施例4
[0041]
一种激光熔覆原位生成碳化物的刀具,包括重量百分比的以下组分:
[0042][0043][0044]
一种激光熔覆原位生成碳化物的刀具的制备方法,包括以下步骤:
[0045]
步骤一:将需要熔覆的厨房刀具进行预处理操作,将表面的熔池进行定位、确保熔池的位置水平,对表面熔池进行充分打磨,以去除表面氧化物,并除油清洗、烘干;
[0046]
步骤二:将粒径230μm熔覆粉末按照一定比例混合均匀,放入真空干燥箱内烘干,将烘干的粉末全部倒入送粉器的内部,混合搅拌,利用加热原件对粉末进行加热处理,从而方便后期熔覆直接使用;
[0047]
步骤三:送料激光熔化,将熔覆机体连接外部电源,机体内控制数控系统控制激光器激光功率2kw发射激光,同轴熔覆头发射的激光扫描速度1000hz、光斑直径4mm、熔覆速度230mm/min照射在熔池,送粉器送粉速度27g/min将搅拌均匀且加热后的粉末送至粉头,保护气流12l/min将粉末吹出,被激光熔覆在熔池内部完成对刀具的熔覆制备;
[0048]
步骤四:后热处理,当刀具完成熔覆制备后,让刀具的温度降至40~100℃范围内,对刀具的表面进行打磨、抛光处理。
[0049]
表1实施例1-4的性能测定结果
[0050][0051][0052]
对比例:处理前的q235钢刀。
[0053]
所述待刀具熔覆完毕之后,利用酸性溶液对刀具进行清洗,从而去除刀具表层氧化层,酸洗完毕之后将刀具进行夹持固定,并且利用打磨抛光设备对刀具的表面进行打磨
处理,打磨完毕之后利用开刃设备对刀具的刀口进行开刃处理,且多出的刀刃高度为3~4mm。
[0054]
涂层耐腐蚀性能表征在3.5wt%nac中性腐蚀溶液中进行,自腐蚀电位和自腐蚀电流密度采用三电极体系电化学测试,试样工作电极、铂片对电极和饱和甘汞参比电极。
[0055]
表1表明4个实施例的硬度和抗腐蚀能力都比对比例大幅度增加,有效提高不锈钢刀表面性能。
[0056]
以上所述仅为本发明的具体实施例,并非因此限制本发明的专利范围,凡是利用本发明作的等效变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1