一种3D打印成形镍基高温合金/铜合金异种金属构件的方法
一种3d打印成形镍基高温合金/铜合金异种金属构件的方法
技术领域
1.本发明属于3d打印技术领域,具体涉及一种3d打印成形镍基高温合金/铜合金异种金属构件的方法。
背景技术:
2.航空航天零部件的制造能力、水平是国家工业技术实力的重要体现。航空航天制造业作为发展潜力巨大和技术门槛较高的高端装备制造业,具有强劲的产业带动能力。由于航空航天零部件的服役条件严苛,各部件的材料选择和零件的性能要求不同,造成了航空航天零部件研发难度大,生产周期长,产品交付难,整机成本高。而利用金属3d打印技术,可以实现航空航天关键组件的快速制造,缩短了测试时间,使得技术迭代和方案验证时间得以加快,提高了研制效率。经验证的航空航天零件质量精度一致性好,满足批量生产的要求。
3.金属3d打印技术是一种新兴技术,在航空航天、汽车和能源行业有着广泛的应用。3d打印技术因其无与伦比的设计自由度和较短的制造周期备受关注。镍基高温合金由于具有优异的疲劳强度、热稳定性、耐腐蚀性和耐高温性能被广泛应用于航空发动机涡轮叶片和燃气轮机的关键组件。而铜合金凭借着优良的导电性、导热性、耐磨抗爆、耐腐蚀性等优良性质被广泛应用于各种电子信息、航空航天、汽车制造等领域。
4.为了同时发挥镍基高温合金和铜合金各自优势,针对不同部位对性能的不同要求,镍基高温合金/铜合金异种金属构件进行复杂零件的多功能、轻量化制造成为了人们关注的话题。然而由于两者熔点、导热率、热膨胀系数等物性参数和化学属性差异较大,镍基高温合金/铜合金异种金属构件制造过程中连接性能不稳定、界面结合差且成品率低等,这将直接决定成形零部件的使用性能。因此,开发合适的工艺,提高镍基高温合金/铜合金界面结合是亟待解决的关键问题。
技术实现要素:
5.本发明目的在于提供一种3d打印成形镍基高温合金/铜合金异种金属构件的方法,可实现镍基高温合金/铜合金异种金属构件的3d打印成形,解决了现有镍基高温合金/铜合金异种金属构件由于熔点、热膨胀系数及导热系数差异大造成的两种合金难以连接的问题。
6.为实现上述目的,本发明所采用的技术方案如下:
7.一种3d打印成形镍基高温合金/铜合金异种金属构件的方法,包括以下步骤:
8.(1)前期准备
9.首先将所用金属粉末真空干燥处理再进行筛粉。然后选取不锈钢作为基板,将不锈钢基板表面打磨和喷砂去除表面大部分氧化层,同时减小表面粗糙度。最后用无水乙醇和无尘纸去除表面杂质和油脂污渍。
10.(2)建模切片设计及参数设置
11.将待加工的异种金属构件进行计算机三维建模,对模型进行切片分层处理,并将切片数据导入工控机,形成加工轨迹。然后对导入的数据在工控机上进行打印工艺参数设计。
12.(3)打印成形
13.将步骤(1)中处理的不锈钢基板安装在成形平台上并进行调平,接着将步骤(1)中干燥过筛处理后的镍基高温合金粉末以0.10~0.80mm的层厚均匀铺设在不锈钢基板表面,通入惰性气体降低氧含量后,通过步骤(2)中设置的工艺参数进行3d打印成形镍基高温合金构件。打印完成后,将设备中的镍基高温合金粉末回收清理干净,然后取步骤(1)中干燥过筛处理后铜合金粉末以0.10~0.80mm的层厚均匀铺设在成形的镍基高温合金构件表面,结合层采用参数梯度设计进行打印,打印完成后更换打印参数进行铜合金打印成形,最后用线切割切除金属基板,对成形零部件进行后处理,得到镍基高温合金/铜合金异种金属构件。
14.进一步,所述步骤(1)中所用金属粉末分别为镍基高温合金和铜合金粉末,具体为ni718和cucrzr金属粉末且其平均粒径为17~55μm。
15.进一步,所述步骤(1)中所用真空干燥处理温度为80~100℃、保温时间为2~5小时。
16.进一步,所述步骤(3)中惰性气体包括氩气、氮气和氦气并且氧气体积含量控制在0.08%以下。
17.进一步,所述步骤(3)中镍基高温合金采用的3d打印工艺参数为激光功率255~290w、铺粉层厚30~45μm、扫描速度900~1000mm/s、扫描间距0.09~0.11mm,扫描策略为棋盘式。
18.进一步,所述步骤(3)中结合层为10层并且采用的打印工艺参数为激光功率275~360w、铺粉层厚20~40μm、扫描速度450~600mm/s、扫描间距0.08~0.12mm,扫描策略为棋盘式。
19.进一步,所述步骤(3)中结合层打印完成后铜合金打印成形选取的打印工艺参数为:激光功率300~370w、铺粉层厚20~35μm、扫描速度350~500mm/s、扫描间距0.10~0.12mm,扫描策略为棋盘式。
20.与现有技术相比,本发明的有益效果为:
21.1.本发明采用3d打印技术可成形镍基高温合金/铜合金异种金属构件,工序简单,成形效率高,生产周期短,具有很大的生产应用价值。
22.2.本发明采用3d打印技术解决了现有镍基高温合金/铜合金异种合金由于熔点、热膨胀系数及导热系数差异大造成的两种合金难以连接的问题,并且通过参数梯度设计提高了异种金属激光3d打印异种金属结合界面的连接强度和冶金结合,实现镍基高温合金、界面、铜合金三者高致密度、高质量的异种金属激光3d打印成形。
附图说明
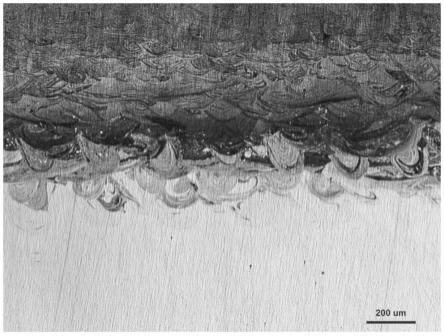
23.图1是本发明实施例1制备的镍基高温合金/铜合金异种金属构件界面显微组织。
具体实施方式
24.下面结合实施例对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不是限制本发明的保护范围。本领域普通技术人员在不脱离本发明原理和宗旨的情况下,针对这些实施例进行的各种变化、修改、替换和变型,均应包含在本发明的保护范围之内。
25.实施例1
26.一种3d打印成形镍基高温合金/铜合金异种金属构件的方法,包括以下步骤:
27.(1)前期准备
28.首先将所用ni718和cucrzr金属粉末在90℃下真空干燥处理3个小时再进行筛粉。然后选取不锈钢作为基板,将不锈钢基板表面打磨和喷砂去除表面大部分氧化层,同时减小表面粗糙度。最后用无水乙醇和无尘纸去除表面杂质和油脂污渍。
29.(2)建模切片设计及参数设置
30.将待加工的异种金属构件进行计算机三维建模,对模型进行切片分层处理,并将切片数据导入工控机,形成加工轨迹。然后对导入的数据在工控机上进行打印工艺参数设计。
31.(3)打印成形
32.将步骤(1)中处理的不锈钢基板安装在成形平台上并进行调平,接着将步骤(1)中干燥过筛处理后的镍基高温合金粉末以0.50mm的层厚均匀铺设在不锈钢基板表面,通入氩气将氧含量降低到0.08%以下,采用激光功率285w、铺粉层厚30μm、扫描速度960mm/s、扫描间距0.11mm,扫描策略为棋盘式的工艺参数进行3d打印成形镍基高温合金构件。打印完成后,将设备中的镍基高温合金粉末回收清理干净,然后取步骤(1)中干燥过筛处理后铜合金粉末以0.30mm的层厚均匀铺设在成形的镍基高温合金构件表面,采用激光功率280w、铺粉层厚20μm、扫描速度600mm/s、扫描间距0.10mm,棋盘式扫描策略打印成形前10层。打印完成后更换打印参数选取打印工艺参数为激光功率370w、铺粉层厚30μm、扫描速度400mm/s、扫描间距0.12mm,棋盘式扫描策略进行铜合金打印成形,最后用线切割切除金属基板,对成形零部件进行后处理,得到镍基高温合金/铜合金异种金属构件。图1给出了上述工艺下得到的3d打印成形镍基高温合金/铜合金异种金属构件界面显微组织。可以看出,界面无宏/微观缺陷,结合质量优异。本发明采用slm打印技术可成形镍基高温合金/铜合金异种金属构件,工序简单,成形效率高,生产周期短,具有很大的生产应用价值,解决了现有镍基高温合金/铜合金异种合金由于熔点、热膨胀系数及导热系数差异大造成的两种合金难以连接的问题。同时,通过参数梯度设计提高了异种金属激光3d打印异种金属结合界面的连接强度和冶金结合,实现镍基高温合金、界面、铜合金三者高致密度、高质量的异种金属激光3d打印成形。
33.实施例2
34.一种3d打印成形镍基高温合金/铜合金异种金属构件的方法,包括以下步骤:
35.(1)前期准备
36.首先将所用ni718和cucrzr金属粉末在80℃下真空干燥处理2个小时再进行筛粉。然后选取不锈钢作为基板,将不锈钢基板表面打磨和喷砂去除表面大部分氧化层,同时减小表面粗糙度。最后用无水乙醇和无尘纸去除表面杂质和油脂污渍。
37.(2)建模切片设计及参数设置
38.将待加工的异种金属构件进行计算机三维建模,对模型进行切片分层处理,并将切片数据导入工控机,形成加工轨迹。然后对导入的数据在工控机上进行打印工艺参数设计。
39.(3)打印成形
40.将步骤(1)中处理的不锈钢基板安装在成形平台上并进行调平,接着将步骤(1)中干燥过筛处理后的镍基高温合金粉末以0.30mm的层厚均匀铺设在不锈钢基板表面,通入氩气将氧含量降低到0.08%以下,采用激光功率255w、铺粉层厚35μm、扫描速度900mm/s、扫描间距0.10mm,扫描策略为棋盘式的工艺参数进行3d打印成形镍基高温合金构件。打印完成后,将设备中的镍基高温合金粉末回收清理干净,然后取步骤(1)中干燥过筛处理后铜合金粉末以0.50mm的层厚均匀铺设在成形的镍基高温合金构件表面,采用激光功率330w、铺粉层厚40μm、扫描速度500mm/s、扫描间距0.08mm,棋盘式扫描策略打印成形前10层。打印完成后更换打印参数选取打印工艺参数为激光功率330w、铺粉层厚25μm、扫描速度350mm/s、扫描间距0.12mm,棋盘式扫描策略进行铜合金打印成形,最后用线切割切除金属基板,对成形零部件进行后处理,得到镍基高温合金/铜合金异种金属构件。
41.实施例3
42.一种3d打印成形镍基高温合金/铜合金异种金属构件的方法,包括以下步骤:
43.(1)前期准备
44.首先将所用ni718和cucrzr金属粉末在100℃下真空干燥处理4个小时再进行筛粉。然后选取不锈钢作为基板,将不锈钢基板表面打磨和喷砂去除表面大部分氧化层,同时减小表面粗糙度。最后用无水乙醇和无尘纸去除表面杂质和油脂污渍。
45.(2)建模切片设计及参数设置
46.将待加工的异种金属构件进行计算机三维建模,对模型进行切片分层处理,并将切片数据导入工控机,形成加工轨迹。然后对导入的数据在工控机上进行打印工艺参数设计。
47.(3)打印成形
48.将步骤(1)中处理的不锈钢基板安装在成形平台上并进行调平,接着将步骤(1)中干燥过筛处理后的镍基高温合金粉末以0.80mm的层厚均匀铺设在不锈钢基板表面,通入氩气将氧含量降低到0.08%以下,采用激光功率270w、铺粉层厚40μm、扫描速度1000mm/s、扫描间距0.09mm,扫描策略为棋盘式的工艺参数进行3d打印成形镍基高温合金构件。打印完成后,将设备中的镍基高温合金粉末回收清理干净,然后取步骤(1)中干燥过筛处理后铜合金粉末以0.80mm的层厚均匀铺设在成形的镍基高温合金构件表面,采用激光功率300w、铺粉层厚20μm、扫描速度450mm/s、扫描间距0.12mm,棋盘式扫描策略打印成形前10层。打印完成后更换打印参数选取打印工艺参数为激光功率300w、铺粉层厚35μm、扫描速度450mm/s、扫描间距0.10mm,棋盘式扫描策略进行铜合金打印成形,最后用线切割切除金属基板,对成形零部件进行后处理,得到镍基高温合金/铜合金异种金属构件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1