一种细长轴加工机床的制作方法
本发明涉及一种细长轴加工机床,属于加工机床。
背景技术:
1、目前,由于细长轴、超细长轴零件其整体刚性很差,在加工过程中另受到切削力、自重的作用,必然会产生较大的弯曲变形而导致振动,从而影响加工的进行,常规加工机床使用支撑件对轴体进行支撑,从而减少轴体形变,使其能够进行正常加工。
2、但传统加工机床在对轴体进行磨削加工时,磨削轮的表面在长时间使用后以及因轴体微量形变后进行磨削会发生细微偏差,此时通常会选择利用额外磨削设备对磨削轮进行修整,但由于需要保证加工效率,这种修整方式无法在每次加工步骤前都进行,从而使得磨削轮在长时间磨削轴体时会产生误差影响工件的磨削质量。
技术实现思路
1、本发明所要解决的技术问题在于:提供一种细长轴加工机床,它解决了现有技术中传统修整磨削轮的方式无法保证加工效率,使得无法在每次加工前对磨削轮进行修整,导致磨削轮在长时间磨削轴体时会产生误差影响工件的磨削质量的问题。
2、本发明所要解决的技术问题采取以下技术方案来实现:一种细长轴加工机床,包括
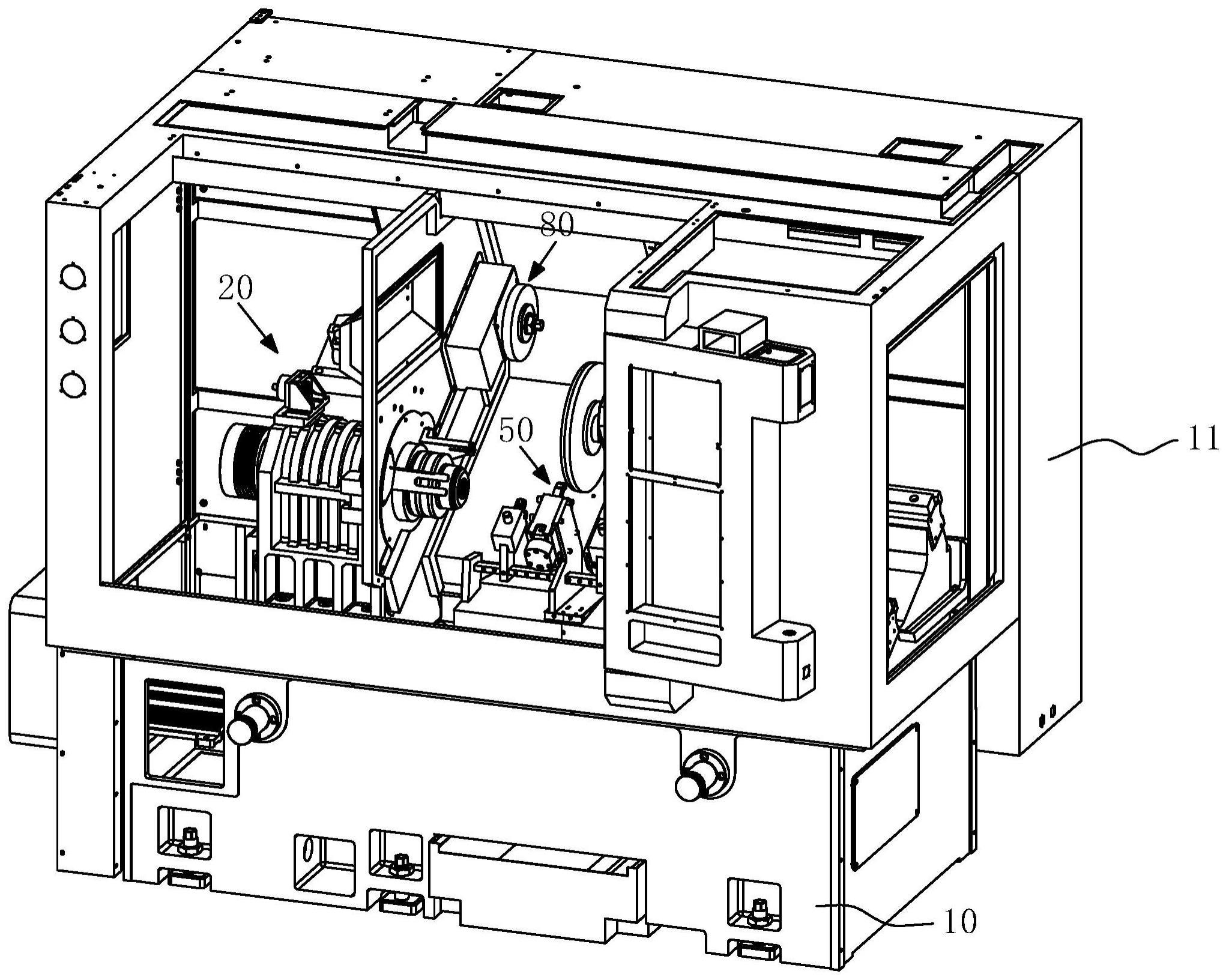
3、机床床身,水平放置,
4、机床外壳,包围设置在机床床身边缘,机床外壳与机床床身固定连接,
5、装夹装置,安装在机床床身上,
6、修整装置,安装在机床床身上,装夹装置和修整装置并列设置,
7、调节装置,安装在机床床身上,调节装置和修整装置并排设置,
8、磨削驱动电机,安装在调节装置上,
9、磨削轮,与磨削驱动电机动力连接,磨削轮位于磨削驱动电机朝向修整装置的一侧,
10、夹紧装置,安装在机床床身上,夹紧装置与装夹装置并排设置,
11、细长轴,装夹在装夹装置上,细长轴的一端通过夹紧装置固定,细长轴的另一端通过装夹装置固定,
12、其中,磨削轮在调节装置的驱动下与修整装置摩擦,磨削轮表面通过摩擦被修整装置修整,夹紧装置与装夹装置配合装夹细长轴,调节装置驱动磨削轮的位置变化,装夹装置、修整装置、调节装置磨削轮、磨削驱动电机、夹紧装置和细长轴均位于机床外壳包围空间的内侧。
13、通过采用上述技术方案,装夹装置驱动细长轴旋转,磨削轮在磨削驱动电机的驱动下高速转动,同时在调节装置的驱动下磨削轮的位置发生变化,当磨削轮与细长轴表面接触时,细长轴被磨削,由此进行磨削加工,同时,磨削轮在长时间使用后通过与修整装置进行摩擦能够将磨削轮的形状进行修正,避免磨削轮长时间使用后对细长轴磨削加工时产生误差,保证了细长轴的加工质量。
14、本发明进一步设置为:调节装置包括
15、x轴调节轨道座,与机床床身固定连接,x轴调节轨道座位于机床外壳包围空间的内侧,
16、x轴调节轨道,固定在x轴调节轨道远离机床床身的一侧,x轴调节轨道朝向修整装置的方向直线延伸,x轴调节轨道座远离机床床身的一侧端面为垂直于x轴调节轨道延伸方向的斜面设置,x轴调节轨道座的斜面朝向夹紧装置的方向,
17、x轴调节滑板,设置在x轴调节轨道上,x轴调节滑板沿x轴调节轨道的延伸方向滑动,
18、第一进给结构,设置在x轴调节轨道座上,第一进给结构与x轴调节滑板动力连接,
19、z轴调节轨道座,固定在x轴调节滑板上,z轴调节轨道座的延伸方向与x轴调节轨道垂直,
20、z轴调节滑板,设置在z轴调节轨道座上,z轴调节滑板沿z轴调节轨道座的延伸方向滑动,磨削驱动电机固定安装在z轴调节滑板上,
21、z轴调节电机,固定在z轴调节轨道座的一端,
22、z轴调节丝杠,与z轴调节电机动力连接,z轴调节丝杠的轴向与z轴调节轨道座延伸方向相同,z轴调节丝杠穿过z轴调节滑板并与z轴调节滑板螺纹连接,
23、其中,第一进给结构通过气缸推动或螺纹丝杠进给等方式直接驱动x轴调节滑板沿x轴调节轨道延伸方向滑动。
24、通过采用上述技术方案,通过第一进给结构带动x轴调节滑板沿x轴调节轨道的延伸方向运动,同时z轴调节电机驱动z轴调节丝杠转动,由于z轴调节滑板与z轴调节丝杠螺纹连接,此时z轴调节滑板沿z轴调节轨道座的延伸方向滑动,从而带动磨削轮和磨削驱动电机的运动,此时磨削轮能够进行两相垂直的方向运动,提高了磨削轮的自由度,扩大了磨削轮的运动范围,有利于磨削轮利用修整装置进行表面修整和对细长轴的加工。
25、本发明进一步设置为:夹紧装置包括
26、装夹调节轨道座,与机床床身固定连接,装夹调节轨道座朝向装夹装置的方向延伸,装夹调节轨道座远离机床床身的端面为水平端面,
27、夹紧滑动块,滑动设置在装夹调节轨道座上,夹紧滑动块沿装夹调节轨道座的延伸方向滑动,
28、夹紧连接座,固定在夹紧滑动块远离装夹调节轨道座的一端,
29、顶针连接体,固定在夹紧连接座远离夹紧滑动块的一端,
30、顶针,可拆卸设置在顶针连接体朝向装夹装置的一端,顶针与顶针连接体动力连接,顶针朝向装夹装置的一端为尖端状,
31、第二进给结构,设置在装夹调节轨道座内部,第二进给结构与夹紧滑动块动力连接,
32、其中,第二进给结构直接驱动夹紧滑动块沿装夹调节轨道座的延伸方向滑动,顶针拆卸后可替换设置装夹连接套,装夹连接套与顶针拆卸后的位置同轴可拆卸固定连接。
33、通过采用上述技术方案,第二进给结构驱动夹紧滑动块沿装夹调节轨道座的延伸方向运动,从而能够调节顶针或装夹连接套的位置,从而能够根据细长轴轴向长度不同进行实时调整,提高了不同规格细长轴的适配能力。
34、本发明进一步设置为:装夹调节轨道座上还设置有支撑装置,支撑装置包括
35、滑动底座,设置在装夹调节轨道座上,滑动底座沿装夹调节轨道座的延伸方向滑动,
36、主支撑架,竖直固定在滑动底座上,
37、主支撑组件,固定在主支撑架远离滑动底座的一端,
38、辅助支撑组件,设置在滑动底座远离装夹调节轨道座的一侧,辅助支撑组件关于主支撑组件对称设置,且两个对称的辅助支撑组件连线与装夹调节轨道座的延伸方向相同,
39、辅助支撑板,固定在滑动底座沿装夹调节轨道座延伸方向的两端,
40、第二支撑轨道,一端水平穿过主支撑架,第二支撑轨道与主支撑架滑动连接,第二支撑轨道的另一端与靠近第二支撑轨道一侧的辅助支撑板可拆卸固定连接或卡接,
41、第一支撑轨道,一端沿第二支撑轨道的延伸方向滑动插入第二支撑轨道内,第一支撑轨道的另一端与远离第二支撑轨道的一侧辅助支撑板可拆卸固定连接或卡接,
42、其中,第二支撑轨道和第一支撑轨道的延伸方向与装夹调节轨道座的延伸方向相同,对称的辅助支撑组件分别沿第二支撑轨道和第一支撑轨道的延伸方向滑动。
43、通过采用上述技术方案,滑动底座能够通过人工推动在装夹调节轨道座上滑动,从而调节滑动底座的位置,此时主支撑组件和辅助支撑组件的位置能够发生变化,同时,由于第一支撑轨道和第二支撑轨道为插接,通过调节第一支撑轨道插入第二支撑轨道内的长度以及第二支撑轨道穿过主支撑架的长度,能够改变辅助支撑组件相对主支撑组件的距离,从而使得主支撑组件和辅助支撑组件能够根据细长轴规格不同调节其与细长轴接触位置,使主支撑组件和辅助支撑组件对细长轴的支撑位置始终处于最佳,有利于防止细长轴装夹加工时产生较大形变。
44、本发明进一步设置为:主支撑组件包括
45、主传动箱,与主支撑架固定连接,
46、主支撑臂,铰接设置在主传动箱靠近修整装置一侧的端面,主支撑臂竖直方向对称设置有两个,
47、主传动电机,固定在主传动箱与主支撑臂相对的一侧端面,主传动电机与主支撑臂的铰接轴处动力连接。
48、通过采用上述技术方案,通过主支撑臂对细长轴中部进行夹持,为细长轴提供有效的支撑效果,同时,主传动电机驱动主支撑臂沿铰接处运动,能够使主支撑臂解除或维持对细长轴的夹持状态,无需手动调节主支撑臂的位置,提高了加工机床的自动化水平。
49、本发明进一步设置为:辅助支撑组件包括
50、支撑滑块,分别与第一支撑轨道和第二支撑轨道滑动连接,
51、辅助传动箱,与支撑滑块远离滑动底座的一端固定连接,
52、辅助支撑臂,铰接设置在辅助传动箱靠近修整装置一侧的端面,辅助支撑臂朝向与主支撑臂的朝向相同,
53、辅助传动电机,固定在辅助传动箱上,辅助传动电机与辅助支撑臂的铰接轴处动力连接,辅助支撑臂远离铰接处的一端转动设置有支撑滑轮,支撑滑轮能够与细长轴表面抵接。
54、通过采用上述技术方案,辅助传动电机驱动辅助支撑臂沿铰接处的翻转,使得支撑滑轮能够与细长轴表面抵接,从而达到对细长轴支撑的目的,由于辅助支撑组件位于主支撑组件的两侧,上述过程能够提高细长轴中部支撑的轴向宽度,进一步限制了细长轴在在加工过程中的形变量,有利于提高细长轴的加工质量。
55、本发明进一步设置为:第二支撑轨道和第一支撑轨道上设置有若干限位孔,支撑滑块上设置有能够与限位孔对齐的贯穿孔,限位孔和贯穿孔内穿插设置有限位销。
56、通过采用上述技术方案,通过限位销插入贯穿孔和限位孔内,能够对当前辅助支撑组件的位置进行固定,避免辅助支撑组件在工作状态下出现活动的情况,提高了辅助支撑组件的稳定性。
57、本发明进一步设置为:装夹装置包括
58、装夹底座,与机床床身固定连接,
59、装夹卡盘,转动设置在装夹底座朝向夹紧装置的一端,
60、传动部件,安装在装夹底座上,传动部件与装夹卡盘动力连接,
61、动力源,固定在装夹底座上,动力源与传动部件动力连接。
62、通过采用上述技术方案,动力源通过驱动传动部件转动,从而将动力传输给装夹卡盘,此时装夹卡盘在装夹细长轴后能够带动细长轴转动,磨削轮和细长轴转动方向相反,此时转动能够加快磨削轮对细长轴表面的加工速度,提高加工效率。
63、本发明进一步设置为:修整装置包括
64、修整支撑板,固定在装夹底座外侧,
65、连接架,固定在修整支撑板上,
66、修整轮,转动安装在连接架朝向磨削轮的方向,
67、修整驱动电机,固定在连接架上,
68、修整传动部件,转动设置在连接架上,修整传动部件与修整轮动力连接,修整驱动电机与修整传动部件动力连接。
69、通过采用上述技术方案,修整驱动电机启动后通过修整传动部件带动修整轮转动,当修整轮与磨削轮接触后,修整轮能够对磨削轮表面进行摩擦修整,保证磨削轮在使用时的加工精度,同时使用自动修整无需人工使用额外工具进行,降低了人工的劳动强度,同时在磨削轮修整过程中无需将机床停机,有利于提高机床的加工效率。
70、本发明进一步设置为:机床床身内设置有收集腔,收集腔设置有竖直朝向的开口,收集腔的开口位于装夹装置和夹紧装置之间,收集腔远离装夹装置的一侧开口设置有安装在机床床身内部的存储箱,存储箱与机床床身可拆卸滑动连接。
71、通过采用上述技术方案,磨削产生的碎屑在重力作用下掉落进入收集腔内,最终收集在存储箱内,在存储箱堆满碎屑后将存储箱更换即可,无需专人短时间间隔内对机床进行清理,降低了机床的清洁难度。
72、本发明的有益效果是:
73、1.装夹装置驱动细长轴旋转,磨削轮在磨削驱动电机的驱动下高速转动,同时在调节装置的驱动下磨削轮的位置发生变化,当磨削轮与细长轴表面接触时,细长轴被磨削,由此进行磨削加工,同时,磨削轮在长时间使用后通过与修整装置进行摩擦能够将磨削轮的形状进行修正,避免磨削轮长时间使用后对细长轴磨削加工时产生误差,保证了细长轴的加工质量。
74、2.磨削产生的碎屑在重力作用下掉落进入收集腔内,最终收集在存储箱内,在存储箱堆满碎屑后将存储箱更换即可,无需专人短时间间隔内对机床进行清理,降低了机床的清洁难度。
75、3.滑动底座能够通过人工推动在装夹调节轨道座上滑动,从而调节滑动底座的位置,此时主支撑组件和辅助支撑组件的位置能够发生变化,同时,由于第一支撑轨道和第二支撑轨道为插接,通过调节第一支撑轨道插入第二支撑轨道内的长度以及第二支撑轨道穿过主支撑架的长度,能够改变辅助支撑组件相对主支撑组件的距离,从而使得主支撑组件和辅助支撑组件能够根据细长轴规格不同调节其与细长轴接触位置,使主支撑组件和辅助支撑组件对细长轴的支撑位置始终处于最佳,有利于防止细长轴装夹加工时产生较大形变。
- 还没有人留言评论。精彩留言会获得点赞!